基于ANSYS的高速精密冲床热—结构耦合分析
张庆锋+高翔
摘 要:基于高速精密冲床的热态特性,对高速精密冲床进行了热源分析与传热机制分析,计算了冲床的热分析的初始条件及边界条件,利用SolidWorks软件建立冲床整机的有限元模型,运用ANSYS软件对冲床进行热─结构耦合分析,求解出该高速冲床处于稳态环境下的整机的温度场和变形场,分析出冲床的加工误差。对比红外热像仪测得的实际冲床温度值,验证了温度场仿真分析结果的可靠性,为冲床的结构优化设计和热平衡设计提供理论依据。
关键词:高速精密冲床;温度场;热分析;热变形;有限元
前言
高速精密冲床工作过程中会产生大量的热量,这些热量通过各种传热方式传递到冲床的各个部位,由于冲床各零部件的结构、形状和材料都不尽一样,热特性自然也不一样,又加之零件表面的传热情况不同以及周围环境温度变化等各种因素,使整个冲床形成了一个复杂的温度场。在这个复杂的温度场作用下,冲床各零部件会产生热应力和热应变,冲床产生的热变形势必影响冲床的性能,使冲床的加工精度降低。大量研究表明,对精密机床由热变形引起的制造误差一般占加工总误差的40%~70%[1],不均匀的热变形还会导致机床的磨损,反过来又制约了冲床的速度和精度的提高。因此对高速精密冲床的热态特性进行分析和研究,并找到能够改善其热态特性的措施,对冲床加工精度的提高具有极大的现实意义。
一、冲床的热源及传热机制
对冲床的结构进行分析,知道其内部热源主要有以下四类:电机的功率损耗、轴承的摩擦发热、滑子的摩擦发热以及滑块与导轨之间的摩擦发热。轴承摩擦发热是高速冲床的最主要热源,分为滑动轴承和滚动轴承两部分。一般说来,轴承摩擦发热的大小与其型号、安装方式、约束情况及润滑方式等因素有关。滑子进行左右往复摩擦运动也是冲床内部的另一热源,滑子产生的热量一部分也是通过热对流的方式由其上油槽间隙的润滑油吸收,另一部分热传导给了滑子支座,最后一部分则是与周围空气发生了强迫对流。滑子的热源强度与滑子接触面摩擦系数、作用力状况和相对速度等因素相关。导轨的摩擦发热分上导柱和下导柱冲压滑块两部分,由于上导柱是采用铜套进行径向定位,热量的传递方式与滑动轴承相同,一部分被润滑冷却油带走,另一部分传递给了反向平衡块。[2][3]
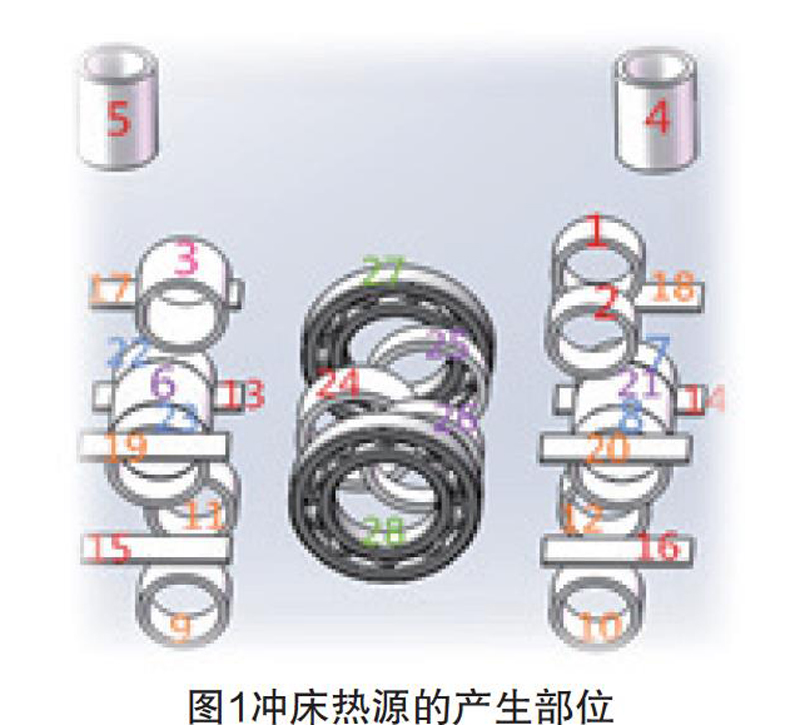
系统中所有的热量均来自摩擦面的相对运动,如下图1所示为该冲床的热源产生部位,一共28个摩擦面。
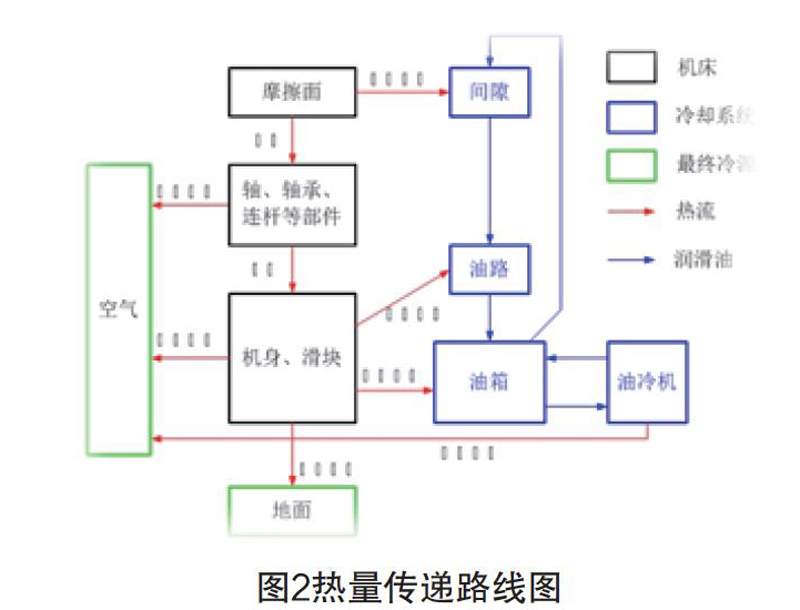
冲床热量的传递路线如下图2所示。黑色框表示冲床系统,蓝色框表示润滑油冷却系统,绿色框表示散热的最终冷源,红色箭头表示热量的流动,蓝色箭头表示润滑油的流动。
二、冲床关键部件的发热量及热载荷计算
(一)关键部件的发热量计算
三、冲床的温度场及热变形仿真分析
(一)几何模型的建立
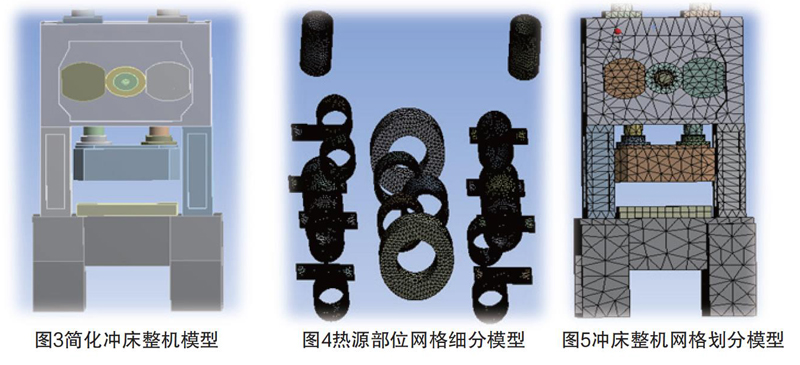
采用SolidWorks进行冲床整机建模,对建立的冲床模型进行简化:去除冲床上对热分析结果无影响的细微结构,如倒角、圆角、油槽、退刀槽,小圆孔等部位;对滚动轴承结构进行等效简化,使简化后的结构与原结构在发热量上相等。简化后的整机模型如下图3所示。
冲床模型采用SOLID7O实体单元进行网格划分,热接触单元采用热接触单元对TARGE170和CONTA174。冲床整机的网格划分采取自由网格划分、扫掠网格划分及映射网格划分相结合的混合网格划分方法,局部进行细化处理。划分好网格的热源部位网格划分模型见图4,冲床整机有限元网格划分模型见图5.
(二)边界条件
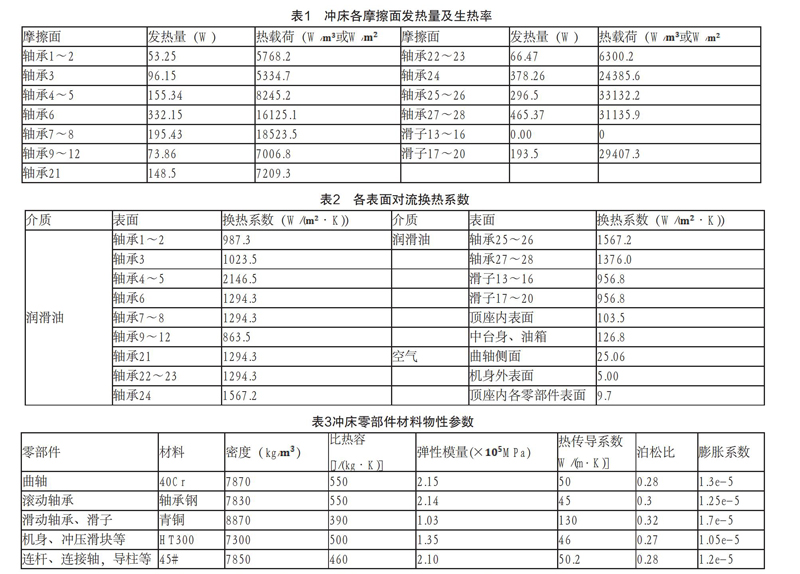
1.计算得出的各表面的对流换热系数,如表2所示。
2.冲床零部件材料物性参数,如表3所示.
3.冲床温度场分析
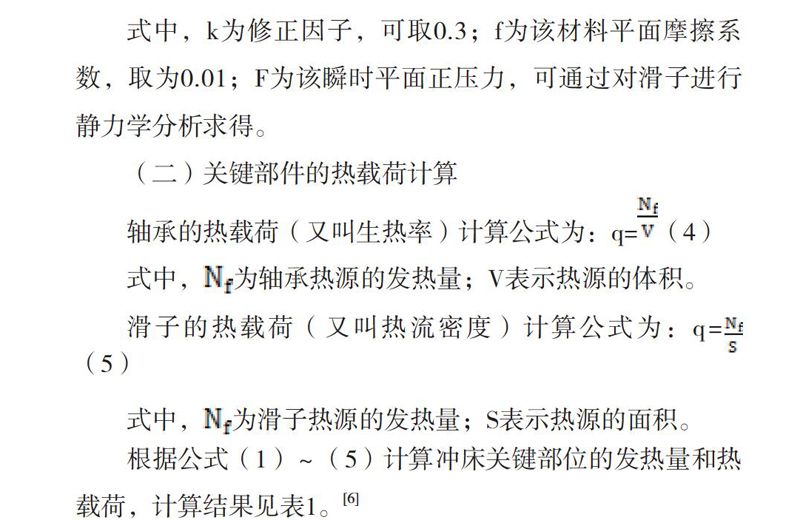
设置高速冲床工作环境温度为25℃,油冷机出油温度为24.7℃,底座与地面接触,温度设为24℃。所有单位采取国际标准单位制SI。利用ANSYS软件将计算出的热载荷、边界条件及初始条件施加在冲床热源系统部位及整机上,图6和图7为冲床整机及热源部位的稳态热分析的温度场分布图。[7]从图中可以看到在冲床温度达到稳定时,最高温度出现在曲轴轴瓦上,为42.978℃,这主要是因为该部位相对封闭,冷却油润滑不流畅,同时该处轴瓦与曲轴发生高速相对运转,因此造成热量集中。最低温度出现在底座部位,由于此处与地面接触,故温度接近地面温度为23.99℃。
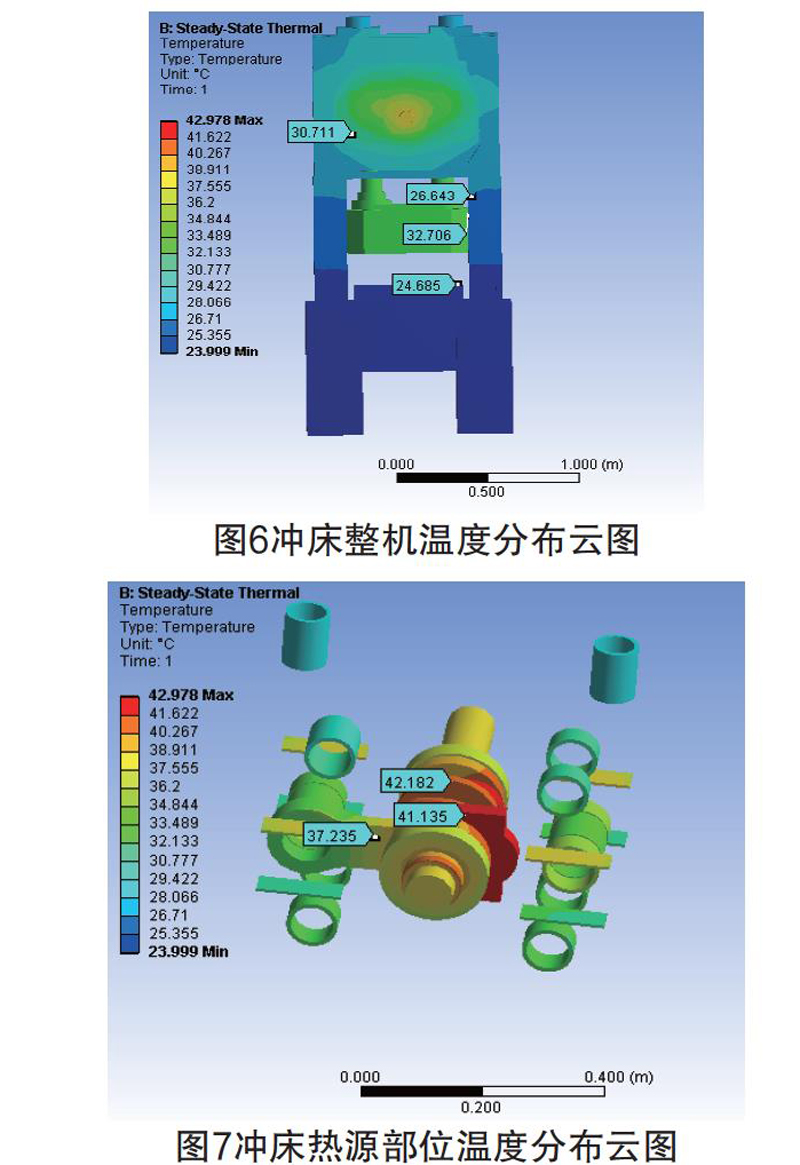
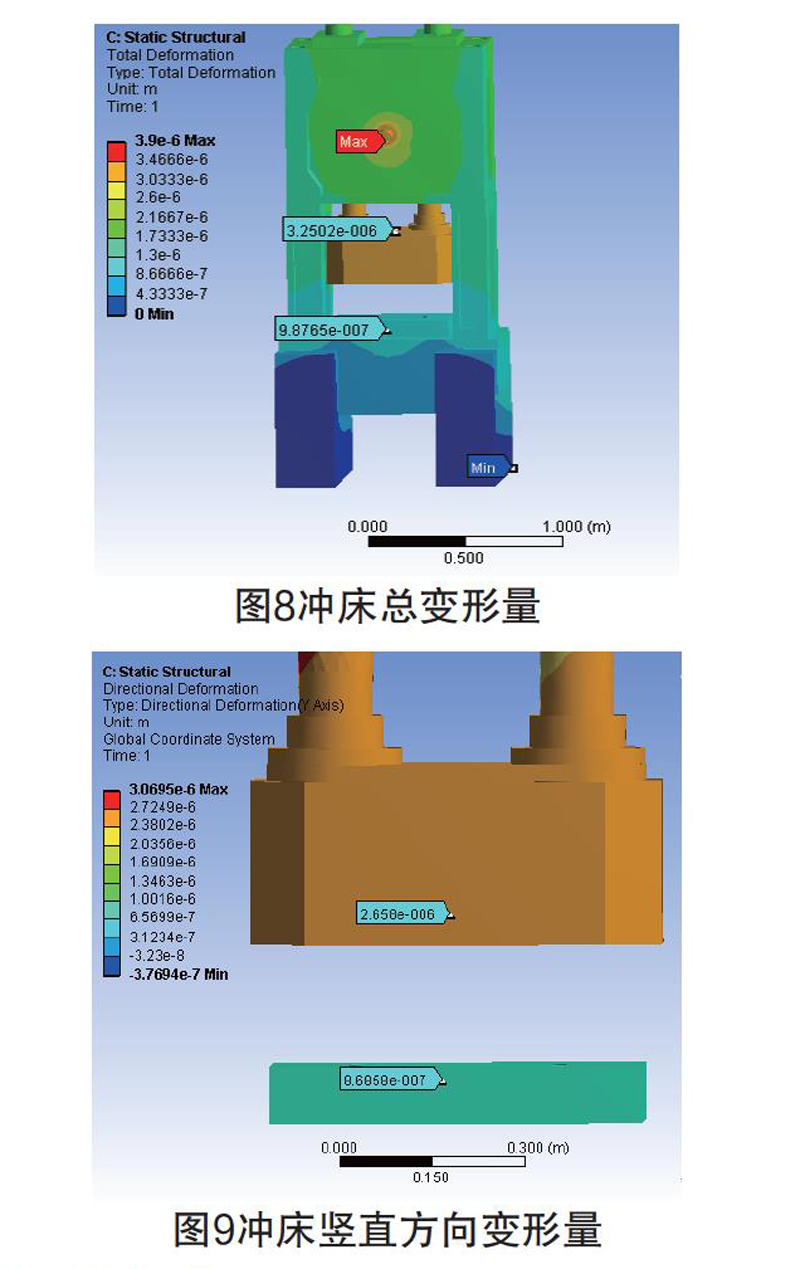
4.冲床热变形分析
根据有限元热─结构耦合分析利用ANSYSStaticStructural可以进行热变形和热应力的计算。[8]在主轴转速为800r/min时,计算得机床的总位移如图8所示,最大变形量为3.9μm,机床竖直方向位移如图9所示。在竖直方向上,工作台的位移为0.869μm,冲压滑块的位移为2.658μm,两者之间相对位移1.789μm,这就是因为热变形而产生的竖直方向上的加工误差。
四、冲床实际温度测量
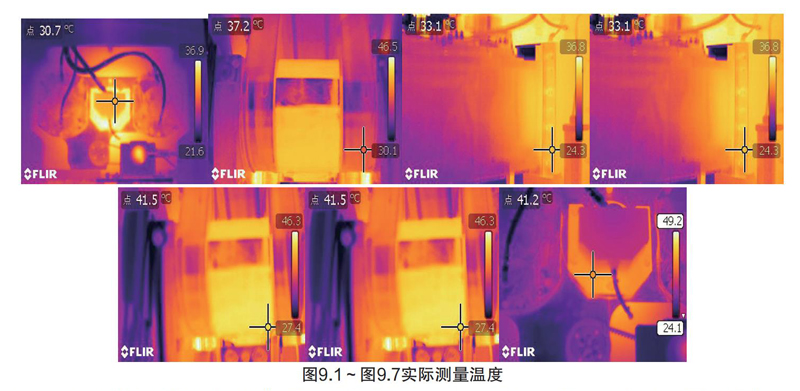
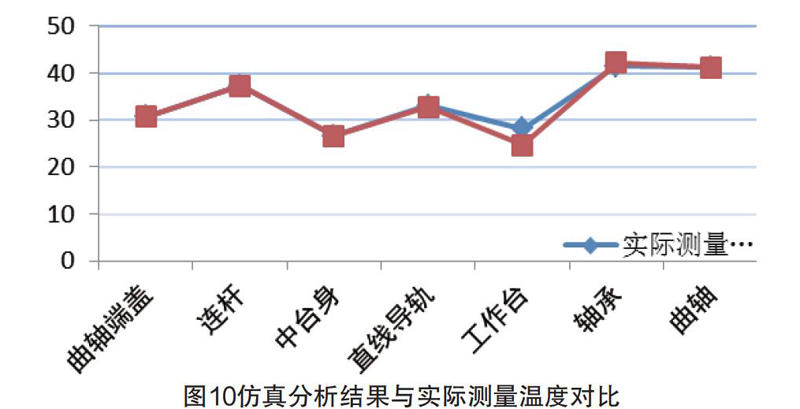
研究温度场相关问题最基本最可靠的方法还是实验法(也叫测量法),因为所有分析结果的评定都须进行实验验证,而那些仿真分析的计算公式又大都是通过前人经验不断积累的成果,因此本高速冲床温度场的计算结果是否具有可靠性,是否具有一定的参考价值,通过利用红外热像仪进行实测温度来进行对比验证。图9.1~9.7分别为曲轴端盖、冲床连杆、中台身、直线导轨、工作台、滑动轴承以及曲轴上某处的温度值,可对比上一章温度场仿真分析结果,可制作出如下温度对比图10。
五、结论
(一)通过图10可以看出仿真分析结果与实际测量温度大致吻合,温度梯度分布情况也基本一致。故该仿真分析结果可靠性高,对今后相关的研究工作具有一定的参考价值。
(二)热变形而产生的竖直方向上的加工误差值较小,证明该高速冲床经过油冷机的冷却后温度已经降低至十分合理的范围,因而产生的热变形非常小,冲床加工精度高。
参考文献
[1]RAMESHR,MANNANMA,POOAN.ErrorCompensationinMachine Tools-aReview:PartⅡ:ThermalErrors[J].InternationalJournalofMachineToolsandManufacture,2000,40(9):1257-1284.
[2]陈兆年,陈子辰.机床热态特性学基础[M].北京:机械工业出版社,1989.
[3]郭策,孙庆鸿.高速精密数控车床主轴系统的热特性分析及热变形计算[J].东南大学学报.2005,35(2):231-234.
[4]刘志全,张永红,苏华.高速滚动轴承热分析[J].润滑与密封,1998,(4):66-68
[5]万长森.滚动轴承的分析方法[M].北京:机械工业出版社.1987.
[6]冯丙波,王栓虎,丁旺.基于ANSYS的高速冲床曲轴热分析[J].煤矿机械.2010,31(7):77-79.
[7]张朝晖,李树奎.有限元分析理论与工程应用[M].北京:电子工业出版社,2008.
[8]张朝晖编著.ANSYS12.0热分析工程应用实战手册[M].北京:中国铁道出版社,2010.
