偏心件数控车削装夹工艺设计及优化

摘?要:偏心件的加工数控车削加工中较常见的一种,相对普通回转件的加工工艺和方法,其工艺难点在于工件的装夹和校正,在工艺方法选择方面通常有三爪卡盘上车削偏心件、在四爪卡盘上车削偏心件、双顶尖法车偏心件、在偏心卡盘上车削偏心件、专用夹具法车削偏心件等。
关键词:偏心件;装夹工艺;数控车削
偏心工件指零件的外圆和外圆或外圆和内孔的轴线平行而不重合,偏一个距离的工件,两平行轴线之间的距离称为偏心距。在机械传动中,回转运动转换为直线运动一般都是通过偏心工件来实现的,而偏心件在数控车床上加工时主要依赖于装夹方案合理设计来实现,即通过偏心安装工件进行加工,也就是要使偏心部分的轴线与车床主轴轴线重合。
一、偏心件加工方法
偏心件加工主要是通过采用合理的装夹方法来实现,即把需要加工的偏心部分的轴线找正到与车床主轴旋转轴线重合,实际加工中还需考虑工件数量、形状、精度等要求,一般车削偏心件的加工方法有五种,即在三爪卡盘上车削偏心件、在四爪卡盘上车削偏心件、双顶尖法车偏心件、在花盘上车削偏心件、专用夹具法车削偏心件。
二、偏心件数控车削装夹工艺
(一)三爪自定心卡盘装夹工艺
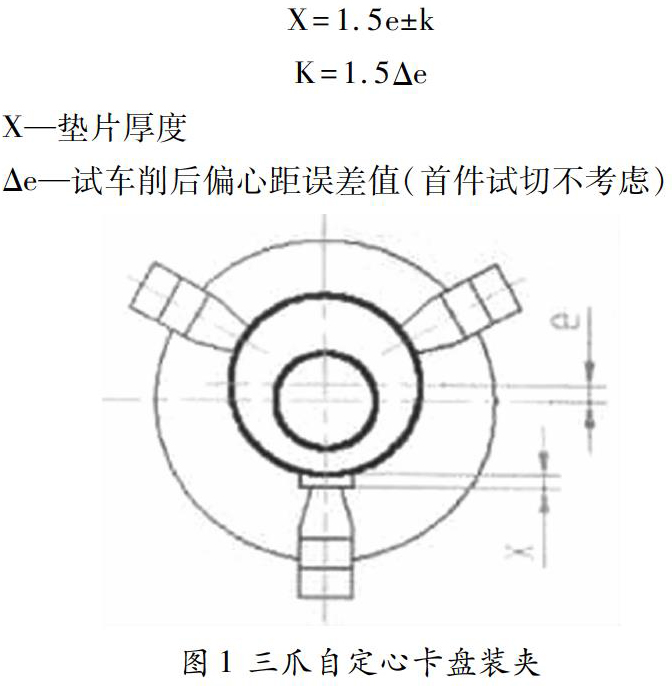
三爪自定心卡盘装夹速度快、定心精度高,为通用车削装夹夹具,在加工偏心件时,在一个爪与工件接触面之间垫上一块垫片(如图1所示),以使工件轴线相对于车床轴线偏离一个偏心距,垫片厚度可按以下公式计算:
实测结果比要求的大取负,反之取正。
实际操作时,先用1.5e厚度的垫片在卡爪上垫好试车削,测量出试车削后的实测偏心距,计算偏心距与实测值差值,再计算出k值,若实测值比要求的大,则公式中k前符号取“-”,反之取“+”,计算所得x值就是垫片厚度。
三爪自定心卡盘装夹加工注意事项:
(1)选用硬度较高材料做垫片,以防止夹紧变形,垫片与卡爪接触面做成与卡爪圆弧相同的圆弧面。(2)装夹时,工件轴线不能倾斜。(3)对精度要求高的工件,应在试切后,计算调整垫片厚度,才可正式车削工件。
此方法加工的产品质量较差,偏心量的尺寸精度以及两轴中心线的平行度难于保证,而且需要试车、测量、计算才能确定垫片厚度,生产效率低,只适合单件小批量、偏心距较小的短轴加工。
(二)四爪卡盘装夹工艺
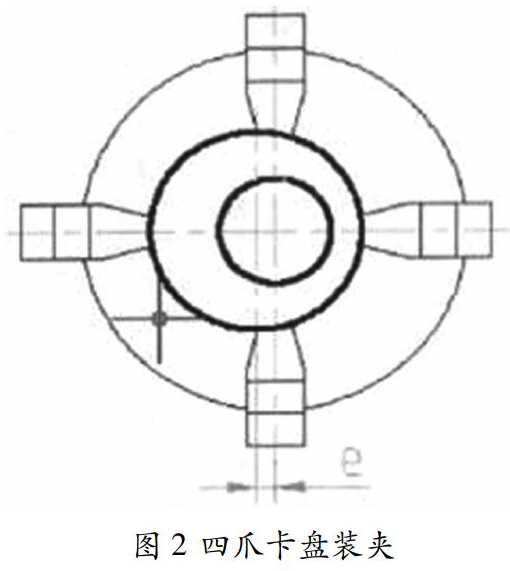
小批量、形状比较复杂的偏心工件,可用四爪卡盘装夹。装夹时先将两爪对称布置,另两爪不对称,其偏离主轴中心的距离等于偏心距;然后用百分表找正,使偏心轴线与车床主轴线重合;再用百分表校正偏心距,即用百分表压触在工件外圆上,转动工件一周,最大和最小读数的一半即为偏心距,移动百分表用同样方法测另一处,两处测量数值基本一致,将四爪均匀夹紧;在精车前复查一次偏心距。在车削过程中,粗加工进给量、背吃刀量要小,半精加工切削用量可适当增加。
多件加工,装卸工件时活动一个卡爪即可,但要随时检查偏心距。此装夹方法定位准确、加工精度较高,适合偏心距较小的短轴加工。
(三)双顶尖法装夹工艺
此装夹方法适用于较长偏心轴,要求在轴的两端面钻基准中心孔、偏心中心孔,用两顶尖、一个鸡心夹头装夹工件。
用两顶尖安装、车削工件时,先在工件两端面根据偏心距要求,钻偏心中心孔,加工时先顶住工件基准圆中心孔车削基准外圆,再顶住偏心中心孔车削偏心外圆。
对于小批量、精度要求不高的偏心轴,偏心中心孔可经划线后在钻床上加工;偏心精度要求高时,可在坐标镗床上加工;大批量生产时,可在专用偏心夹具上加工。
装夹加工时注意事项:(1)钻中心孔时要保证基准圆中心孔和偏心圆中心孔的位置精度。(2)顶尖与中心孔接触松紧程度适当,且在其间加注润滑油,以减少磨损。(3)车偏心圆时,在一转内加工余量变化大,且是断续切削,会产生冲击和振动,因此切削用量要小,并从偏心最远处切入。
(四)花盘装夹工艺
此方法适用于加工长度较短、偏心距较大,精度要求不高的偏心孔工件。先将工件外圆、两端面加工至要求后,在一端面上画好偏心孔位置,然后用压板均布地把工件装夹在花盘上,校正后压紧即可。
(五)专用夹具装夹工艺
1.固定偏心轴套法
在批量生产中,偏心轴套法应用比较普遍。偏心轴套(如图3)指轴套内孔与外圆轴线不重合,相距一个偏心值。在装夹定位时,偏心轴套外圆中心线与工件偏心段中心线同轴,而偏心轴套内孔中心线与工件非偏心段外圆中心线重合,在加工偏心段时,工件绕偏心段轴线旋转,其轴线与非偏心段不重合。
如图4所示加工件,大端车削完成后,以大端定位装入偏心轴套内孔,偏心轴套装入三爪自定心卡盘,以其外圆定位,由于偏心轴套轴向开有1.5-2mm的轴向槽,受三爪自定心卡盘的夹紧力后自动收紧并夹紧工件。
偏心轴套法比三爪自定心卡盘加垫片装夹法生产效率高,但由于偏心轴套开有轴向槽,夹紧工件时偏心轴套会产生变形,偏心值公差及两轴中心线平行度会受到影响,工件尺寸精度和形位精度难以提高,因此,此法适用于批量较大但对工件精度要求不高的偏心轴加工。
偏心轴套结构也可以用螺钉孔代替轴向槽,如图5所示,在偏心轴套圆周上均布三个紧固螺钉孔,装夹工件时通过三爪自定心卡盘夹紧偏心轴套外圆,工件与偏心轴套内孔有间隙,通过紧固螺钉定位并夹紧工件。这种偏心轴套比轴向槽结构精度高,找正快,但夹紧力较小,在切削加工时切削用量应适当减小。
偏心轴套法适应于批量生产偏心零件,精度要求不高的场合。
2.可调偏心轴套法
上述偏心轴套法偏心距不可调,只适于一种偏心值的偏心件加工。
优化措施:将两种结构的偏心轴套组合起来使用,带紧固螺钉孔的偏心轴套作为外偏心套(固定偏心套),带轴向槽的偏心轴套作为内偏心轴套(调整偏心套),如图6所示,固定偏心套外圆装夹在三爪自定心卡盘中,其轴线与机床主轴线重合,固定偏心套偏心孔与调整偏心套外圆同轴,装夹工件时,工件装于调整偏心套的偏心孔中,转动调整偏心套即可改变调整偏心套偏心孔轴线相对机床主轴线位置,即改变工件偏心值。
三、加工实例
如图所示偏心件有兩处偏心轴段,且两处偏心值、及偏心方向不相同,用可调偏心轴套法装夹加工工艺如下:
先将工件毛坯用三爪自定心卡盘装夹加工出光轴,直径为B段尺寸,精度达到B段要求,长度为标注值。
(1)粗车偏心轴C段。
①用可调偏心轴套法装夹加工工件一端,转动调整偏心套调整工件偏心值(C段偏心值),百分表校正,调节调整螺钉使调整偏心套夹紧工件,在三爪自定心卡盘上夹紧可调偏心轴套。
②编程加工C段,保留0.5mm左右精加工余量。由于在一转内加工余量变化大,且是断续切削,会产生冲击和振动,因此在程序参数设置时,切削用量要小,并从偏心最远处切入,即X大于光轴直径值开始,Z向分层切削。
(2)检查偏心距。
可用游标卡尺测量两外圆间最大距离和最小距离,偏心距等于最大值与最小值的一半,若误差较大,需调整校正。
(3)精车偏心轴。
编程精车达到尺寸、精度要求。
(4)取下工件,掉头装夹工件(B段),转动调整偏心套调整工件偏心值(A段偏心值),百分表校正,按1—3步骤加工A段。
(5)偏心件的检测方法。
①游标卡尺测量:适用于测量精度要求不高的偏心件。
②心轴、百分表检测:适用于精度要求较高、偏心距较小的偏心孔工件。
③两顶尖、百分表检测:适用于两端有中心孔、偏心距较小的偏心件测量。
随着智能制造时代的到来,数控技术也将得到更快的发展,各种加工中心在加工复杂、异型零件方面也越来越容易,偏心轴的加工也会变得越来越简单,但其加工过程仍然以最基本的工艺为基础,工艺的优化是提高产品质量的根本保证。
参考文献:
[1]李继军.偏心件车削加工方法[J].工具与技术,2011,08.
[2]吴拓.机床夹具设计实用手册[M].北京:化学工业出版社,2014.
[3]董如建.偏心轴的加工工艺方法[J].新技术新工艺,2009,12.
作者简介:曹丹(1978—?),女,汉族,湖南湘潭人,本科,技师,研究方向:机械加工。
