杨立平
摘? 要:高速加工是新兴的切削技术,比正常加工的切削速度和进给速度高出5~10倍,大大地提高了零件的生产效率、加工精度,同时有效地降低了加工时间。在数控主轴控制技术不断升级改进过程中,如何适应高速切削的技术条件要求,对刀具进行合理优化参数设置,使工件材料符合加工要求,提高高速加工,使其适应于工厂生产需求,是实现现代制造业的基础。。该文针对数控加工不同材料,采用高速加工所运用的刀具几何参数、工艺参数的分析研究,为未来高速加工及应用提供有益的参考。
关键词:高速加工;刀具几何参数;刀具材料;工艺参数;表面质量
中图分类号:TG50? ? 文献标志码:A
1 高速加工的特点
提升产品的生产效率是降低生产成本的重要途经,生产企业在生产中运用高速切削的意愿比较强烈,在制造行业高速加工的地位逐渐凸显它的优越性。在实际高速加工时,将面临复杂且不稳定的切削加工变形过程,在高速铣削加工中尤为突出,所以选择不同的切削参数直接影响零件的加工性能。因此,我们需要考虑不同的零件材料、加工方式、工艺选择、刀具参数、表面粗糙度及刀具的使用寿命,应采用不同的切削速度。相比传统加工具有5个优势。
1.1 生产效率高
伴随现代数控机床切削速度功能的升级,它能实现在很短的时间内去除很大的加工余量,零件的生产效率得到了极大提高。
1.2 切削力降低
工艺要素方面,传统机床采用大背吃刀量,导致切削力较大缩短了刀具使用寿命,而高速加工降低背吃刀量,大大减小了切削力对刀具的寿命,加工精度也有了显著提升,有效地解决了零件刚性差,无法加工的困难,例如,有效解决了薄壁零件或细长轴的加工问题。
1.3 良好的加工质量
刀具在高速旋转时,切削的激励频率远高于工艺系统的固有频率,不会产生共振现象,具有良好的稳定性。并且切削力比较低,所以刀具和工件变形很小,尺寸的精确性得到了保证,同时降低残余应力。
1.4 绿色发展
高速加工提高了切削效率,设备利用率也大大提升,降低了能源的消耗,符合节能减排,绿色发展的要求。
1.5 简化工艺流程
对于零件材料比较特殊的情况,淬火后的材料运用传统加工方法比较难以实现,主要受到刀具与效率的限制,造成无法应用在实际生产中,高速切削具有良好的适应性,在高速切削方面,运用小的背吃刀量,提高主轴转速、进给速度等,有效地解决难以加工的材料,在工艺流程设计上,提升了生产的时效性,降低了企业成产时间成本。
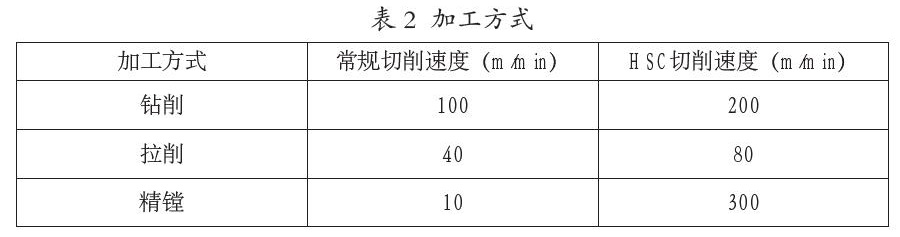
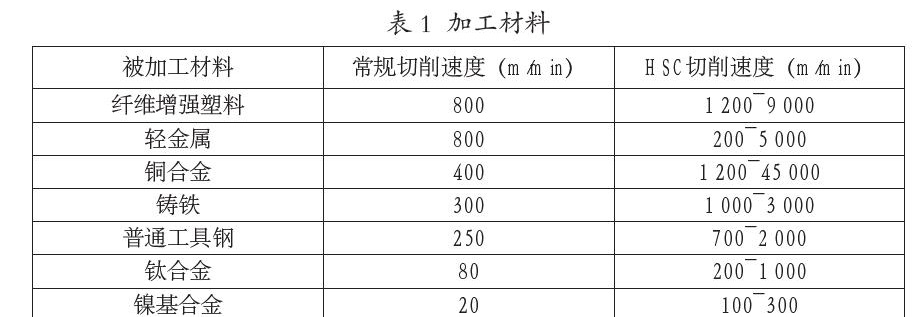
2 高速加工在加工速度上的优势
2.1 加工不同材料
在加工中,刀具的材料和几何角度决定了加工精度与表面粗糙度,在零件材料的选择方面也要有一定的要求,对工艺的制定方案也有一定影响,要实现高速切削就应不断探索实验,优化这些参数的设置和工艺的制定。
3.1 铝合金零件的参数选择
3.1.1 刀具材料的选择
由于铝材料比较软,机械加工性能较差,在刀具的选择上一般采用陶瓷、硬质合金等质地较硬的刀具材料进行切削。采用金刚石材料刀具加工比硬质合金材料刀具在寿命上具有明显的优势,但金刚石刀具价格较高,在实际应用中不是很普遍,所以对于硬金合金刀具的参数优化,以及提高刀具涂层的工艺延长刀具寿命是重点研究的方向,这样就能解决成本与效率的矛盾,运用高速加工方式提高综合加工能力,因此,须合理选用涂层技术来发挥切削刀具优良的综合力学性能,从而提高刀具的使用寿命。
3.1.2 刀具几何参数
通过多次测试发现,不同的刀具螺旋角及后角与刀尖圆弧半径会影响铝制材料的加工性能,铝合金材料不同的机械性能和参杂元素不同对刀具的几何角度要求也不同,螺旋角选择20°~25°比较恰当,对于提升刀具寿命可增大刀具后角和刀尖圆弧半径来改善,在刀具的刚性方面也得到了很大的提高,由于后角的增大,会影响到切削刃的机械强度,所以在选择刀具后角时要充分测试优化,使其达到最优性能。
3.1.3 加工工艺参数
铝合金材高速加工中,加工工艺参数应选择为刀具走刀速度≥4 mm/r,进给深度选择为0.005 mm~0.5 mm;铝合金和铜铝合金在加工中,走刀速度选取在0.1 mm/r~0.2 mm/r;Al-Si合金(Si>12%)材料的加工,进给速度选择在0.2 mm/r~0.3 mm/r; 在Al-Si合金加工中,要采用冷却液降温。
3.1.4 加工表面质量
刀具的参数对零件的表面加工质量也有较大的影响。刀具在磨损量较大时,表面质量将大大降低[1],所以在精加工中要选取刀具参数合理的刀具,才能加工出合格的产品。除了刀具的参数,刀具和工件的冷却情况也是影响加工表面质量的因素之一。
3.2 工具钢零件的参数选择
在运用高速加工方法加工工具钢零件时,须对刀具的工艺参数进行4项优化。
3.2.1 刀具材料的选择
高速加工过程产生的高温会影响刀具的寿命,选用无涂层的硬质合金刀具将会导致刀具寿命严重降低,所以在刀具材料的选择上应选用耐高温、高强度的涂层硬质合金的刀具。
其次也可以选择陶瓷刀具,选择小的切削用量,高速加工工具钢材料的零件也可以获得比较好的效果。
3.2.2 刀具几何参数
工具钢材料在高速加工中,刀具几何参数的选择是影响刀具使用寿命和零件表面粗糙度的主要因素,刀具的后角和到刀尖半径是主要优化的刀具参数,而前角的大小影响不是很大。
3.2.3 加工工艺参数
工具鋼材料在高速加工中,进给速度在0.2 mm/r~0.4 mm/r时,积屑瘤比较严重,会产生大量的切削热会,刀具中部分碳化物会扩散到被加工材料当中,使刀具材料的晶格结构遭受破坏,刀具使用寿命随之降低。这时,我们可以将切削速度调至600 m/min以上,有效提高排屑速度,也减少了积屑瘤形成的接触时间,极大地改善工具钢材料的加工条件。
在工具钢材料采用高速加工中,选用硬质合金刀具材料时,进给速度可选择0.2 mm/r~0.3 mm/r。对于机夹式涂层硬质合金刀片来说,进给速度要根据刀片的几何角度选择进给速度,相对整体刀具参数优化范围较小。
工具钢材料在高速加工中,要尽量采用陶瓷材料刀具和CBN刀具,通过以上方法来合理选择刀具参数来加工,而刀具每齿的进给量仅能达到硬质合金刀具加工性能的50%左右。
3.2.4 加工表面质量
在高速加工工具钢材料时,为保证加工表面质量刀具的走刀速度应选择为0.6 mm/r~0.8 mm/r。加工表面的好坏取决于进给速度和背吃刀量的参数选择,进给速度和背吃刀量参数过大表面质量就会降低。在高速加工过程中如果选用冷却液降温,对零件的表面的质量没有太大的影响,但会使刀具的使用寿命降低,所以加工工具钢材料时尽量选择干切的方式。
3.3 铸铁零件的刀具工艺参数选择
3.3.1 刀具材料
进给速度的大小是影响刀具材料的选择的重要因素,铸铁材料走刀速度粗加工可控制在1 000 m/min左右、精加工控制在2 000 m/min左右选用,实际切削加工时,我们应该在较高的切削速度范围内选用[2]。进给速度为1.25 mm/r ~4.5 mm/r时,最好选择陶瓷材料刀具或者立方碳化硼刀具。这2种刀具使用寿命较长,但价格昂贵,要根据使用的场合合理选择。
3.3.2 刀具几何参数
对于刀具几何参数的优化方面,铸铁在高速加工制造中,如果选用硬质合金刀具要选择12°左右,刀尖半径在0.2 mm比较合适,在高速加工铸铁材料时后角应选择在12°左右,刀具的刀尖圆弧半径应选择0.2 mm。通过倒棱的方式来提高刀具的机械强度。
3.3.3 加工工艺参数
铸铁材料机械性能比较特殊,刀具选择硬质合金材料要对刀具参数和涂层进行改进,进给速度选择在0.75 mm/r~1.25 mm/r;铸铁材料质地较软,刀具可选择陶瓷材料,进给速度一般为1.25 mm/r~4.5 mm/r,由于大大提高了走刀速度,所以进给深度要降低,选择为1 mm~2 mm,通过提高走刀速度,可使加工效率大大提升。在高速加工中大量的热被铁屑带走,即使采用干切零件温度也不会影响太大。
3.3.4 加工表面质量
对刀具的参数进行合理优化,是在高速加工中解决刀具寿命与加工质量的主要措施,但运用高速加工方法生产铸铁零件时,由于铸铁的材料的特殊性,加工表面不能达到良好的效果,其原因是在加工过程中铸铁的横向与纵向纹理不同,尤其在粗加工中出现的毛刺比较明显。所以刀具的材料也要根据不同工件材料进行合理选择。
3.4 其他材料的刀具参数选取
在加工石墨、塑料、镁铝合金、经过热处理的零件、钛、镍基合金等材料时,刀具的参数根据以上方法进行优化,可以得到比较好的切削效果。
4 结语
笔者在生产过程中不断总结高速加工刀具工艺参数选取的经验,结合数控模拟仿真软件试加工,不断提高高速加工的切削性能与稳定性,提高了企业的生产效率,合理配置设备资源,符合節能减排,绿色发展的制造理念,推进我国制造业的发展,实现工业5.0,为制造强国的道路上打下坚实的基础。
参考文献
[1]李建.影响数控机床加工精度因素及改进关键问题探讨[J].中国设备工程,2018(20):46-47.
[2]许莉.机械模具数控加工制造技术分析[J].现代制造技术与装备,2019(8):146,148.
- 新收入准则的变化对航空制造业会计核算的影响及措施研究
- 新收入准则下园林施工企业会计确认与计量探讨
- 科研事业单位财务内控制度存在的问题及对策分析
- 关于企业内部会计控制相关问题的研究框架
- 财务报表分析在AI行业财务管理中的优化研究
- 国有企业财务内控管理制度建设研究
- 对现代企业精细化财务管理的一些思考
- 新政府会计标准体系下事业单位预算管理研究
- 高职院校教育成本核算存在的问题及对策
- 简述事业单位统计工作的特点与作用
- 关于加快A县美丽乡村建设的调研报告
- 浅谈水利基层单位人力资源管理创新
- 国有企业人力资源管理的优化策略分析
- 抓好人力资源管理?减少安全生产风险
- 新时期事业单位档案管理工作的创新策略
- 自然资源部门人事管理制度优化策略
- 提升事业单位绩效工资管理的对策探究
- 事业单位人力资源管理中的激励机制探讨
- 改革背景下的铁路系统人力资源优化问题
- 国企人力资源管理中以人为本理念的有效运用分析
- 新时代财务人员的转型与发展思考
- 基层企业劳动关系协调化的实现途径探索
- 餐饮企业员工绩效管理问题及对策
- 新经济时代背景下的企业人力资源管理创新
- 国有房地产企业绩效考核及成本管控
- parasymbiont
- parasymbiosis
- parasymbiotic
- paratectonic
- paraterminal
- parathecium
- paratomy
- para-transit
- paratroop
- paratrooper
- paratroopers
- paratroops
- paraventricular
- paravertebral
- paravisual
- paraxylene
- parbond
- par bond
- parcel
- parceled
- parceling
- parcelization
- parcelize
- parcellate
- parcelled
- 当家做不了主
- 当家做主
- 当家儿
- 当家和尚——庙(苗)头
- 当家品种
- 当家子
- 当家就是戴枷
- 当家才知柴米价,养儿方晓父母恩
- 当家才知柴米价,养子方晓父娘恩。
- 当家才知柴米价,养子方晓父母恩
- 当家才知柴米贵
- 当家才知柴米贵,出门方知行路难
- 当家才知盐米贵
- 当家把计
- 当家方知柴米贵
- 当家是个年轻郎,餐餐窝头心不凉
- 当家本色
- 当家法
- 当家理纪
- 当家理计
- 当家的
- 当家立业
- 当家立事
- 当家立纪
- 当家立计