陈惠超

摘要:在许昌龙岗电厂660MWA机组#3机组停机检修期间,发现锅炉侧主汽出口弯头硬度偏低,经全面分析后确认是由于出厂热处理加热恒温工艺不当引起的,我们对弯头进行了恢复热处理,解决了硬度低的问题。
关键词:660MWA 主汽弯头 硬度低
1. 系统介绍
许昌龙岗发电有限责任公司二期2×660MW超超临界机组锅炉为超超临界参数变压运行螺旋管圈直流炉,锅炉最大连续出力(B-MCR)2000 t/h,主汽出口温度605℃,材质P92。
2. 问题描述
2.1 主要问题
大唐许昌龙岗电厂#3机组自2009年6月投入生产使用,2014年5月机组金属检验期间发现炉顶左侧前一个主蒸汽管道的弯头硬度值偏低,不符合DL/T438-2009《火力发电厂金属技术监督规程》附录C中SA-335P92硬度值的控制范围(180 ~ 250HB)的有关规定,金相组织异常,严重影响机组安全运行。调查发现此弯头由三大动力厂外协单位生产,制造水平较为低下,近年来国内出现大量P92主汽管道、弯头硬度不合格问题,给机组运行带来巨大安全隐患,造成了重大经济损失,探索可行的处理方法和技术支撑势在必行。
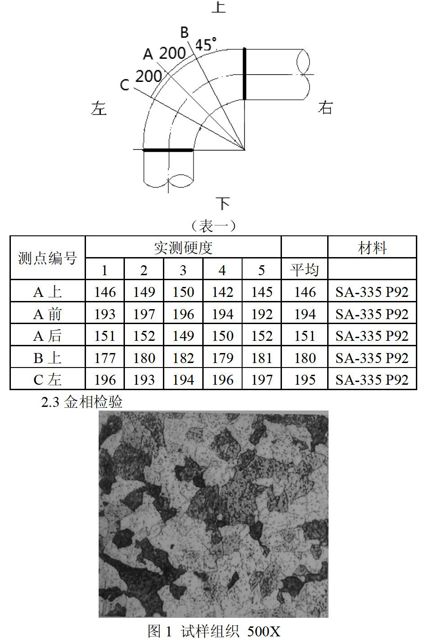
2.2 弯头硬度分布(见表一)
3. 原因分析
由试验所取管段硬度测试结果可知,所取管段存在硬度不均匀分布,低硬度区硬度在150HB左右,金相组织为过回火组织形貌,力学性能分析强度偏低,明显低于标准要求的抗拉强度和屈服强度,光谱分析材质正常。分析认为是由于基建时热处理工艺不当所致。对于此类大型弯头部件,燃气或燃油热处理炉在大批次管件热处理过程中,靠近燃料高速烧嘴部分热处理温度相对较高,上一工序正火或淬火形成的针状马氏体在此部分过热,碳化物析出,形成大块状铁素体。从而造成此处硬度检测数据明显低于标准要求。
2009年12月国家能源局颁布实施了DL/T438-2009《火力發电厂金属技术监督规程》标准,增加了对9%~12%Cr材料钢制管道硬度监督检验要求,明确指出:P92类管段母材硬度应均匀,且应控制在180HB~250HB,在DL/T438-2009《火力发电厂金属技术监督规程》标准颁布之前,9%~12%Cr材料母材硬度按照ASME标准控制在250HB以下,焊缝硬度方面国内大部分基建单位依据DL/T850-2004《火力发电厂焊接技术规程》进行硬度控制,两个标准均规定焊缝硬度值一般不超过母材硬度值加100HB,当合金含量>10%时,布氏硬度值≤350HB。由于P92材料含量大于10%,造成生产安装单位在P92材料焊接热处理后进行检验时认为布氏硬度值在≤350HB即认为合格。
由室温拉伸试验结果可知,低硬度区力学性能大幅下降,抗拉强度和屈服强度均低于标准要求,试验断口位置均在低硬度区,这说明低硬度区是管段运行中最危险部位。
所取管道弯头外壁有氧化皮裂纹,厚度约0.05mm,经过打磨后不影响安全使用。低硬度区试样经重新热处理后,其金相组织和硬度均符合标准要求,因此,硬度及金相组织不合格管段经重新热处理后可重新使用。
4. 处理方案
割除不合格弯头,进行恢复性热处理。按1040℃~1080℃温度控制淬火处理,淬火后按750℃~1080℃温度控制进行高温回火处理,处理后的弯头硬度、力学性能和组织符合标准要求,可重新投入生产使用。对于没有条件进行马上处理的管件,应尽可能减少机组频繁负荷变动、超温运行,尽快结合机组检修进行处理更换。
参考文献:
1、 上海锅炉厂提供的安装图纸
2、 《火力发电厂金属技术监督规程》
- 美国开放式基金产业发展现状及其对我国的启示
- 战后日本政府投资的经验、问题与启示
- 汶川灾后重建
- 收入分配改革:现状与反思
- 城乡居民收入再分配兼顾公平与效率的财政政策取向
- 会计人员终身学习的人文环境研究
- 新准则中固定资产业务处理有关问题探讨
- 台湾与内地会计法规多维比较及其协调对策
- 我国中小企业财务管理存在问题及分析
- 经济发展视角的社会资本研究述评
- “熊彼特-阿罗”争论的最新发展市场结构与企业创新
- 上市公司董事会专业委员会的设立及其在中国的现状分析
- 资本:弱势金融与发展经济的博弈
- 金融创新、金融风险与我国金融监管模式研究
- 楼市低迷背景下政府“救市”的原因分析
- 构建中国房地产业的新型融资方式
- 基于空间地域差异的新疆城镇化道路探析
- 大连市产业结构特征与城市发展阶段的诊断
- 我国东北地区与俄罗斯远东及西伯利亚地区经贸合作的战略构想
- 区域经济和谐发展与政府区域干预政策的研究
- 基于公司治理的集团公司内部审计路径探讨
- 国外中小企业会计研究及启示
- 基于顾客价值的证券交易渠道选择研究
- 社会保障对居民个人储蓄的影响:理论和实证研究综述
- 诘问与正名:对董事责任保险合同功能之责难与回应
- unraped
- unraptured
- unrapturous
- unrapturously
- unrapturousness
- unrapturousnesses
- unrasped
- unrateable
- unrational
- unrationalized
- unrationalizing
- unrationally
- unrationed
- unrattled
- unravaged
- unravel
- unraveled
- unravelers
- unraveling
- unravellable
- unravelled
- unravel(l)er
- unravellers
- unravelling
- unravelment
- 打人休打脸, 骂人休揭短。
- 打人先打马
- 打人别打脸,骂人别揭短
- 打人家一拳,防人家一脚
- 打人或杀人
- 打人或杀人的人
- 打人时不顾一切,乱打一气
- 打人莫打膝,道人莫道实
- 打人莫打膝, 道人莫道实。
- 打人要打急,杀人怕杀绝
- 打人骂狗
- 打从
- 打仗
- 打仗接连取得胜利
- 打仗时捉住的敌人
- 打仗节节胜利,没有遇到抵抗
- 打令
- 打仰
- 打价
- 打价儿
- 打价钱
- 打伙
- 打伙儿
- 打伙成团
- 打伙成群