YL—335B型自动生产线设备故障分析
杨敬娜 郝克明
摘要:随着工业技术的发展,自动生产线应用越来越广泛。YL-335B型自动生产线是集机械系统、传感器系统、控制系统、传动系统和计算机系统于一体的模拟企业自动生产线的机电一体化培训系统。由于系统复杂和培训学员的误操作,故障频发,文章总结了系统常见故障,提出了解决方法,提高了设备使用寿命和培训效率。
关键词:自动生产线;故障;培训
随着工业技术和社会经济的发展,生产型企业在扩大生产规模时,越来越重视自动生产线的应用。为了培养自动生产线的安装和调试人员,高校和培训结构逐渐开设了自动生产线安装与调试课程。用于技能培训的自动生产线设备是模拟企业真实的生产线,针对学员进行技能培训。由于学员可能只具备一些理论知识或者动手能力较差,在实际操作过程中,会遇到很多问题。模拟的自动生产线设备是一套复杂的机电一体化系统,由多种移动副机械结构连接、多种类型的传感器、百余个电气接线端子、工业网络通信、气动系统和计算机技术等组成,培训过程中,由于学员的误操作或者设备本身的损耗,故障率比较高,为了不耽误培训进度,及时快速排除故障尤为重要。
本校采用亚龙YL-335B型自动生产线实训装备,己使用4年,文章对自动生产线设备常用故障进行总结分析,提出了解决办法,保证了系统的正常运行。
1YL-335B型自动生产线简介
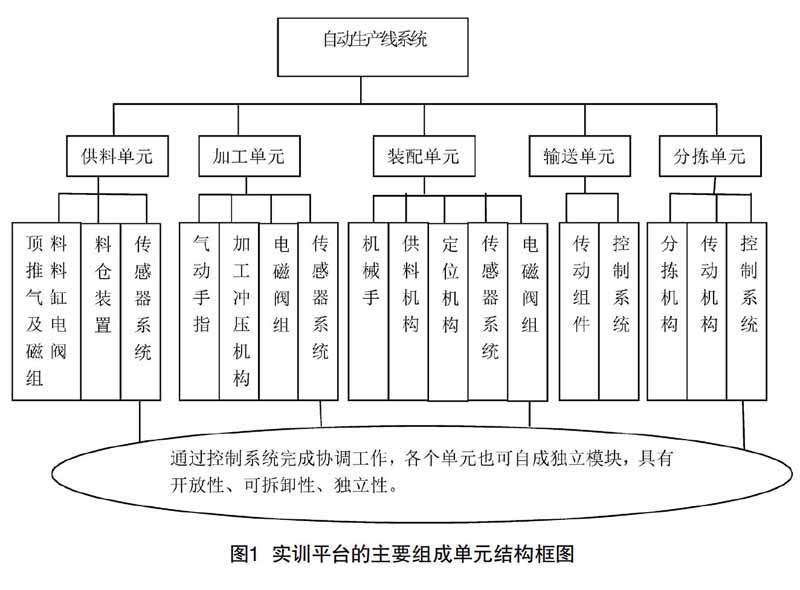
YL-335B型自动生产线系统由供料、加工、装配、分拣和输送5个单元组成。每一个单元有1台独立的PLC承担工作任务,采用三菱FX1N-40MT.FX2N-32MR和FX2N-48MR的PLC通过RS485通讯实现N:N的联网控制,构成了分布式控制系统。
YL-335B自动生产线系统功能:供料单元中的圆筒形料仓里装上不同颜色、不同材质(塑料)的空心圆柱体零件,在重力和推料挡料气缸的配合工作下,零件送到供料台,由输送单元的机械手抓取,准确放置到加工单元的冲压平台,模拟完成一次冲压操作后,由机械手重新抓取送到装配单元,完成一次小圆柱体零件嵌入空心圆柱体零件孔中的装配,完成后,运送到分拣单元,根据零件的不同属性,分流到各个料槽中,机械手重新返回供料单元,开始新一轮循环工作。
2 YL-335B型自动生产线设备故障
2.1 YL-335B型自动生产线具体结构
YL-335B型自动生产线具体结构如图1所示。
2.2 YL-335B型自动生产线设备整体故障
YL-335B型自动生产线常见整体故障现象有:开机不启动;气缸推杆速度不当(过快或慢);运行噪音较大,振动比较剧烈。
开机不启动:(1)观察供料单元料仓和装配单元料仓工件是否足够,不足时需要补齐。(2)传感器初始状态是否正确。
供料单元:X0顶料气缸伸;X1顶料气缸缩;X2推料气缸伸;X3推料气缸缩;X4供料不足;X5料仓缺料;X6出料台物料监测;X7金属工件监测。
加工单元:X0加工台物料检测;X1工件夹紧检测;X2加工台伸出到位;X3加工台缩回到位;X4加工压头上限;X5加工压头下限。
装配单元:X0零件不足检测;X1零件有无检测;X2左料盘零件检测;X3右料盘零件检测;X4装配台工件监测;X5顶料到位检测;X6顶料复位检测;X7挡料状态监测;X8落料状态监测;X9摆动气缸左限检测;X10摆动气缸右限检测;X11手抓夹紧检测;X12手抓下降到位检测;X13手抓上升到位检测;X14手臂缩回到位检测;X15手臂伸出到位检测。
分拣单元:X0进料口工件检测;X1电感式传感器;X2光纤传感器;X3推杆1推出到位;X4推杆2推出到位;X5推杆3推出到位;X6旋转编码器B相;X7旋转编码器A相;X8旋转编码器z相。
输送单元:X0原点传感器检测;X1右限位保护;X2左限位保护;X3机械手抬升下限检测;X4机械手抬升上限检测;X5机械手旋转右限检测;X6机械手伸出检测;X7机械手缩回检测;X8机械手夹紧检测。
5个单元共48个开关量,排除故障时,从每一站的PLC上数信号灯的个数。吻合基本正确,不符合再具体查看是哪一个传感器的故障。
气缸推杆速度不当(过快或慢):调整单向节流阀的开度。需要多次尝试调整。
运行噪音较大,振动比较剧烈:运动部件需要使用润滑油。传动皮带过紧,传动带速度过快。
2.3各单元常见故障
供料单元:
(1)工件被卡死,不能在重力作用下下落。检查顶料气缸上的磁性开关是否正常工作;适当调节气缸上的节流阀,控制气缸推杆伸出速度及力度。
(2)推出工件推杆不能缩回。检查推料气缸上的磁性开关是否正常工作;适当调节气缸上的节流阀,控制气缸推杆伸出速度及力度。
(3)工件不能实现自动供料。检查推料和顶料气缸上的4个磁性开关的工作协调性。
(4)不能实现供料的自动循环。检查程序是否有自动循环设置。
加工单元:
(1)直线导轨运动不顺畅。调整两直线导轨的平行,加工台伸缩气缸与导轨平行。气动手指夹紧时保证左右对称,在移动副上涂润滑油。
(2)工件夹紧时歪斜。调整气动手爪气缸的进排气单向阀。装配单元:
(1)小工件与大工件不能很好装配。微调装配台位置(调整机械结构部分)。升降气缸速度匀称。
(2)回转台回转角度不到位。调节回转台的调节螺杆。
(3)夹紧器夹紧小工件,不松开。检查传感器是否安装到位,是否正常工作。
分拣单元:
(1)起始位置放上工件,传送带不运动。旋转编码器与步进电机接线是否正确;传送带安装是否过紧,主从动轴安装是否反了。
(2)工件不能很好对准料槽。重新测量传送带工件起始位置以及各料槽之间的距离,计算脉冲数。
(3)工件分槽不正确。保证金属小零件嵌到金属大零件里面,白色塑料小零件嵌到白色大零件里面,黑色小零件嵌到黑色大零件里面;调整光纤传感器的感光度。
输送单元:
(1)伺服驱动器报警,提示越程。观察抓取机械手是否越过原点,原点接近开关是否正常工作。重新启动工作台电源,最后接通输送站电源。对伺服驱动器的相关参数进行重新设置。
(2)抓取机械手定位不准确。重新测量各站距离,计算脉冲数。四自由度的机械手各气缸调整是否到位(伸缩、升降、转动、机械手的抓握)。
3结语
YL-335B型自动生产线主要用于学员培训,同时也是国家级和各省级职业院校技能大赛的指定考核设备。在培训使用过程中,由于初级学员的误操作,经常出现故障,文章总结分析了5个功能模块的常见故障,并提出了解决办法,为延长设备使用寿命和提高培训质量起到了积极作用。
