铁路无缝线路焊缝探伤实物对比试块的研发与应用
王泽
【摘 要】论文论述了近年来中国铁路钢轨设备的使用状况,重点对钢轨焊缝部位进行了强调,并阐述了其检测维护情况,指出针对焊缝探伤领域面临的困难应进行技术创新,通过研发焊缝探伤实物对比试块解决探伤漏检问题,提高准确率,以保障高铁运营安全。
【Abstract】 This paper discusses the application of railway rail equipment in China in recent years. It mainly emphasizes the weld position of rail, and points out that technical innovation should be carried out in view of the difficulties in the field of weld inspection. Through researching and developing the material contrast test block for weld inspection to solve the missed detection of flaw detection, improve the accuracy, so as to ensure the safety operation of high-speed railway.
【关键词】试块;超声波探伤;焊缝
【Keywords】 test block;ultrasonic flaw detection; weld
【中图分类号】U213.9? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文献标志码】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章编号】1673-1069(2019)01-0176-02
1 课题背景
随着中国铁路事业的蓬勃发展,“高铁”一词早已深入人心,中国高铁更是成为引领时代潮流的名片之一。随着“复兴号”动车组的问世,代表着中国独立知识产权的高铁技术正式突破运营时速400公里大关,铸就世界陆上运输行业的最新里程碑。
高铁提速的背后沉淀着无数的技术创新与设备升级,除了标志性的轻型动力车组技术,保障列车运行安全的自动、半自动化无缝线路设备的升级更新同样是里程碑式的成就。所谓无缝线路,是指将线路钢轨通过焊接成为一体,经接触网通电后成为自动闭塞区段,实现区间内的设备情况被调度指挥中心实时掌握。自动闭塞区间看似容易实现,事实上将25m或50m长的钢轨焊接成数百甚至数千公里长的整体,并实现实时监控是一项极为浩大的工程,任一处衔接不上都将导致区间断路形成红光带,调度指挥中心将失去对区间以及区间内行驶列车的监控,引发不可测的后果。
将钢轨经过焊接处理的部位叫做焊缝,焊接方式根据不同原理分为闪光焊、气压焊及铝热焊等数种,目前我国应用最普遍的线上焊接方式为铝热焊。由于受焊接工艺、焊接材料及操作人员技术素质等多方面的影响,钢轨在焊接过程中往往会产生各种微小缺陷,列车在通过焊缝部位时会对焊口形成较大的冲击力,导致微小缺陷会缓慢扩大;焊缝在各种应力作用下也会逐渐产生各种疲劳伤损,伤损发展到一定程度后会对整个焊缝部位造成破坏[1],导致闭塞区间断路形成红光带。因此,钢轨焊缝不仅对焊接工艺有严格的要求,在服役过程中也要定期进行检测。我国主要采用超声波焊缝探伤仪对钢轨焊缝进行检测,利用超声波的反射与折射原理进行无损探伤检查,对焊缝内部的细微缺陷进行判定,是否影响行车安全。
铝热焊缝经过高温处理后会对钢轨材质造成影响,它的形状复杂及特殊的焊接工艺,长期以来在钢轨探伤领域一直是一个难点,尤其是对焊筋波的有效区分存在一定难度。由于铝热焊构造较其他部位复杂,在检测时除了缺陷回波外,还会产生各种非缺陷引起的焊筋波形。如果不能更好地了解波形显示规律及特征,将缺陷回波误认为是焊筋回波,就会造成焊筋内缺陷的漏检。历年来焊缝部位断轨数量占全路钢轨折断总数的60%以上。因此,研发焊缝实物对比试块,检定出焊筋波的特定波形,制定成熟、完善的探伤工艺,能有效地解决以上技术问题。
2 国内现状
目前国内焊缝探伤作业,对仪器、探头的各项指标的检测均为钢轨母材标准试块(GHT-1.GHT-5),缺少钢轨焊缝的检测试块,由于无法模拟焊缝且检测不出焊缝波形图表,无法描述模拟焊缝中的伤损状态。因此,有必要开发制造焊缝检测标准试块,作为对比试块提高一线工人检测焊缝伤损的实操能力。
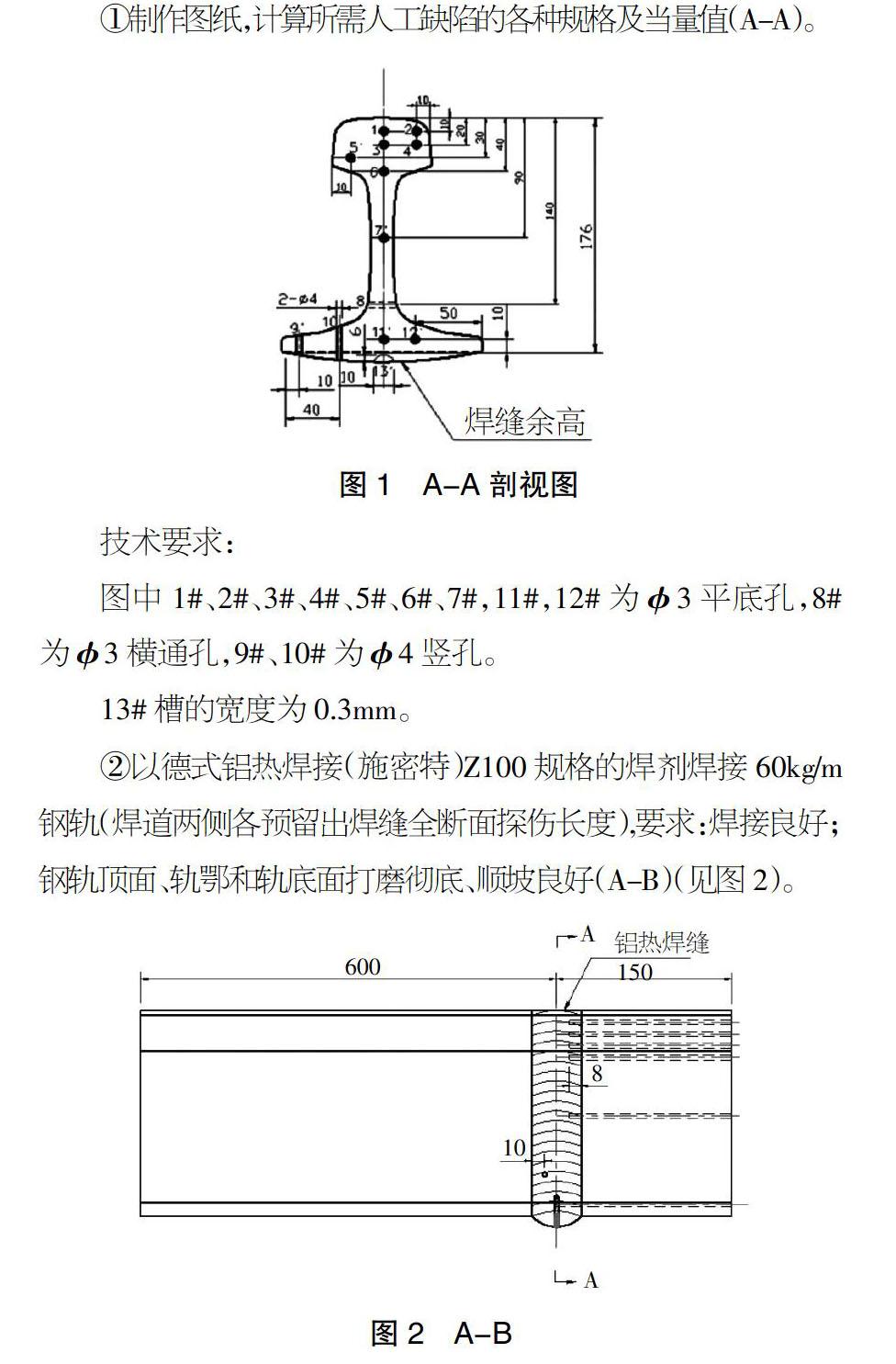
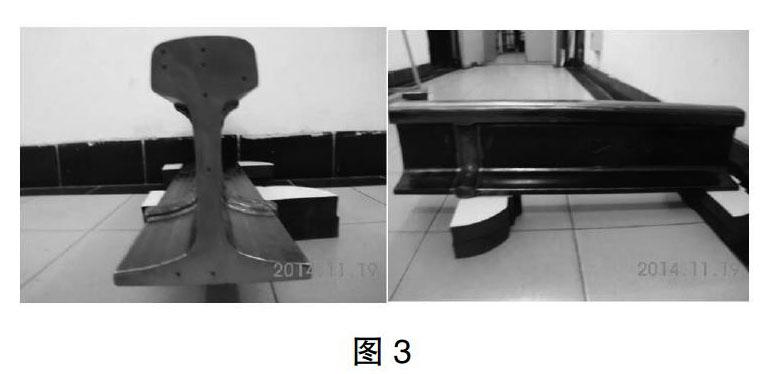
3 研发过程
4 成果应用
通过试块样本,对国内使用的超声波焊缝探伤仪进行灵敏度及其他各项指标的校正,要求:超声波探伤灵敏度准确率高,误差小;能够正确区分焊筋波与伤波的存在;直观地判定现场铝热焊缝伤损定量[2],从而大大提高了现场铝热焊伤损检出率。
4.1 单探头灵敏度校准
①轨头和轨腰部位。将焊缝实物对比试块上距轨面140mm的8#横通孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为单探头轨头和轨腰部位的探伤灵敏度。②轨底部位。将焊缝实物对比试块上轨底10#竖孔上棱角的二次反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为单探头轨底部位的探伤灵敏度。③轨底角部位。将焊缝实物对比试块上轨底10#竖孔上棱角的二次反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般6dB~8dB,作为单探头轨底角部位(约20mm范围)的探伤灵敏度。④轨底中心部位。将焊缝实物对比试块上距轨底中心的13#切割槽反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨底中心裂纹部位的探伤灵敏度。
4.2 双探头灵敏度校准
①轨头部位K型扫查。将焊缝实物对比试块上距轨面20mm的3#平底孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨头部位的探伤灵敏度。②轨腰部位。K型扫查:将焊缝实物对比试块上距轨面90mm的7#平底孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨腰部位的探伤灵敏度。 串列式扫查:将焊缝实物对比试块上距轨面140mm的8#横通孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨腰部位的探伤灵敏度。③轨底部位K型扫查。将焊缝实物对比试块上距轨底中心的11#平底孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨底部位的探伤灵敏度。
结果表明,经过焊缝探伤实物对比试块对焊缝探伤仪器灵敏度的校验,既方便又准确,能够正确区分焊筋波与伤波的存在,可直观地对铝热焊缝伤损进行定量,可以对既有线、提速线上的所有铝焊缝进行探伤检查,大大提高伤损检出率,为焊缝探伤仪器对铝热焊缝的判伤定量带来可靠依据。
【参考文献】
【1】中华人民共和国铁道部.铁路线路修理规则[M].北京:中國铁道出版社,2016.
【2】北京铁路局.钢轨探伤基本知识[M].北京:中国铁道出版社,2013.
【摘 要】论文论述了近年来中国铁路钢轨设备的使用状况,重点对钢轨焊缝部位进行了强调,并阐述了其检测维护情况,指出针对焊缝探伤领域面临的困难应进行技术创新,通过研发焊缝探伤实物对比试块解决探伤漏检问题,提高准确率,以保障高铁运营安全。
【Abstract】 This paper discusses the application of railway rail equipment in China in recent years. It mainly emphasizes the weld position of rail, and points out that technical innovation should be carried out in view of the difficulties in the field of weld inspection. Through researching and developing the material contrast test block for weld inspection to solve the missed detection of flaw detection, improve the accuracy, so as to ensure the safety operation of high-speed railway.
【关键词】试块;超声波探伤;焊缝
【Keywords】 test block;ultrasonic flaw detection; weld
【中图分类号】U213.9? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文献标志码】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章编号】1673-1069(2019)01-0176-02
1 课题背景
随着中国铁路事业的蓬勃发展,“高铁”一词早已深入人心,中国高铁更是成为引领时代潮流的名片之一。随着“复兴号”动车组的问世,代表着中国独立知识产权的高铁技术正式突破运营时速400公里大关,铸就世界陆上运输行业的最新里程碑。
高铁提速的背后沉淀着无数的技术创新与设备升级,除了标志性的轻型动力车组技术,保障列车运行安全的自动、半自动化无缝线路设备的升级更新同样是里程碑式的成就。所谓无缝线路,是指将线路钢轨通过焊接成为一体,经接触网通电后成为自动闭塞区段,实现区间内的设备情况被调度指挥中心实时掌握。自动闭塞区间看似容易实现,事实上将25m或50m长的钢轨焊接成数百甚至数千公里长的整体,并实现实时监控是一项极为浩大的工程,任一处衔接不上都将导致区间断路形成红光带,调度指挥中心将失去对区间以及区间内行驶列车的监控,引发不可测的后果。
将钢轨经过焊接处理的部位叫做焊缝,焊接方式根据不同原理分为闪光焊、气压焊及铝热焊等数种,目前我国应用最普遍的线上焊接方式为铝热焊。由于受焊接工艺、焊接材料及操作人员技术素质等多方面的影响,钢轨在焊接过程中往往会产生各种微小缺陷,列车在通过焊缝部位时会对焊口形成较大的冲击力,导致微小缺陷会缓慢扩大;焊缝在各种应力作用下也会逐渐产生各种疲劳伤损,伤损发展到一定程度后会对整个焊缝部位造成破坏[1],导致闭塞区间断路形成红光带。因此,钢轨焊缝不仅对焊接工艺有严格的要求,在服役过程中也要定期进行检测。我国主要采用超声波焊缝探伤仪对钢轨焊缝进行检测,利用超声波的反射与折射原理进行无损探伤检查,对焊缝内部的细微缺陷进行判定,是否影响行车安全。
铝热焊缝经过高温处理后会对钢轨材质造成影响,它的形状复杂及特殊的焊接工艺,长期以来在钢轨探伤领域一直是一个难点,尤其是对焊筋波的有效区分存在一定难度。由于铝热焊构造较其他部位复杂,在检测时除了缺陷回波外,还会产生各种非缺陷引起的焊筋波形。如果不能更好地了解波形显示规律及特征,将缺陷回波误认为是焊筋回波,就会造成焊筋内缺陷的漏检。历年来焊缝部位断轨数量占全路钢轨折断总数的60%以上。因此,研发焊缝实物对比试块,检定出焊筋波的特定波形,制定成熟、完善的探伤工艺,能有效地解决以上技术问题。
2 国内现状
目前国内焊缝探伤作业,对仪器、探头的各项指标的检测均为钢轨母材标准试块(GHT-1.GHT-5),缺少钢轨焊缝的检测试块,由于无法模拟焊缝且检测不出焊缝波形图表,无法描述模拟焊缝中的伤损状态。因此,有必要开发制造焊缝检测标准试块,作为对比试块提高一线工人检测焊缝伤损的实操能力。
3 研发过程
4 成果应用
通过试块样本,对国内使用的超声波焊缝探伤仪进行灵敏度及其他各项指标的校正,要求:超声波探伤灵敏度准确率高,误差小;能够正确区分焊筋波与伤波的存在;直观地判定现场铝热焊缝伤损定量[2],从而大大提高了现场铝热焊伤损检出率。
4.1 单探头灵敏度校准
①轨头和轨腰部位。将焊缝实物对比试块上距轨面140mm的8#横通孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为单探头轨头和轨腰部位的探伤灵敏度。②轨底部位。将焊缝实物对比试块上轨底10#竖孔上棱角的二次反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为单探头轨底部位的探伤灵敏度。③轨底角部位。将焊缝实物对比试块上轨底10#竖孔上棱角的二次反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般6dB~8dB,作为单探头轨底角部位(约20mm范围)的探伤灵敏度。④轨底中心部位。将焊缝实物对比试块上距轨底中心的13#切割槽反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨底中心裂纹部位的探伤灵敏度。
4.2 双探头灵敏度校准
①轨头部位K型扫查。将焊缝实物对比试块上距轨面20mm的3#平底孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨头部位的探伤灵敏度。②轨腰部位。K型扫查:将焊缝实物对比试块上距轨面90mm的7#平底孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨腰部位的探伤灵敏度。 串列式扫查:将焊缝实物对比试块上距轨面140mm的8#横通孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨腰部位的探伤灵敏度。③轨底部位K型扫查。将焊缝实物对比试块上距轨底中心的11#平底孔反射波高调整到满幅度的80%,然后根据探测面情况进行适当表面耦合补偿,一般2dB~6dB,作为轨底部位的探伤灵敏度。
结果表明,经过焊缝探伤实物对比试块对焊缝探伤仪器灵敏度的校验,既方便又准确,能够正确区分焊筋波与伤波的存在,可直观地对铝热焊缝伤损进行定量,可以对既有线、提速线上的所有铝焊缝进行探伤检查,大大提高伤损检出率,为焊缝探伤仪器对铝热焊缝的判伤定量带来可靠依据。
【参考文献】
【1】中华人民共和国铁道部.铁路线路修理规则[M].北京:中國铁道出版社,2016.
【2】北京铁路局.钢轨探伤基本知识[M].北京:中国铁道出版社,2013.
