徐丹 侯方健 马晓珂

【摘要】大跨度索网结构广泛应用到体育场馆中,索夹作为索网结构体系中的重要组成部分,其产品质量就显得至关重要。本文结合工程实例,主要从索夹铸钢件铸造、索夹铸钢件与合金钢异种材质焊接、索夹承载力试验研究3个方面来介绍高强度铸钢与合金钢组合索夹在大跨度体育场结构上的研究与应用。
【关键词】索夹;铸造;承载力试验
大跨度索网结构越来越多地运用到现代体育场馆中,某体育中心项目体育场屋面结构采用全封闭索网体系,也称轮辐式结构体系,结构新颖。本封闭索网结构体系共由40榀径向索(直径分别为100mm、110mm、120mm),和8根环向索(直径均位100mm)组成,所有索均采用全封闭索。
体育场全封闭单层索网体系属于预应力自平衡的全张力结构体系。全张力结构体系必须通过张拉,在结构中建立必要的预应力,才具有结构刚度,以承受载荷和维持形状。索夹作为预应力体系中的关键节点,其抗滑移承载能力是保证结构安全性的重要因素之一。体育场索夹包含两种:环索索夹和径向索夹。对于环向索夹,径向索拉力和八根环向索拉力在径向上的分力相互平衡,环索索夹作为连接径向索和环向索的关键构件,所以环索索夹的产品质量显得尤为重要。
本文主要从环索索夹铸钢件铸造、索夹铸钢件与中耳板异种材质焊接、索夹承载力试验研究3个方面来介绍高强度铸钢与合金钢组合索夹在大跨度体育场结构上的研究与应用。
1.工程简介
某体育中心项目体育场采用了钢结构外圈+上部索膜结构,长轴跨度260m,短轴跨度230m,高点高度40m,是国内最大跨度的單层索膜结构。
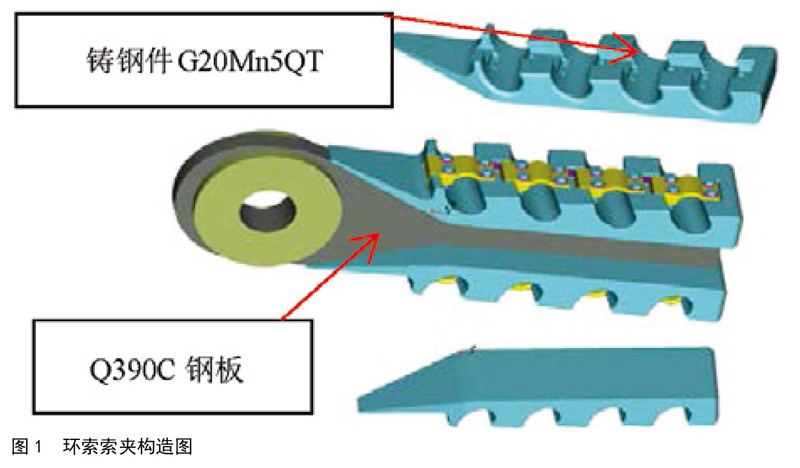
体育场环索索夹由上下铸钢件和中间耳板组成,铸钢件材质为G20Mn5QT,中间耳板的材质为Q390C。环索索夹上下铸钢件和中间耳板通过焊接连接,并通过螺栓与盖板连接。环索索夹构造见图1。
2. 索夹铸造
本工程主要利用三维造型软件与计算机凝固模拟分析软件相互协调,通过凝固模拟预测铸钢件缺陷、优化铸造工艺,保证环索索夹铸钢件具有优良内在的质量。
我们主要从索夹铸造工艺方案、过程控制、产品质量检测等方面来介绍环索索夹的铸造制作方法。
2.1铸造工艺方案
本项目采用凝固模拟分析软件对环索索夹铸钢节点工艺的凝固过程进行模拟。通过分析整个凝固过程来制定切实可行的各种工艺措施,从而确保铸件的凝固过程实现有效的顺序凝固。
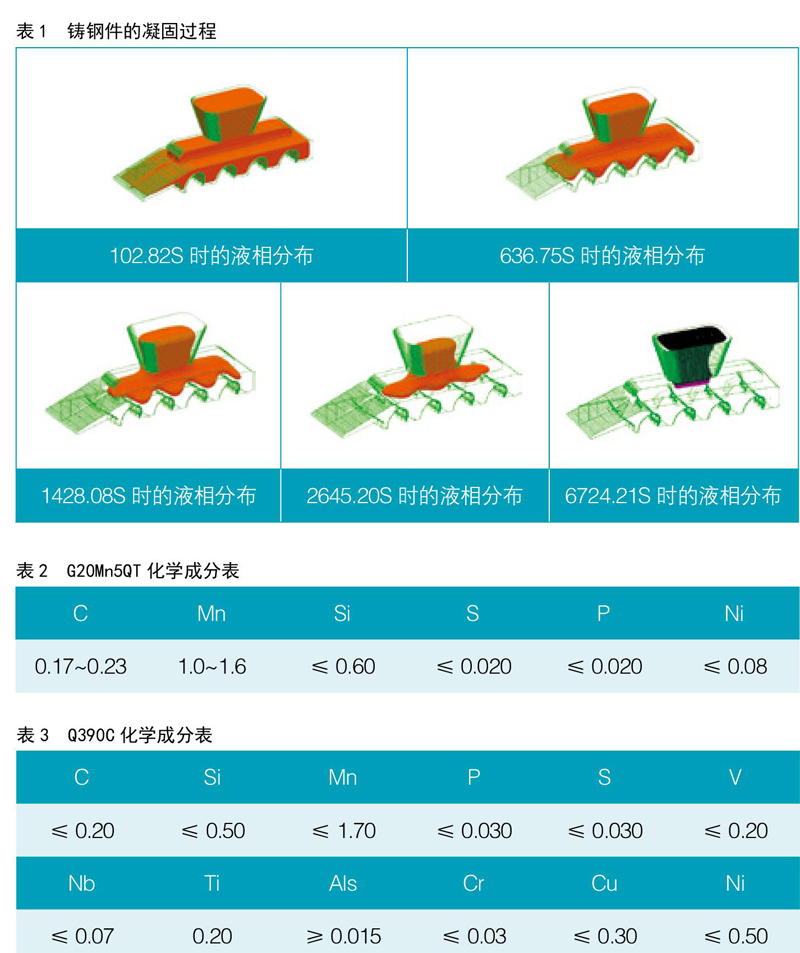
凝固模拟是以铸件充型过程、凝固过程数值模拟技术为核心对铸件进行铸造工艺分析。它可以完成铸件的凝固分析、流动分析以及流动和传热耦合计算分析,确定铸钢件的浇注温度、浇注速度、浇注时间、钢水需求量、砂型中冷却时间等工艺参数,同时预测铸件缩孔和缩松的倾向。通过凝固模拟预测铸件缺陷、优化铸造工艺,保证铸钢件具有优良的质量。铸钢件的凝固分析过程如表1。
2.2索夹铸造过程控制
铸造是获得良好铸钢件制作的重要环节之一。根据铸钢件结构的特殊性并结合消失模本身的特点,制定合理的铸造工艺是铸件能否成功的关键因素。
2.2.1 涂料
涂料是为了增加型砂抵抗金属液的冲刷和侵蚀作用,防止铸件表面产生机械或化学粘砂获得表面光洁的铸件。
本铸件采用醇基涂料,这种涂料具有良好的透气性、强度高、干燥速度快等特点。涂料层厚度需>2mm。
2.2.2 浇注系统
在铸造生产中,浇注系统是影响铸件质量的重要因素之一。根据铸钢件铸造的特点,我们制定浇注系统的基本原则如下:
a.确保进入型腔的钢液平稳、没有涡流现象;
b.选择合理浇注位置,以利于铸件顺序凝固;
c.浇注系统不应在铸件上引起热应力;
d.保证在浇注过程中,金属液在铸型内有合适的上升速度;
e浇注系统的结构应具排气、挡渣能力。
2.2.3 热处理
铸钢件热处理的目的是达到细化组织、软化铸态组织、消除铸钢件内应力,最终使铸件各项性能指标满足项目要求。本项目铸件的热处理方式为淬火加回火。
2.2.4 后处理
铸件的后处理是铸钢件生产的最后一道工序,主要内容有:打箱、折除芯骨、抛丸、割去浇冒口、打磨、表面涂装等,工作量极大,是形成铸件外观的关键工序,由于铸钢件铸件形状复杂、表面要求高,因此,清理工作量是普通铸件的一倍。铸件打磨完毕后,经抛丸处理使铸件形成均匀一致的外观效果。
2.3 产品检测
环索铸钢件铸造打磨完毕后,先进行外观检测,主要检测铸件尺寸公差和铸件表面粗糙度是否满足设计要求,然后进行超声探伤和磁粉探伤,主要质量检测要求如下:
2.3.1 铸件尺寸公差符合《GB/T 6414-1999》要求;
2.3.2 铸件表面粗糙度 Ra≤40μm;
2.3.3 铸件超声探伤 GB/T 7233.1-2009, 2级合格 ;
2.3.4 铸件磁粉探伤 GB9444-2007, 2级合格。
3. 铸钢与超厚钢板焊接
环索索夹中铸钢件与耳板的焊接属于异种材质的焊接,而且中耳板板厚达到100mm厚,所以如何保证二者的焊接质量是环索索夹制作的重点。
3.1 母材焊接性分析
大家都知道,相对普通合金钢来说,铸钢件的含碳量较高,焊接性较差,焊接过程中更容易产生缺陷。
环索索夹中铸钢件G20Mn5QT的化学成分,如表2所示;中耳板Q390C的化学成分,如表3所示。
依据国际焊接学会推存的碳当量计算公式:
计算得出铸钢G20Mn5QT的碳当量在0.4~0.5之间,Q390C的碳当量在0.50~0.55之间。两者的碳当量均较大,焊接难度较大,焊接接头淬硬倾向较大,冷裂纹敏感性较高,焊接过程中需要进行必要的预热、后热等措施。同时焊接过程中还需严格控制焊接热输入,尽量采用较小的焊接热输入进行焊接。
3.2 焊接方法及焊接材料的选择
通过以往类似项目铸钢件的焊接经验并结合焊接工艺评定试验,我们考虑选用CO2气体保护焊进行焊接,这种方法热输入相对较小,焊接效率也较高。
考虑到铸钢件G20Mn5QT的焊接性较差,我们选择与之相匹配的焊接材料进行焊接,环索索夹制作CO2焊焊接材料选用ER50-6型THQ-50C实芯焊丝。
3.3焊接施工工艺
为了保证焊接质量,项目专门编写了焊接专项方案,主要从焊接前、焊接过程中以及焊接完成后三个方面来控制焊接质量。
焊接前,要安排焊工用砂轮机认真打磨坡口两侧20mm范围内的锈蚀、油污、灰尘等,直至露出金属光泽。
针对铸钢件与超厚板合金钢焊接性差,焊接过程中容易产生焊接裂纹的问题,我们焊接前要对坡口两侧100mm范围内进行充分预热,结合铸钢G20Mn5QT和Q390C的成分及板厚确定焊前预热温度不小于150℃,预热方法采用电加热。
焊接过程中需要严格控制焊接热输入,防止过大和过小的焊接热输入在焊接过程中产生缺陷;同时焊接过程中需要严格控制层间温度(150℃~250℃)。施工过程中的焊接工艺参数参照焊接工艺评定所制定的工艺参数,如表4。
焊接完成后需要在焊縫两侧各100mm范围内全方位均匀进行后加热,后热温度≥250℃,采用不少于2层石棉布紧裹并用扎丝捆扎保温,保温时间不小于90分钟,然后缓冷至环境温度。
3.4焊后检测
为了防止焊缝产生延迟裂纹,我们在焊接完成24小时后,对所有的焊缝进行超声波探伤,检测结果均合格。
4. 索夹承载力试验
4.1 试验目的
通过静力加载试验,测定索夹在极限拉力作用下的应力变化情况,验证索夹在极限承载力下的安全性。
4.2试验设备及材料
试验材料主要为环索索夹、反力架,试验设备主要为四台YCW400B千斤顶、油泵、位移计、DH3816N静态应变测试分析仪、电阻式三向应变片等。
4.3 试验内容及方法
试验索夹通过耳板和销轴与反力架相连。通过四台YCW400B千斤顶顶推反力架,对试验索夹施加拉力,具体试验示意图见图2。
本次试验最大拉力取拉索最小破断力14500KN。加载设备选用4台YCW400B穿心千斤顶,4台千斤顶顶推合力达到16000KN。试验前采用与其配套的精密压力表在实验室专业设备上进行标定,以保证油泵压力表的读数与千斤顶的张拉力准确对应。
试验分加载和卸载两阶段。加载共分11级,卸载共分7级,见表5。试验时逐级加载和逐级卸载,每级荷载稳压2min后读取数据。
在加载过程中,采用电阻式三向应变片监测索夹表面应变,采用位移计监测索夹表面相对位移,采用DH3816N静态应变测试分析仪自动采集数据,并将数据存储在电脑中。
应力、位移测量点的布置十分重要,三向应变片的测点布置和位移测点如图3、4所示。
4.4 试验结果
4.4.1 除去测点2、9、29、31、33的数据无效外,其他测点的应力均随载荷的增大而增大,高应力区主要集中在中间板的过渡段,最大等效应力位于焊缝部位的测点16,达到350Mpa,未达到材料屈服强度390Mpa,索夹处于弹性应力状态。
4.4.2 在加载过程中位移监测数据无明显变化。
4.4.3 卸载后,除了测点15(57Mpa)和测点16(72Mpa)之都较低外,其它测点的残余应力。
4.4.4 卸载后索夹表面未见明显损伤。
综上,试验索夹能承受14500KN的拉力。
5.结论
通过合理的铸造和焊接工艺,我们能够制作出合格的高强度铸钢与合金钢组合索夹,索夹极限承载力试验验证了高强度铸钢与合金钢组合索夹能够很好地运动到实际工程中,本项目环索索夹制作工艺对今后类似的体育场馆工程具有参考和借鉴意义。
参考文献
[1] 刘航. 奥运0829训练场大跨度滑行索网结构施工技术[J]. 施工技术. 2010(10)
[2] 苑玉彬,胡新赞,蔡新东等. 徐州市奥体体育场索夹受力试验研究[J]. 低温建筑技术. 2013(08)
[3] 王永泉,冯远,郭正兴等. 常州体育馆索承单层网壳屋盖低魔阻可滑动铸钢索夹试验研究[J]. 建筑结构. 2010(09)
[4]李永生.勒泰中心铸钢件焊接施工技术[J].施工技术,2012(41)
(作者单位:中建钢构有限公司)
【中图分类号】TU356
【文献标识码】A
【文章编号】1671-3362(2019)07-0050-04
- 精神分析法视角下的弗朗西斯·培根绘画研究
- 古代艺术品宣传营销策略的巧妙运用
- 油画艺术语言表现性研究
- 西方古典绘画中以“苏珊娜与长老”为题材的“偷窥”及其思考
- 探析中国传统艺术理论对中国现代油画的影响
- 试论中西方绘画的不同审美意趣
- 工笔画和油画的色彩差异
- 情感表达对水彩创作的重要性研究
- 水墨都市绘画对传统中国画的继承和发展
- 工笔画中没骨技法的写意精神研究
- 当代工笔画中超现实主义的表现研究
- 当代工笔画表现中的程序化特征
- 试从技法视角探究山水画气韵的生成
- 中国山水画中的道家思想
- 国画创作中审美意识的超越性及其教育价值探析
- 探析尼德兰文艺复兴早期艺术作品中的象征主义
- 对现实主义内涵及其在20世纪中国油画创作中发展演变的思考
- 书法进课堂的意义
- 美术教育在特殊儿童发展中的治疗作用
- 拼贴的源流及其在当下美术课堂中的运用探究
- 板画在美术教育中的应用研究
- BOPPPS教学模式下美术造型教学
- 合作学习在学前教育美术课程中的作用与内容
- 对高校色彩教学的思考与建议
- 工笔人物画教学改革研究
- reawakenings
- reawakens
- reawakes
- nonsympathetically
- nonsympathies
- nonsympathizer
- nonsympathizers
- nonsympathizing
- nonsympathizingly
- nonsympathy
- nonsymptomatic
- nonsynchronous
- nonsyndicated
- non-syndicated
- nonsyndication
- nonsyndications
- nonsynonymous
- nonsynonymously
- nonsyntheses
- nonsynthesis
- nonsynthesized
- non-synthetic
- nonsynthetic
- nonsynthetical
- nonsynthetically
- 跟着别人唱
- 跟着别人的脚步走
- 跟着别人说
- 跟着别人随大流
- 跟着前人的脚步走
- 跟着勤的没懒的,看着硬的没软的
- 跟着同行
- 跟着啥人学啥人
- 跟着嘴转
- 跟着大家走,自己没有什么主张
- 跟着大树得乘凉,跟着太阳得沾光
- 跟着好人学好人,跟着巫婆跳假神
- 跟着好人学好人,跟着师婆跳假神
- 跟着好人学好人,跟着老虎学咬人
- 跟着好人学好人,跟着讨饭的睡庙门
- 跟着屁股转
- 跟着屠户学不成皮匠
- 跟着巫师做神汉
- 跟着师娘跳神——学会骗人了
- 跟着情况的变化,掌握时机,灵活应付
- 跟着感觉走
- 跟着手指头转
- 跟着瓦匠睡三天,不会盖房也会搬砖
- 跟着笛子跳舞
- 跟着脚印走