基于UG的变螺距螺旋槽建模及数控加工编程
林玉泉
摘 ?要:文中阐述了用UG的参数公式方法进行变螺距螺旋槽零件的立体建模,并应用UG软件自动编程方法编制螺距螺旋槽零件在四轴加工中心机床上的加工程序,比较分析了各种切削参数设定和加工工艺方法运用。
关键词:UG;建模;四轴加工;后处理
在机械设备及其零部件中,变螺距螺旋槽类零件十分常见,尤其在现代纺织传送机构中,变螺距螺旋槽能够起到改变传送速度和力矩的作用,如在化纤加弹机、倒筒机、络筒机、并纱机和包覆丝机等;变螺距螺旋槽零件加工品质的好坏严重影响着其在机械结构中所起的作用,因此对其加工尺寸精度、形状稳定性以及表面加工质量都有较高的要求;许多数控技术人员刚开始使用四轴机床加工变螺距螺旋槽时未能正确进行变螺距螺旋槽的参数化几何模型创建及选用合理的加工方法,造成加工失误或加工效率低下等现象。用UG参数公式方法进行变螺距螺旋槽几何建模具有快捷精确的特点,能够准确快速地进行加工,具体过程详细论述如下:
一、变螺距螺旋槽的参数化几何模型创建
UG的功能模块中具有专门针对变螺距螺旋槽形状的建模和加工方法。在UG中绘制普通的圆柱螺旋线及半径规律变化的螺旋线(如阿基米德螺旋线等),可以直接用“螺旋线”命令进行绘制,但该命令不能绘制变螺距螺旋线。绘制变螺距螺旋形状,必须用参数公式绘制变螺距螺旋线,变螺距螺旋槽是以变螺距螺旋线为导向线形成的扫掠特征,在UG8.0中,变螺距螺旋线的形状由起始圈螺距、终止圈螺距、螺旋线圈数和螺旋线半径四个参数所组成;用参数公式法可表达如下:
Start_pitch=10 ? ? ? ?/起始圈螺距
End_pitch=60 ? ? ? ? /终止圈螺距
Turns=6 ? ? ? ? ? ? ?/螺旋线圈数
R=25 ? ? ? ? ? ? ? ? /螺旋线半径
mean_pitch=(Start_pitch+End_pitch)/2 ? /平均螺距
height=Turns*mean_pitch ? ? ? ? ? ? /螺旋线高度
t=0 ? ? ? ? ? /系统变量(0变化到1)
xt=R*cos(360*Turns*t) ? ?/X规律
yt=R*sin(360*Turns*t) ? ?/Y规律
x=t*height
x1=0
x2=mean_pitch
x3=height-mean_pitch
x4=height
z1=0
z2=Start_pitch
z3=height-End_pitch
z4=height
zt1=(((x-x2)*(x-x3)*(x-x4)/((x1-x2)*(x1-x3)*(x1-x4))))*z1
zt2=(((x-x1)*(x-x3)*(x-x4)/((x2-x1)*(x2-x3)*(x2-x4))))*z2
zt3=(((x-x1)*(x-x2)*(x-x4)/((x3-x1)*(x3-x2)*(x3-x4))))*z3
zt4=(((x-x1)*(x-x2)*(x-x3)/((x4-x1)*(x4-x2)*(x4-x3))))*z4
zt=zt1+zt2+zt3+zt4
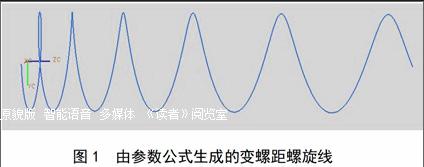
将该文件的exp格式文件从UG的“工具”→“表达式”中导入。再用“规律曲线”中的“根据方程”方法即得到所求变螺距螺旋线,如图1:
图1 ?由参数公式生成的变螺距螺旋线
得到变螺距螺旋线后,再运用“扫描”命令,最后通过“求和”命令,从而得到变螺距螺旋槽零件建模图(如图2)。
图2 ?变螺距螺旋槽零件建模图
二、UG中变螺距螺旋槽的四轴数控加工方法
(一)加工环境设置。UG加工环境是指我们进入UG的制造模块后进行编程作业的软件环境。UG 的CAM功能可以为数控铣、数控车、数控电火花线切削机编制加工程序,其中数控铣削模块中又分为平面铣、型腔铣和固定轴曲面轮廓铣等不同的加工类型。针对变螺距螺旋槽的几何形状特点,其中的可变轮廓曲面铣即是UG针对于变螺距螺旋槽的几何形状特点而设置的加工环境模块。针对此图中于较深的变螺距螺旋槽形状,UG可变轮廓铣削可以使用多个深度设置方法进行分层铣削,便于编程者合理设置切削参数。
图3 ?可变轴曲面轮廓铣
(二)坐标系设定。在确定了加工对象后UG可以让我们很方便地选择工件坐标系,此时需要注意安全设置选项中的安全距离设置;如图4和图5所示,如果参考CSYS坐标系不合理,可以通过旋转坐标选择正确的坐标系。我们选择起始圈螺距的起始点作为编程原点,同时选择好驱动面后注意切削方向和材料方向。
图4 ?加工坐标系设定
图 5 ?加工坐标系设定
三、程序编制过程:
(一)加工参数的设置。操作参数的设定是UG CAM编程中最主要的工作内容,在对话框中需设定加工几何对象、切削参数、控制选项等参数,还有一些选项需要通过二级对话框进行参数的设置。具体有以下几方面:
1、加工对象的定义:选择加工几何体、检查几何体、毛坯几何体、边界几何体、区域几何体、底面几何体等。
2、加工参数的设置:包括走刀方式的设定,切削行距、切深的设置,加工余量的设置,进退刀方式设置等。
3、工艺参数设置:包括角控制、避让控制、机床控制、进给率设定等。
图 6 ?切削步进参数设置
变螺距螺旋槽加工中进给和速度参数设置如下:
图7 ?非切削移动参数设定
选择侧曲面作为应用驱动几何体,指定驱动几何体,选择变螺距螺旋槽侧壁轴面圆柱面为限制面,指定切削区域,加工起点和终点如下图设置:
图 8 ?曲面加工起点设定
加工投影矢量设置为“刀轴”, 刀轴设置为“远离直线” 点击编辑参数→点和矢量,见下图:
图 9 ?刀轴控制设定
(二)加工刀路的生成。经过这些设置后,生成刀轨如下图:
图10 ?刀路轨迹
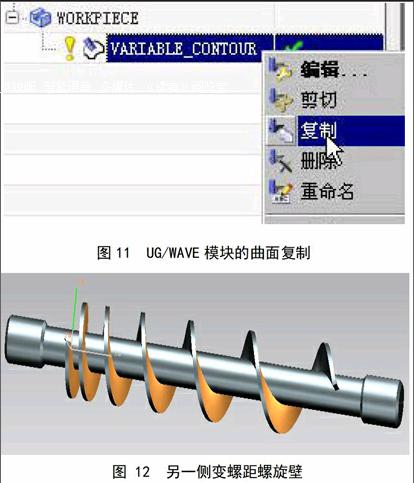
(三)另一侧面的变螺距螺旋壁曲面加工。通过UG/WAVE模块的曲面复制方法,复制修改驱动几何体。如图11和图12:
图11 ?UG/WAVE模块的曲面复制
图 12 ?另一侧变螺距螺旋壁
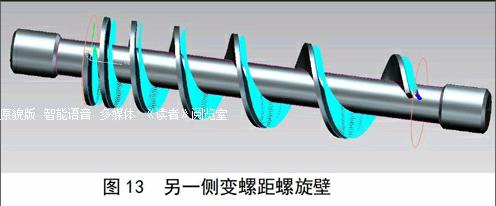
再生成另一侧的刀轨,如图12通过“后处理”命令,选择与机床相应的处理器,即可生成G代码。使用四轴加工,通过工作台A轴的旋转,刀路可以顺利生成。
图13 ?另一侧变螺距螺旋壁
四、后处理及四轴加工程序生成
四轴机床比三轴机床多了旋转轴,因此四轴机床的加工坐标系是四维坐标系。产生四轴加工程序需要使用UG/Post
Builder为四轴机床建造一个后处理,在完成了机床的控制系统种类选择后,根据变螺距螺旋槽加工需要分析机床结构,变螺距螺旋槽建模成型时的旋转轴为Y轴,其旋转平面为ZX平面;在如图14和15页面中,设定第四轴选择平面设为ZX,转轴字头按照机床系统设为A,公差为0.001,最小旋转角度为0.001,最大角度进给为1500,转轴方向为Normal-符合左手定则,转轴行程限制可设为-9999-9999;其余参数保持原有的三轴加工机床默认值,不作修改。
(一)UG/CAM 后置处理原理图
(二)UG/CAM作后置处理的方法。(1)在 Manufacturing
Operation Manager里 通过 Export生成 ?CLSF 文件。(2)Tool
Box CLSF ?进入 ?CSLF Manager。(3)选 Postprocess ?进入数控后处理菜单 NC Postprocessing。(4)指定机床数据文件 MDFA
Specify。(5)设置 ?NC Output ? 成为 ? File 。(6)指定 输出的NC文件名 ? Output ?File。(7)Postprocess后处理,生成 NC 代码 ?*.
Ptp 文件。
(三)设置与四轴机床数据匹配的MDFA文件
图14 ?建立四轴后处理
图15 ?机床第四轴参数
至此四轴机床的后处理参数设定已经基本完成,保存并使用这个后处理,那么生成的NC程序只需修该程序头的格式就可以在机床上使用了。因此,充分地利用好UG软件的可变轮廓铣削方法可以快捷地加工变螺距螺旋槽,迅速准确完成变距螺旋槽零件的加工。
五、结束语
本文通过利用UG软件对变螺距螺旋槽的建模,运用仿真加工,结合四轴机床的后处理参数完成加工。在实际应用中,可以缩减程序编制与调试的时间,降低生产成本,还可以节省加工设备和现实资源的消耗,对企业有较好的借鉴意义。
参考文献:
[1]王秋鹏;UG技术在数控编程中的运用[J];电子设计工程;2012年20期
[2] 王国庆;UG NX7.5在数控加工中的实例应用[J];信息技术与信息化;2012年04期
[3] 邢晓红;基于UG的数控实验教学研究[J];硅谷;2009年22期
摘 ?要:文中阐述了用UG的参数公式方法进行变螺距螺旋槽零件的立体建模,并应用UG软件自动编程方法编制螺距螺旋槽零件在四轴加工中心机床上的加工程序,比较分析了各种切削参数设定和加工工艺方法运用。
关键词:UG;建模;四轴加工;后处理
在机械设备及其零部件中,变螺距螺旋槽类零件十分常见,尤其在现代纺织传送机构中,变螺距螺旋槽能够起到改变传送速度和力矩的作用,如在化纤加弹机、倒筒机、络筒机、并纱机和包覆丝机等;变螺距螺旋槽零件加工品质的好坏严重影响着其在机械结构中所起的作用,因此对其加工尺寸精度、形状稳定性以及表面加工质量都有较高的要求;许多数控技术人员刚开始使用四轴机床加工变螺距螺旋槽时未能正确进行变螺距螺旋槽的参数化几何模型创建及选用合理的加工方法,造成加工失误或加工效率低下等现象。用UG参数公式方法进行变螺距螺旋槽几何建模具有快捷精确的特点,能够准确快速地进行加工,具体过程详细论述如下:
一、变螺距螺旋槽的参数化几何模型创建
UG的功能模块中具有专门针对变螺距螺旋槽形状的建模和加工方法。在UG中绘制普通的圆柱螺旋线及半径规律变化的螺旋线(如阿基米德螺旋线等),可以直接用“螺旋线”命令进行绘制,但该命令不能绘制变螺距螺旋线。绘制变螺距螺旋形状,必须用参数公式绘制变螺距螺旋线,变螺距螺旋槽是以变螺距螺旋线为导向线形成的扫掠特征,在UG8.0中,变螺距螺旋线的形状由起始圈螺距、终止圈螺距、螺旋线圈数和螺旋线半径四个参数所组成;用参数公式法可表达如下:
Start_pitch=10 ? ? ? ?/起始圈螺距
End_pitch=60 ? ? ? ? /终止圈螺距
Turns=6 ? ? ? ? ? ? ?/螺旋线圈数
R=25 ? ? ? ? ? ? ? ? /螺旋线半径
mean_pitch=(Start_pitch+End_pitch)/2 ? /平均螺距
height=Turns*mean_pitch ? ? ? ? ? ? /螺旋线高度
t=0 ? ? ? ? ? /系统变量(0变化到1)
xt=R*cos(360*Turns*t) ? ?/X规律
yt=R*sin(360*Turns*t) ? ?/Y规律
x=t*height
x1=0
x2=mean_pitch
x3=height-mean_pitch
x4=height
z1=0
z2=Start_pitch
z3=height-End_pitch
z4=height
zt1=(((x-x2)*(x-x3)*(x-x4)/((x1-x2)*(x1-x3)*(x1-x4))))*z1
zt2=(((x-x1)*(x-x3)*(x-x4)/((x2-x1)*(x2-x3)*(x2-x4))))*z2
zt3=(((x-x1)*(x-x2)*(x-x4)/((x3-x1)*(x3-x2)*(x3-x4))))*z3
zt4=(((x-x1)*(x-x2)*(x-x3)/((x4-x1)*(x4-x2)*(x4-x3))))*z4
zt=zt1+zt2+zt3+zt4
将该文件的exp格式文件从UG的“工具”→“表达式”中导入。再用“规律曲线”中的“根据方程”方法即得到所求变螺距螺旋线,如图1:
图1 ?由参数公式生成的变螺距螺旋线
得到变螺距螺旋线后,再运用“扫描”命令,最后通过“求和”命令,从而得到变螺距螺旋槽零件建模图(如图2)。
图2 ?变螺距螺旋槽零件建模图
二、UG中变螺距螺旋槽的四轴数控加工方法
(一)加工环境设置。UG加工环境是指我们进入UG的制造模块后进行编程作业的软件环境。UG 的CAM功能可以为数控铣、数控车、数控电火花线切削机编制加工程序,其中数控铣削模块中又分为平面铣、型腔铣和固定轴曲面轮廓铣等不同的加工类型。针对变螺距螺旋槽的几何形状特点,其中的可变轮廓曲面铣即是UG针对于变螺距螺旋槽的几何形状特点而设置的加工环境模块。针对此图中于较深的变螺距螺旋槽形状,UG可变轮廓铣削可以使用多个深度设置方法进行分层铣削,便于编程者合理设置切削参数。
图3 ?可变轴曲面轮廓铣
(二)坐标系设定。在确定了加工对象后UG可以让我们很方便地选择工件坐标系,此时需要注意安全设置选项中的安全距离设置;如图4和图5所示,如果参考CSYS坐标系不合理,可以通过旋转坐标选择正确的坐标系。我们选择起始圈螺距的起始点作为编程原点,同时选择好驱动面后注意切削方向和材料方向。
图4 ?加工坐标系设定
图 5 ?加工坐标系设定
三、程序编制过程:
(一)加工参数的设置。操作参数的设定是UG CAM编程中最主要的工作内容,在对话框中需设定加工几何对象、切削参数、控制选项等参数,还有一些选项需要通过二级对话框进行参数的设置。具体有以下几方面:
1、加工对象的定义:选择加工几何体、检查几何体、毛坯几何体、边界几何体、区域几何体、底面几何体等。
2、加工参数的设置:包括走刀方式的设定,切削行距、切深的设置,加工余量的设置,进退刀方式设置等。
3、工艺参数设置:包括角控制、避让控制、机床控制、进给率设定等。
图 6 ?切削步进参数设置
变螺距螺旋槽加工中进给和速度参数设置如下:
图7 ?非切削移动参数设定
选择侧曲面作为应用驱动几何体,指定驱动几何体,选择变螺距螺旋槽侧壁轴面圆柱面为限制面,指定切削区域,加工起点和终点如下图设置:
图 8 ?曲面加工起点设定
加工投影矢量设置为“刀轴”, 刀轴设置为“远离直线” 点击编辑参数→点和矢量,见下图:
图 9 ?刀轴控制设定
(二)加工刀路的生成。经过这些设置后,生成刀轨如下图:
图10 ?刀路轨迹
(三)另一侧面的变螺距螺旋壁曲面加工。通过UG/WAVE模块的曲面复制方法,复制修改驱动几何体。如图11和图12:
图11 ?UG/WAVE模块的曲面复制
图 12 ?另一侧变螺距螺旋壁
再生成另一侧的刀轨,如图12通过“后处理”命令,选择与机床相应的处理器,即可生成G代码。使用四轴加工,通过工作台A轴的旋转,刀路可以顺利生成。
图13 ?另一侧变螺距螺旋壁
四、后处理及四轴加工程序生成
四轴机床比三轴机床多了旋转轴,因此四轴机床的加工坐标系是四维坐标系。产生四轴加工程序需要使用UG/Post
Builder为四轴机床建造一个后处理,在完成了机床的控制系统种类选择后,根据变螺距螺旋槽加工需要分析机床结构,变螺距螺旋槽建模成型时的旋转轴为Y轴,其旋转平面为ZX平面;在如图14和15页面中,设定第四轴选择平面设为ZX,转轴字头按照机床系统设为A,公差为0.001,最小旋转角度为0.001,最大角度进给为1500,转轴方向为Normal-符合左手定则,转轴行程限制可设为-9999-9999;其余参数保持原有的三轴加工机床默认值,不作修改。
(一)UG/CAM 后置处理原理图
(二)UG/CAM作后置处理的方法。(1)在 Manufacturing
Operation Manager里 通过 Export生成 ?CLSF 文件。(2)Tool
Box CLSF ?进入 ?CSLF Manager。(3)选 Postprocess ?进入数控后处理菜单 NC Postprocessing。(4)指定机床数据文件 MDFA
Specify。(5)设置 ?NC Output ? 成为 ? File 。(6)指定 输出的NC文件名 ? Output ?File。(7)Postprocess后处理,生成 NC 代码 ?*.
Ptp 文件。
(三)设置与四轴机床数据匹配的MDFA文件
图14 ?建立四轴后处理
图15 ?机床第四轴参数
至此四轴机床的后处理参数设定已经基本完成,保存并使用这个后处理,那么生成的NC程序只需修该程序头的格式就可以在机床上使用了。因此,充分地利用好UG软件的可变轮廓铣削方法可以快捷地加工变螺距螺旋槽,迅速准确完成变距螺旋槽零件的加工。
五、结束语
本文通过利用UG软件对变螺距螺旋槽的建模,运用仿真加工,结合四轴机床的后处理参数完成加工。在实际应用中,可以缩减程序编制与调试的时间,降低生产成本,还可以节省加工设备和现实资源的消耗,对企业有较好的借鉴意义。
参考文献:
[1]王秋鹏;UG技术在数控编程中的运用[J];电子设计工程;2012年20期
[2] 王国庆;UG NX7.5在数控加工中的实例应用[J];信息技术与信息化;2012年04期
[3] 邢晓红;基于UG的数控实验教学研究[J];硅谷;2009年22期
