赵荣志


摘 要:飞机壁板零件在加工与装配时候,有些是通过铆接技术,有些是通过胶连技术,除此之外还可以通过焊接的技术进行连接,飞机零件的焊接需要细致研究分析,本文通过研究热能传递来分析点焊,分析点焊的回弹、点焊变形、点焊残余应力。
关键词:热能传递;点焊;点焊回弹;点焊变形;点焊残余应力
中图分类号: V261.3+4 文献标志码:A
1 热能传递
在热学的研究中,热能的传递主要是热传导、热对流、热辐射这3种形式:
(1)热传导,这个是通过物体之间的接触进行能力传递,物体会因为它们之间的温度而引起内部能量的交换和变换,称为傅立叶定律,公式如下:
式中:
q—热流密度;
λ—热导率;
(2)热对流,它是发生在固体的表面。通过与它接触的周围的物体之间进行流体和热量交换,可以分为自然对流和强制对流这两种,可以通过牛顿冷却方程计算:
q=αk ΔT
式中:
q—单位面积热对流换热量;
αk—对流传导系数;
ΔT—温度差。
(3)热辐射,这种能量传递是通过物体发射电磁能实现的,其他物体通过吸收这个电磁能,将其转换成热能的交换过程,热辐射一般是发生在真空状态下,是一个斯蒂芬—波尔兹曼定律:
式中:
q—热辐射转换能量;
C1—比例系数;
(T+273)—物体绝对温度。
2 点焊
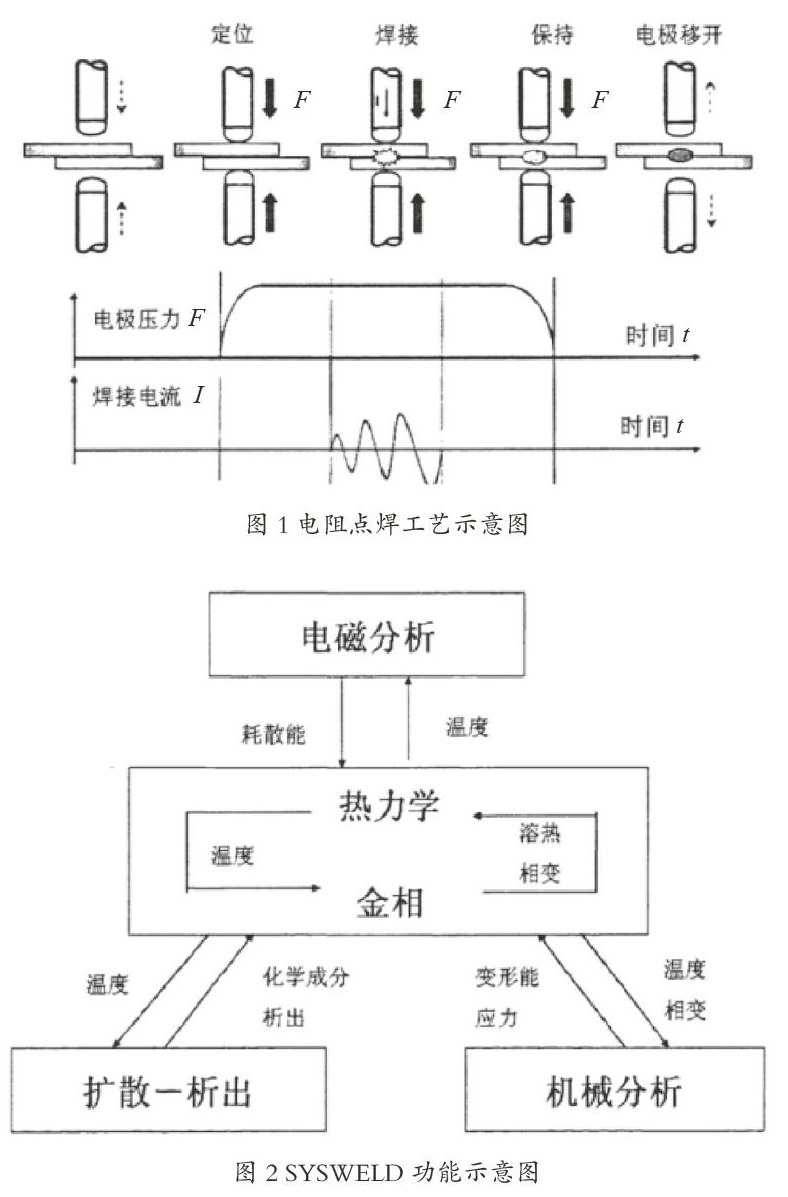
点焊技术应用很广,形式也很多样,不同的形式焊接效果也不同,电阻点焊是一个应用非常广的焊接形式,其广泛应用在工业制造业中,但是在焊接的时候材料、电流、电极压力等对焊接质量都有影响,电阻焊接的流程主要是分4步,如图1所示。
定位:该工序是将焊件进行定位,要保证工件在焊接过程中不能发生位移,保证电极与工件,工件与工件之间的相对位置。
焊接:该过程是对工件进行焊接,通过电极对焊件施加焊接电流,在起初焊接的时候,电极与工件接触位置会产生熔核。
保持:焊接完毕后,将焊接电流关闭,但是需要保持焊接压力不变,一直到工件自然冷却凝固。
电极移开,该工序是焊接完毕后,焊件凝固之后,将焊极移开完成整个焊接工作。
2.1 点焊回弹
点焊过程中是一个伴有温度变化的复杂过程,同时涉及力学、电学和磁学等多种因素,飞机曲面零件利用焊接技术进行焊接的时候,回弹现象是不可避免的,工件在焊接的时候因为升温的原因,焊件弯曲位置会出现回弹现象,所以在焊接的时候需要夹具对工件进行固定,确保工件焊接时候不能回弹。
2.2 点焊变形
SYSWELD分析软件对焊接中工件变形和焊接过程中产生的温度的专门研究软件,图2就是SYSWELD软件功能图。
焊件变形是焊材在温度的作用下发生屈服,可以通过塑性状态进行判定:
F(σ,R,X)=0
式中:
σ—应力张量;
R—各向同性强化系数;
X—随动强化系数。
焊件在发生变形的时候有两种情况,一种是F(σ,R,X)=0的时候,焊件是处于弹性状态,如果是F(σ,R,X)=0的时候,焊件是塑性状态,工件会发生变形,F(σ,R,X)>0这种情况是不可能发生的。
2.3 点焊残余应力
焊接过程中会有残余应力的产生,原因是材料在不受均匀受热的时候,或者焊件冷却收缩的时候产生热应力,而对焊件金属组织的影响,这个热应力就是残余应力。
图3为焊接过程中,温度、屈服应力、变形、残余应力之间曲线变化图。
通过上边图形的对比可以发现,在焊接中央的位置,残余应力最大,同时高温下,材料的屈服应力也最小,所以工件在这个位置的时候最容易发生塑性变形,在工件慢慢冷却的过程中,由于工件受到冷却收缩的约束,焊件会变为拉伸残余应力。
结论
焊接技术是一个应用非常广泛的技术,它不仅能应用在低端金属件的焊接,还能应用在国防装配、航空航天等高科技领域,焊接技术可以总结为电学、力学、冶金等技术的综合体,而在飞机制造中应用焊接技术,更需要去研究分析零件的性能,通过什么样的焊接方式才能满足飞机的技术要求,使之满足飞机的飞行要求。
参考文献
[1]陈楚.数值分析在焊接中的应用[M].上海:上海交通大学出版社,1985.
[2]韩志刚,柳葆生,颜书毅,等.薄壁结构点焊组装回弹分析[J].重庆理工大学学报(自然科学),2009,23(5):136-140.
[3]中國机械工程学会焊接学会主编.焊接手册(第2版)[M].北京:机械工业出版社,2001.
[4]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
- 探讨医院文书档案管理的办公自动化
- 浅议如何促进图书馆资源共享
- 医院人力资源管理与人事档案管理的关系浅析
- 浅谈公路路政档案电子信息化及社会化服务
- 档案管理现代化建设与档案管理原理的应用实践微探
- 办公室文书档案的收集与归档工作探讨
- 浅议医院志愿服务档案的管理
- 公共图书馆提供VR阅览服务的探索
- 总包模式下文件前端控制探究
- 博物馆藏品中蕴含的廉政反腐主题与公众教育
- 档案数据安全管理策略
- 浅谈医院文书档案管理的规范化和信息化
- 浅析设计院科技档案管理模式的新发展
- 中小型图书馆的绩效考核与社会信用评估
- 新形势下加强档案工作管理之我见
- 谈病案信息统计的重要意义
- 关于人事档案知情权的保护路径探索
- 基于文献探讨中药汤剂的不可替代性
- 病案统计在医院管理中的价值研究
- 网络环境下高校图书馆发展研究
- 新时期血站档案管理信息化建设分析
- 试论县级图书馆古籍整理与保护工作
- 浅谈民生档案和三个体系建设
- 建筑电气设备中常见故障及维修对策
- 幕墙施工管理要点及注意事项
- divineness
- divinenesses
- divines
- divinest
- diving
- diving board
- diving-boards'
- diving boards
- divining
- divinities
- divinity
- divinityship
- divinization, divinisation
- divis
- divisibilities
- divisible
- divisibleness
- divisiblenesses
- divisibly
- division
- divisional
- divisionally
- divisionary
- divisionoflabour
- divisions
- 莽壮
- 莽大夫
- 莽夯
- 莽夺
- 莽张飞
- 莽撞
- 莽撞、轻率
- 莽撞相斗
- 莽撞蛮干
- 莽汉
- 莽洋洋
- 莽浪
- 莽渺
- 莽漠漠
- 莽然
- 莽眇
- 莽芒芒
- 莽苍
- 莽苍苍
- 莽茫
- 莽草
- 莽荡
- 莽莽
- 莽莽群山
- 莽莽苍苍