工具室信息化管理系统的开发研究
王绍伟 于跃 盛小波 赖欢

摘要:工具室的管理采用传统的纸质台账形式,这种管理形式严重制约着制造企业的生产效率。针对这一现状,在多个部门的协助及详细走访与认真调研的基础上,作者已开发出一套基于c/s模式的工具管理系统。系统使用前后的对比结果表明,工具管理系统明显地提升了工具的流转效率,并有效节约维护工装设备的人力成本,对整体生产流程达到了降本增效的有益效果,从而实现了精益管理。
关键词:工具管理系统;c/s模式;精益管理
工具室负责刀具、量具、夹具、辅具等工装设备的管理,该部门运行效率直接关乎到车间生产效率的高低。据山特维克官方统计,在制造企业当中,间接的工具费用占制造成本的30%,其中:16%的计划作业停止是由于缺乏工具造成的;49%的工具库存不在控制之中;35%的机械师时间花费在查找工具上。目前的管理现状却使得工具成为部分制造企业加工能力的瓶颈,限制了企業的核心竞争力。在国内,某些公司的生产车间工具室依旧采用传统的纸质台账管理方式,给库管员、采购人员和整个生产过程带来的不便主要表现在如下方面:
(1)工具室的各类型工具是分别用工具代号表示的,如果凭借库管员的经验去准确解码数千种工具代号所代表的工具类型,是相当困难的。
(2)对工具的使用、磨损、报废等情况无法及时、准确地掌握,不利于工具的修磨、生产和采购预测。
(3)各个工具室的库存信息彼此独立,从而形成了信息孤岛,不便于在生产中跨工具室借调工具。
鉴于此,公司亟须开发工具管理系统。采用信息化手段对工具室进行有效的管理,可以实现工具室的有效管理。
1.工具管理系统
系统开发之前,调研各个车间工具室的业务流程情况,库管员的文化程度和对系统的要求。工具管理系统既要满足可通用性、可扩展性、可移植性,也要具有很强的易用性和可维护性。其中,工具室的业务流程如图1-2所示。
管理系统需要实现的基本功能有:(1)对工具日常的收入、发出、归还和报废情况进行记录;(2)按照时间、班组或个人分别统计工具的归还、报废情况,对库存、发出、报废等进行盘点;(3)实现对工具库存状况进行预警,便于及时通知采购管理部门进行采购或进行维修,以免影响到车间生产。
1.1系统的结构与原理
1.1.1系统的结构
工具管理系统为了实现良好的维护性和扩展性,需要采用“高内聚、低耦合”的三层架构模式,可以实现各司其职、互不干涉。三层架构分别为表示层(User Interface,UI)、业务逻辑层(Business Logical Layer,BLL)和数据访问层(Data Access Layer,DAL)。其中,表示层指系统的界面,直接负责跟用户进行交互,用于数据的录入与显示;业务逻辑层作为表示层和数据访问层的纽带,主要负责系统的验证性工作,比如工具代号是否符合公司标准等;数据访问层专门负责和数据库的交互,比如数据的增加、修改和删除等。
1.1.2系统的原理
工具管理系统运行在Windows操作系统的平台上,保存系统数据的数据库为SQL Server 2008,管理系统的开发平台为(Microsoft Visual Studio,MVS),采用客户机服务器模式(C/S模式)。客户机界面是用户与数据库进行通信的窗口,用户在该界面中输入工具信息,通过业务逻辑层将数据存储到数据库,用户还可以在窗口中按照一定的权限级别访问数据库中的工具信息。
1.2工具管理系统的设计与开发
依照工具室的业务流程和要实现的基本功能,建立相应的模块,实现具体的功能。工具管理系统功能结构如图3所示。
基础数据模块中的工具类型标准参考公司的刀具目录(标准号为:Q/PR201-2006)、量具目录(Q/PR221-2006)、通用刀具目录(Q/PR927-2008)、通用量具目录(Q/PR928-2008)、数控刀具目录(Q/PR929-2008)和数控辅具目录(Q/PR930-2008)。基础数据模块为管理系统的核心,在本系统主要起到数据字典的作用,为工具代号的解码和记录工具的周转信息以及库存预警打下基础。
1.2.1数据库结构设计
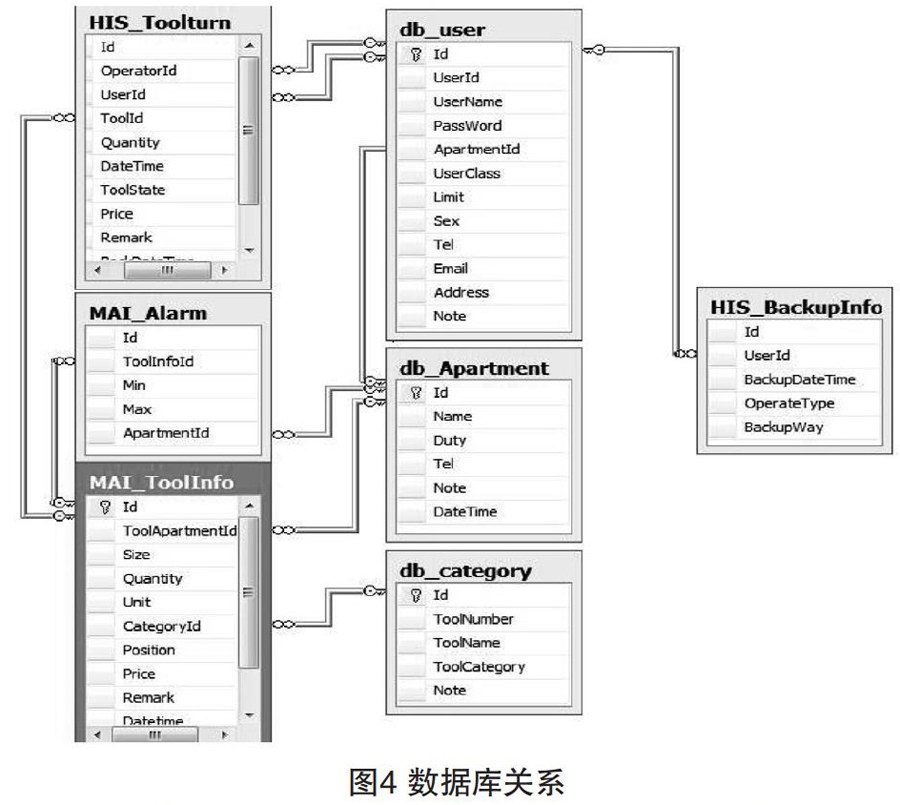
数据库设计的合理与否直接关乎工具管理系统开发的难易程度以及后期的可扩展性的优劣。因此,首先按照工具管理系统的具体功能,设计出用于记录工具周转信息的数据库。数据库ToolRoom中包含有7张数据表,各数据表所包含的字段以及表与表之间的联系如图4所示。
通过数据库ToolRoom的关系图,可以一目了然地看出数据表之间的联系。在数据表最上面的是表名,下面是其对应的字段。在表之间有个线连着就说明这两个表之间存在主键和外键的关系,其中带有钥匙的一端为主键,一个无穷大的符号表示的外键。以“db”开头的数据表都表示基础数据表,用于记录数据字典中的相关数据;以“MAI”开头的数据表代表主表,主要用于记录各工具室的工具库存信息;以“HIS”开头的数据表属于历史表,用于记录历史数据。
1.2.2系统操作模块
公司的局域网采用3层星状拓扑结构的网络架构,将数据库安装于网络的核心层服务器上,实现了各个部门对工具信息的共享。
按照工具管理系统功能分析的内容,运用MicrosoftVisual Studio软件作为开发平台,开发出一套基于C/S模式的工具管理系统。该系统对应的功能模块实现的具体内容如下:
(1)基础数据模块作为系统的核心部分,只有超级管理员和管理员才有操作该部分的权限。该模块中包含的子模块有部门信息、个人信息、通用工具、专用工具和预警设置。
“部门信息”子模块中保存的是公司各部门的相关信息,该子模块可以实现对部门信息的添加、修改和删除等。如果一旦删除某一部门的信息,从而导致相应部门下的个人信息以及该部门的操作记录统统删除,因此在进行部门删除操作时,应该慎重。
“个人信息”子模块也具有添加、修改、删除等功能。如果删除某一员工信息,则同时将该员工的所有领用、报废工具的历史记录全部删除。在用户资料的添加或者编辑中,设置用户权限。在用户基础资料添加/修改界面中,系统自动识别员工卡号、电话号码、邮箱等信息输入的正确与否。用户的密码采用MD5的加密方式保存到数据库,实现了用户的信息安全。
“通用工具”包含通用刀具、通用量具和五金工具。通用刀具的类别编号规则为:D+四位数字;通用量具的类别编号规则为:L+四位数字;五金工具的类别编号规则为:两位大写英文字母+三位数字。工具代号文本框中自动判断输入的工具類别代号是否符合规范,并可以将文本框中的英文字符自动转化成相应的大写字母。在“删除”这项功能中,一旦删除某种类型的工装类别代号,则所有该类型的工装信息均被删除。
“专用工具”子模块中,其类别代号是由两部分组成的,如WA712.0101-01(Z)中,“.”号前面的部分代表该工具所加工、测量的产品代号,后一部分代表所加工、测量的零部件代号。
“工具预警设置”中需要设置本部门工具室中某种型号工具库存量的最小值和最大值
(2)在“库存管理”模块中,记录着本部门库存的工具信息,该模块实现的功能包括工具的收入、发出、编辑、对库存工具进行模糊查询、跨库借调、导出和打印等功能。在工具“收入”中,根据基础数据模块的标准,自动解码工具代号所代表的工具名称;工具的“发出”中,系统可以判定哪些工具在发出后默认为报废(比如砂轮类、锉刀类、油石类、砂纸类和纱布类等),哪些工具发出后需要归还,可以适量减少库管员对系统的操作量;工具信息的“编辑”中,可以对工具室已经录入的错误信息进行编辑;在“查询”功能中,可以对库存工具可以采用工具名称或者工具代号两种方式进行模糊查询,从数千条工具库存记录中找到相关的工具信息;“跨库借调”可以实现工具的跨工具室借用功能;工具库存信息可以保存成Word文档或者Excel文档类型。其中,工具库存管理界面如图5所示。
(3)“出库管理”模块中,主要实现对己出库的工具进行归还、报废操作,同时还有工具出库的详细信息、模糊查询、导出、打印等功能。在对己领取的工具进行归还或者报废操作时,如果领取的数量超过一件,默认的归还或者报废的工具是最先领用的那件;在“归还”功能中,系统会提醒该工具需要放置的位置;在“详细信息”子功能中,可以显示出当时哪位库管员把何种工具何时发出给哪位用户等信息;在“模糊查询”子功能中可以通过领用者姓名、工具代号和工具名称这3种方式进行模糊匹配查询。
(4)在“盘点”模块中,可以实现对工具进行发出、归还和报废的统计,并且可以实现工段工位的领取工具情况的历史记录查询和工具预警信息的汇总。“报废统计”模块中可以分别按照时间、班组和个人进行工具耗费情况的统计。在这5个子功能中均包含导出,打印、详细信息等操作。其中,库存预警界面如图6所示。
(5)“系统管理”模块中实现数据库备份、数据库恢复和交接班功能。定期对数据库进行备份,可以防止数据丢失;一旦系统数据丢失,可以采用数据库恢复功能实现数据的恢复;“交接班”子功能在不退出系统的情况下,实现库管员之间的换班。
2.系统使用效果
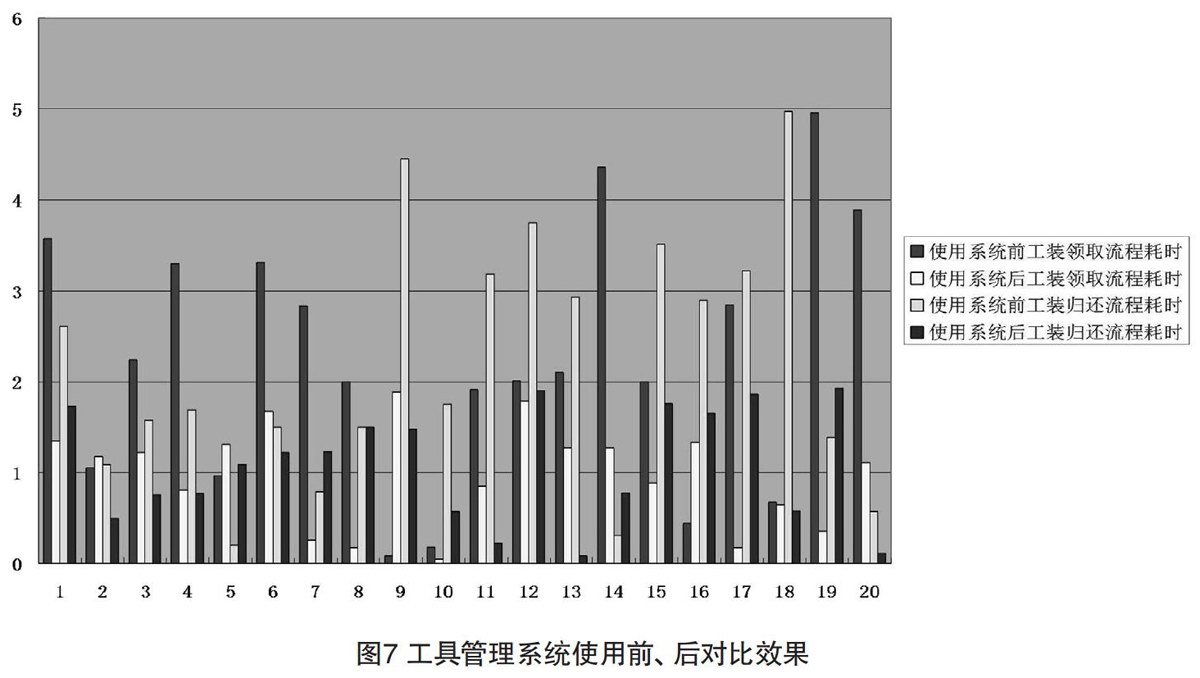
通过应用工具管理系统,可以明显地提Y+I装设备的流转效率,并有效节约维护工装设备的人力成本,对整体生产流程达到了降本增效的有益效果。对此工具管理系统使用效果的评估情况统计与分析,所涉数据皆通过现场调研与记录的方式得出。将随机抽查20次记录的工装借出和归还耗时数据绘制成柱状图,如图7所示。
通过数据的统计整理可以发现:
(1)工装设备的借出流程平均耗时减少1.2小时,改进率为56.3%。
(2)工装设备的归还流程平均耗时减少了1.1小时,改进率为50.2%。
由此可见,在应用工具室信息管理系统之后,工装设备的流转速率大幅提高,有效改进了工装设备的管理流程,从生产辅助的角度对产品生产过程进行了有效的精益优化,降低了生产有关成本,从现场到组织,从方法到思想,从个体到整体地对整个生产流程进行了优化改进。工具室管理信息系统的成功应用,成了在整个企业范围内推广精益管理的有效促进与支持。
