李小佳
摘 要:本文从工艺角度对批量大、尺寸小的零件在加工过程中存在的难点进行细致的分析,详细阐述了具体工艺路线的安排、装夹方式的选择及合理刀具的选用,通过采用综合加工技术,保证了产品质量和较高的加工效率。
关键词:零件结构;加工;技术措施
中图分类号:TH112 文献标识码:A
0.引言
针对批量大、尺寸小的零件,在数控加工过程中,单件加工不但耗时费力,而且增加生产成本。一个好的加工方案会事半功倍。气弹簧安装座是典型的小尺寸零件,在生产过程中投产量一次200件。下面将详细阐述此类零件的加工方案选择。
1.零件结构和技术要求
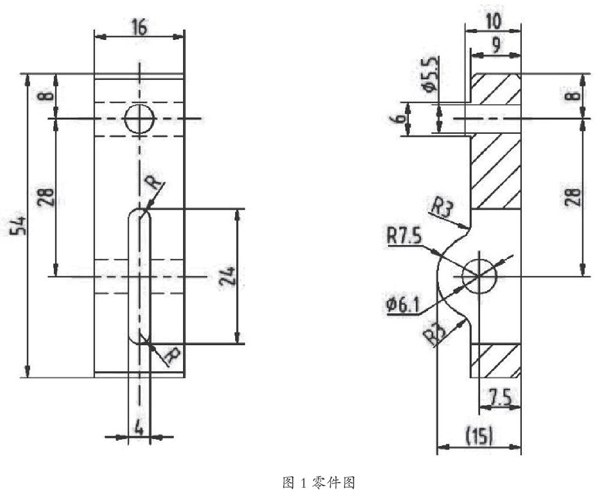
零件结构如图1所示,零件外形尺寸为54×16×15mm,有一个R7.5的圆弧面,和一个宽4mm、长24mm、深15mm的细长槽,表面粗糙度值为Ra6.3,需表面处理:Fe/Ct.Obk。
2.加工工艺性分析
气弹簧安装座加工有以下技术难点:
(1)由于零件批量大,单件加工效率低,影响生产进度。
(2)由于零件批量大,细长槽加工过程中用常规键槽铣的办法加工时间长,刀具磨损严重。
(3)R7.5圆弧面难以加工。
3.技术措施
针对以上加工难点采取了以下技术措施:
(1)针对批量大的问题,分为如下3个步骤解决:
①单件下料改为多件下料。下料尺寸为18×60×215。根据现有钢板的长度215mm,在虎钳上把钢板加工成尺寸210.4×54×18,相當于单件长度54mm已经达到图纸要求,总长210.4mm为13件零件(16×13+15×0.2)的总长度(0.2mm为每个零件之间的间隔距离)。一次可加工13件。
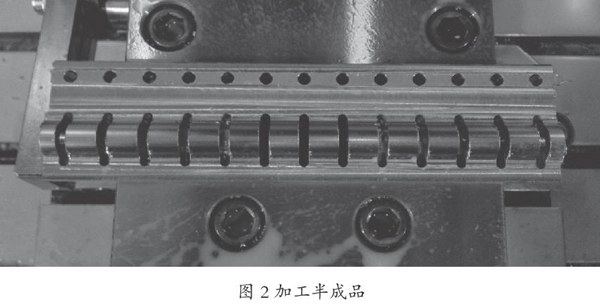
②用虎钳装夹,直接铣15mm厚右面,铣54mm两侧面,倒棱;光铣一顶端,铣R7.5弧、6×10槽凸台,9mm左面,钻Φ5.5,铣长槽,结果如图2所示。
③钻侧面Φ6.1孔。在钻侧面Φ6.1孔时,由于零件总长为210.4mm,需要采用内冷加长钻头进行加工。因为钻头倍径至少为34倍径,所以在深孔加工时,先打预钻孔,再用加长钻头钻至深度。钻头转速为S=5000r/min,进给速度F=750mm/min。
(2)针对刀具磨损严重的问题,我们采用980ML高进给铣刀,每次切深0.1mm,转速为S=8000r/min,进给速度F=3500mm/min。一个长槽用时1分钟,整批零件加工完成刀具依然完好无损,用此种刀具更能快速高效的加工细长槽, 并且节约刀具成本。
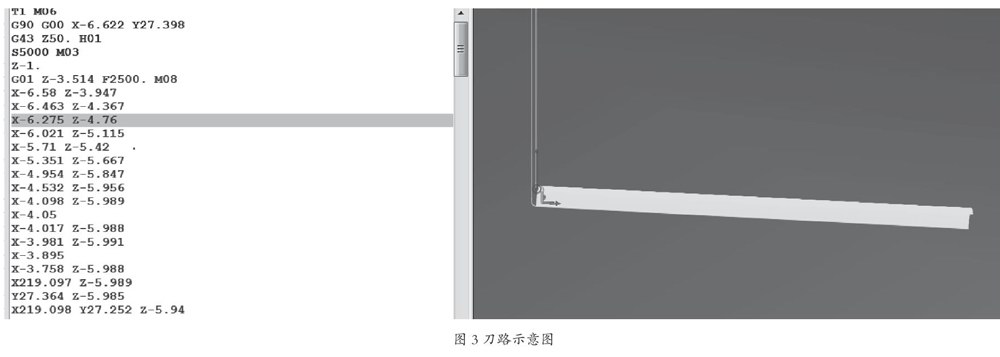
(3)针对R7.5圆弧面,我们采用的方法是利用UG软件建模,画出三维模型,再进入加工模式,利用固定轴轮廓铣方式,生成刀轨,经后处理自动生成加工程序,导轨如图3所示。
4.设计工艺规程
出于对生产效率、成本、质量等方面的考虑,对于大批量生产,应该制订一个详细的工艺规程,对于每个工序、工步、工作行程,都要进行设计,详细地给出各种工艺参数。这样做主要是因为对于大批量生产来说,每个工序、工步节省1s,就会带来可观的效益。应该经过计算和实验优化设计工艺规程,并详细规定下来,照章执行。同时,详细的工艺规程,也是进行夹具设计制造的依据。下面先对几个名词进行解释:
工序:工序是组成机械加工工艺过程的基本单元,一个工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。
工步:工步是在加工表面不变、加工工具不变、切削用量不变的条件下所连续完成的那部分工序。
工作行程:工作行程也叫走刀,是加工工具在加工表面上加工一次所完成的工步。
工艺规程设计须遵循以下原则:
①所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求。
②应使工艺过程具有较高的生产率,使产品尽快投放市场。
③设法降低制造成本。
④注意减轻工人的劳动强度,保证生产安全。
设计工艺规程必须具备以下原始材料:
①产品装配图、零件图。
②产品验收质量标准。
③产品的年生产纲领。
④毛坯材料与毛坯生产条件。
⑤制造厂的生产条件,包括机床设备和工艺装备的规格、性能和现在的技术状态,工作人的技术水平、工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料。
⑥工艺规程设计、工艺装备设计所需要的设计手册和有关标准。
⑦国内外先进制造技术资料等。
机械加工工艺规程设计的内容及步骤如下:
①分析研究产品的装配图和零件图。
②确定毛坯。
③拟定工艺路线,选择定位基面。
④确定各工序所采用的设备。
⑤确定各工序所采用的刀具、夹具、量具和辅助工具。
⑥确定各主要工序的技术要求及检验方法。
⑦确定各工序的加工余量,计算工序尺寸和公差。
⑧确定切削用量。
⑨确定工时定额。
⑩技术经济分析。
⑾填写工艺文件。
根据以上原则,气弹簧安装座加工所采取的工艺方案见表1。
结语
在气弹簧安装座的加工过程中,通过合理安排工艺以及新刀具的应用,有效地解决了小零件大批量加工难题,提高了零件的加工效率,在实际生产中为企业节省生产成本,并为以后类似问题的解决提供了参考方案。
参考文献
[1]卢秉恒.机械制造技术基础[M].北京:机械工业出版社,2007.
- 基于赛腾股份的可转债并购会计处理探究
- 可供出售金融资产的会计与税法的差异处理
- “互联网+”时代基于职业能力培养的审计学课程教学改革研究
- “新经管”视阈下非智力因素提升会计教学策略研究
- 人工智能对会计课程教学的影响与对策研究
- 财政部着力加强实施国家统一的会计制度
- XBRL实施存在的问题及对策
- 财务转型背景下构建智能财务分析的对策研究
- ERP系统中现金流量表的制作方法和操作流程
- 高校科研经费管理的现状与对策研究
- 财务视角下广西高校内部控制建设现状及对策研究
- 商业银行财务报表分析评价
- 我国上市公司水资源信息披露探究
- “去产能”背景下国有企业并购动因探析
- 化学原料及化学制品制造业上市公司财务危机预警模型研究
- 政府基建账并入大账问题研究
- 金融工具“预期信用损失法”及其应用案例探析
- 社会资本视角下管理者职能履历与跨国并购绩效研究
- 证券公司科创板业务内部控制研究
- 经济开发区影视产业税收政策研究
- 农商银行盈利模式创新转型研究
- 新租赁准则下航空公司会计核算探究
- 新旧收入准则对收入的确认对比分析
- 高校实施政府会计制度财务会计与预算会计逻辑关系研究
- 我国国有企业风险管理及应对策略
- top up
- topup
- top-up
- topupcard
- top-up card
- to put it another way
- topwise
- top²
- top³
- top¹
- torch
- torchable
- torched
- torcher
- torches
- torching
- torchless
- torchlike
- torch²
- torch¹
- torcs
- tore
- tores
- tories
- torment
- 同音者
- 同音词
- 同音语素
- 同音通用
- 同韵相诂
- 同韵词典
- 同顷
- 同题小说
- 同风
- 同饰
- 同馆律赋精萃
- 同馆经进赋钞
- 同馆赋钞
- 同驾一车的三匹马
- 同骑风
- 同鸣者
- 同鸳帐
- 同齿
- 同龄
- 同龄人
- 名
- 名、字以外另起的称号
- 名下
- 名下无虚
- 名不副实