葛培珠
摘? 要:石脑油是由原油经过蒸馏或者由石油经过二次加工切取相应馏分而成的一种轻质油品,它是生产溶剂油的主要原料,也是裂解乙烯、重整芳烃的主要材料。石脑油根据其构成成分不同可以分别制作戊烷、己烷、环己烷、异己烷、庚烷等溶剂油以及常见的6号、90号和120号溶剂油。该文主要介绍了石脑油加氢催化处理和加氢裂化工艺,其中对加裂化处理中的单段加氢裂化处理、两段加氢裂化处理以及单段串联裂化处理进行了较为细致的研究;另外以实验的方式对加氢催化脱芳处理过程中催化剂的作用以及影响石脑油加氢催化反应的因素进行了分析。
关键词:石脑油;加氢;催化剂
中图分类号:TE624? ? ? ? ? ? ? ? ? ? 文献标志码:A
石脑油的加氢工艺主要由石脑油加氢处理和加氢裂化组成,其中石脑油的加氢处理是指在氢气催化剂作用下,将其中存在的硫、氮、氧以及其他金属杂质有效清除,从根本上提升溶剂油的使用效果。加氢裂化处理指的是石脑油中的烃分子和氢气在高压条件下,不断发生裂解和反应,使原有石脑油中的大分子转化成为较小的分子,从而提升油品的质量。
1 石脑油加氢工艺技术分析
1.1 石脑油加氢处理
固定床加氢技术是当前石脑油加氢处理过程中主要采用的技术,这种技术是在加氢反应器内设置固定的加氢催化剂床层,并将石脑油原料和氢气一起加入反应器内,在一定条件下,进行加氢处理将石脑油中含有的各种杂质去除,加精处理后的石脑油由反应器的底部排出并经过后续进一步分离,得到加氢石脑油。
1.2 石脑油加氢裂化
现阶段,石脑油的加氢裂化技术多种多样,加氢裂化工艺和催化剂是应用较为广泛的2个主要组成部分,其中加氢裂化处理中采用的工艺流程主要包括单段加氢裂化工艺、两段加氢裂化工藝以及单段串联加氢裂化工艺。
1.2.1 单段加氢
单段加氢裂化工艺指的是原料油的加氢精制反应与原料油的加氢裂化反应在一个反应器内进行的工艺,单段加氢工艺采用一次通过或者尾油循环裂化的造作方式都可进行操作。
1.2.2 两段加氢
一些加氢裂化催化剂具有较强的敏感性,尤其是对含硫物质、含氮有机物以及硫化氢和氨气的耐受度极低,例如含有一定量贵金属的无定形硅—铝催化剂。在选择使用此类物质作为反应催化剂时,最为常用的加氢裂化工艺为两段加氢裂化工艺。两段加氢裂化工艺的主要特点为:首先,第一段工艺能够将石脑油中含有的硫和氮有效去除,第二段工艺进行加氢裂化,通常来说消除杂质阶段和裂化阶段之间会设置一段专门的系统进行分离处理。其次,2个阶段具有相对独立的氢循环系统,这样2个系统互不干扰,相互独立,能够保证第二个阶段的循环气体中不存在硫化氢和氨气。如果选择催化剂时选用了非金属晶形硅—铝载体,那么两端加氢裂化工艺会具有如下特点:第一阶段反应是对杂原子化合物进行氢解,接着对经过氢解后的石脑油进行加氢裂化处理。另一个重要特点是两段存在差异的反应可以使用同一个高压分离器,能够共用一台循环氢清压缩机。
1.2.3 单段串联
单段串联工艺是单段加氢工艺与两段加氢工艺的改良体,采用这种加氢裂化工艺时,一般会使用2种不同的催化剂。另外单段串联制作工艺中含有2台反应器,二者呈串联关系,在第一个反应器中进行加氢精制反应,相应地使用加氢精制催化剂,第二个反应器中进行加氢裂化反应,相应地加入裂化催化剂,由于是2个不同的反应器,因此反应器内部的温度和空速都不同,操作的可控性和灵活性也相对更大。原料油在第一反应器内进行深度加氢精制处理后进入第二反应器中,进行第二阶段加氢裂化处理。经过裂化处理后的油体随之进入高低压分离器进行气液分离处理,其中分离出的富氢气能够进入循环系统中循环利用,低分液体通过蒸馏系统进行分馏处理,最后少量的未转化油将返回裂化段进行循环裂化。相对于两段加氢工艺来说,单段串联工艺的氢气串联系统有所减少,油体在精制反应后直接进入裂化反应阶段,使循环氢得到了高效合理的运用,同时降低了加热和冷却过程中的不必要能量消耗,是一种使用范围广、经济运用价值高、灵活性大的工艺方法流程。
2 石脑油加氢实验分析
2.1 催化剂活性对石脑油加氢效果的影响
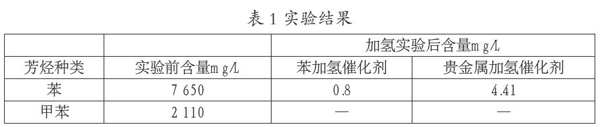
在石脑油加氢实验中主要采用2种催化剂,一种为QG—4型苯加氢催化剂另一种为贵金属催化加氢催化剂。在实验中加入催化剂前首先应该进行碎化处理,并加入石脑油加氢实验装置中,另外选取适量的原油放入实验装置。然后对反应温度进行设置,通入适量的工业氢。为了对比2种不同的催化剂对石脑油产生的不同影响,作者进行了石脑油的加氢脱芳实验,实验结果见表1。
从表1所示实验结果中可以看出,采用两种催化剂都能够有效去除油体中的甲苯,并且从去除苯含量角度来看,苯加氢催化剂具有更好的效果,同时苯加氢催化剂由于不含有贵金属元素,比贵金属加氢催化剂具有更低廉的成本,因此QG—4 具有更高的性价比,在以后的实验中我们将均采用这种催化剂。
2.2 操作条件对石脑油加氢催化反应的影响
2.2.1 压力对石脑油加氢的影响
在石脑油催化加氢反应中,反应压力对脱芳质量有较大的影响,通常来说增加反应压力能够有效降低石脑油中的芳烃含量,当反应压力达到1.37 MPa后,反应效果达到最高峰,接着再提升反应压力,其对石脑油脱芳影响作用逐渐降低。另外还需要注意到的是,增加反应压力,对反应罐的承受能力以及材料质量都是一个教大的的考验,所需成本也就越大,因此综合考虑反映效果以及反应成本方面,选用1.37 MPa的催化剂加氢压力是一个相对经济、科学的选择。
2.2.2 温度对石脑油加氢的影响
催化加氢反应的温度在石脑油脱芳处理中,随着反应温度的提升,反应中催化剂活性不断提升,因此反应完成后油体中芳烃的含量逐渐降低。但当反应问题达到一定程度后(超过170℃后),随着温度的升高,芳烃去除效果趋于稳定。由此可知,在石脑油加氢反应过程中并不是温度越高越好。另外,随着反应稳定的增加,反应过程中的能耗就越大,因此从反应效果和反应成本上考虑,应该将反应温度控制在170℃上下为宜。
2.2.3 氢油体积比对石脑油加氢的影响
在催化加氢反应过程中,随着氢油比的提升,充足的氢气可以保证芳烃的饱和反应更加充分,从而使油体中芳烃的含量逐渐减少。同样,氢油比对芳烃含量的影响存在一个临界点,即当氢油比达到400后,随着氢油比的继续升高,芳烃的下降情况变得十分微小。另外随着反应中氢气含量的增加,反应成本也不断增加,因此综合考虑,使氢油比保持在400左右能够达到最佳反正状态。
3 结语
综上所述,如何有效地降低石脑油内芳烃含量,生产出低芳烃甚至无芳烃的高质量溶剂油,更好地满足溶剂油的发展需要,是当前亟待研究的重点问题。文中主要对石脑油加氢催化脱芳技术进行了试验和研究,以期能够给相关从业人员提供一定的借鉴和参考。
参考文献
[1]王小蓉.石脑油催化加氢工艺研究[J].广州化工,2014(18):38-39.
[2]刘志杰,徐海升,李谦定,等.加氢催化剂预硫化剂的应用现状及展望[J].石化技术与应用,2014(1):74-79.
- 提升学生语文素养阅读课模式初探
- 小学生阅读联系策略实证分析
- 小学语文诗歌课堂开展立体化教学策略
- “翻转课堂”在小学语文古诗词教学中的应用探究
- 例谈语文课堂教学中的讲授
- 习得方法 乐于表达
- 优化组合,巧妙沟通
- 学英语是为了更好地用英语
- 聚焦课堂教学 渗透核心素养
- 试析导学互动教学模式在初中数学教学中的应用
- 让数学课堂“四味”俱全
- 曲径通幽处 柳暗花明时
- 语文个性化阅读实践与研究
- 论新课程背景下的初中作文批改方法
- 摭议初中文言文课堂教学问题设计原则
- 语文教师要会倾听
- 我这样教学《〈庄子〉二则》
- 例谈群文阅读教学选文的议题和文本特征
- 知行合一,做学本课堂的实践者
- 浅谈美术教育中如何构建和谐的师生课堂
- 农村义务教育资源配置的历史轨迹
- 空间生产视域下的西南联大教育空间审思
- 三位一体教师培训迁移预测体系探究
- 补偿平等:乡村教师支持政策基本精神探析
- 地方大学师资特色建设:内涵、机制与经验借鉴
- nielsenrating
- nielsen™
- nielsen™ rating
- niftier
- nifties
- niftiest
- niftily
- niftiness
- nifty
- nigger
- niggerdom
- niggerish
- niggerism
- niggers
- niggery
- niggle
- niggled
- niggler
- nigglers
- niggles
- niggling
- nigglingly
- nigglings
- niggly
- nigh
- 卧棘铜驼
- 卧榻
- 卧榻之侧
- 卧榻之侧 岂容他人酣睡
- 卧榻之侧,岂容他人酣睡
- 卧榻之侧,岂容他人鼾睡
- 卧榻之侧,岂容鼾睡
- 卧榻之侧,岂许他人酣睡
- 卧榻之侧,怎容他人鼾睡
- 卧槽
- 卧槽儿
- 卧治
- 卧淮阳
- 卧游
- 卧漳滨
- 卧牛儿
- 卧牛城
- 卧牛衣
- 卧狼当道
- 卧理
- 卧瓮
- 卧甲
- 卧疴
- 卧疾
- 卧病