徐铭华 胡明

[摘? ? ? ? ? ?要]? 结合高职院校的特点进行了针对以往实验教学内容、环节体系的一系列改革。增设学生基本操作、专业技术应用教学环节,提高学生动手能力与专业技能。实训教学是为企业的生产、建设、管理、服务一线培养需要的高技能应用性专门人才而设定的教学科目。以螺纹加工的项目教学法来提高学生的思考和实践动手能力。
[关? ? 键? ?词]? 数控加工中心;螺纹加工;单刃螺纹刀;刚性攻丝;柔性攻丝
[中图分类号]? TG659? ? ?? ? ?[文献标志码]? A? ? ? ? ? [文章编号]? 2096-0603(2019)12-0160-02
在机械产品中,螺纹联接设计非常广泛。所以在机械加工中,对螺纹进行高效地加工是非常有必要的。在传统加工中对于有些箱体类、大型零件的内螺纹进行加工时,大多选择铣床或是镗床上将螺纹孔在钻床上加工出来,之后采用顶尖顶住攻锥中心孔,然后手动进给。在这些传统的加工方法中,存在一些不可避免的劣势,主要是过大的切削力和扭矩,不能保证尺寸精度、形位精度及粗糙度要求,且生产效率低下等。近年来,随着不断发展和改良的数控技术、刀具制造工艺手段,即便铣削螺纹的工艺出现有一段时间了,但有些遗憾的是目前受到各种条件制约还没有普及开来。例如,下图中有5个螺纹中,图中M36X1.5就是非常典型的适合使用单刃螺纹铣刀的方式来加工的螺纹。
一、工艺分析
上图中M36X1.5螺纹是非标准在数控铣或是加工中心上可以使用螺旋铣削的方式加工,4-M8螺纹加工采用丝锥攻螺纹方式。该课题主要是让学生掌握宏程序加工椭圆和螺纹加工方法,本文主要讲解螺纹加工,不对椭圆的宏程序和钻孔加工进行讲解。
课题中,螺纹攻丝可以分为柔性和刚性攻丝,编程时有每转进给编程和每分钟编程方式,在教学过程中为了让学生全面掌握攻丝(G84)命令,本文采用4种不同的编程方式。
二、工藝安排
1.先将80X80材料在机用平口钳装夹紧;
2.将椭圆用宏程序加坐标系旋转编程方式加工出;
3.将M36X1.5螺纹底孔加工成Φ34.6;
4.铣出M36x1.5螺纹铣出;
5.用Φ6.8钻头将M8底孔钻通;
6.用M8丝锥把4-M8螺纹攻出;
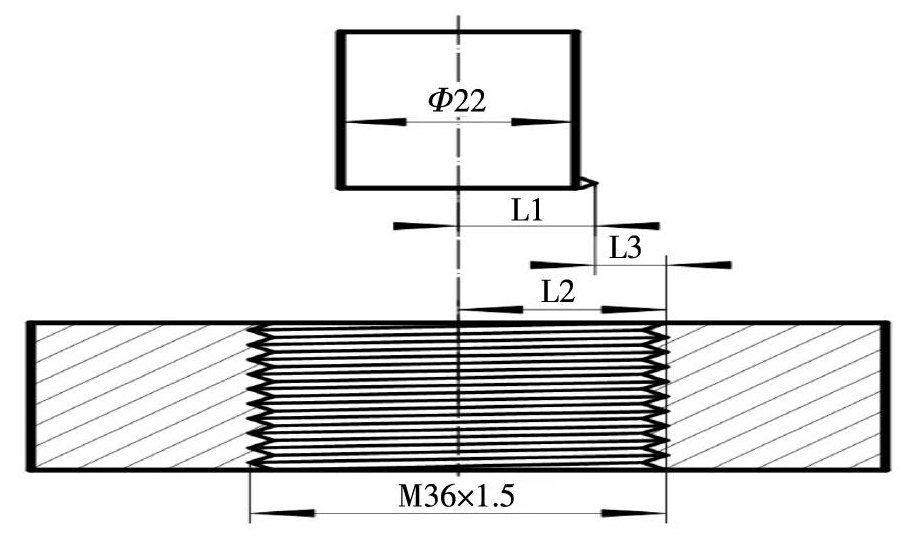
三、相关计算
螺纹牙尖半径:L1=13.75
螺纹牙公称半径:L2=18
刀尖到牙尖的距离:L3=18-13.75=4.25
本程序将坐标原点放置在工件中心表面处。
现在将M36x1.5螺纹加工程序编写如下:
O0001;? ? ? ? ? ? (主程序名)
G54G90 G80G40G69G00X0Y0;(程序初始化,取消固定循环、刀具半径补偿等)
M06T1; 调用1号螺纹铣刀(1号刀具为Φ22mm的螺纹铣刀)
M19S100;主轴准停功能,避免乱牙
G00G43Z50H01; 快速定位到Z50位置
M03S3000; 主轴正转,每分钟3000转
G00Z50;快速移动点定位,建议大于2倍螺距
N100 G01G01X-4.25F200;? ?定位到螺纹加工目标点(尺寸计算在程序后列出)
M98P1000L19;调用子程序 O1000,次数 19次,(加工螺纹)
G90G01X0Y0F50;退刀到中心位置
G01Z5; 抬刀离开工件表面5mm位置处
G0Z150;抬刀到安全位置处,便于测量和螺纹配合测试
M05; 主轴停止
M30;程序结束并返回程序头
O1000;?(子程序名)
G91G02Y0Z-1.5Ⅰ4.25F500;? 增量模式螺旋线加工,螺距 P=1.5mm ;Ⅰ4.25需和主程序中N100段中G01X的数值相同,符号相反
M99; 返回主程序
使用G84攻螺纹命令程序编写如下:
O0002;(程序名)
G54G80G49G40 G90 G00 X0 Y00 程序初始化,取消固定循环、刀具半径补偿等
M06 T2;换成2#刀具,M8柔性攻丝器
G43 G00 Z50 H02; 快速定位到初始平面50mm处
M03 S100 ;主轴正转,每分钟100转
G84G94G99X37.5 Y37.5Z35 R5 F125; 每分钟进给模式攻1#螺纹孔
(F值=转数X螺距)
G84G95G99X37.5 Y-37.5Z-35 R5 F1.25;? 每转进给模式攻2#螺纹孔 (F值=螺距)
G80; 循环结束
M05; 主轴停止
M06 T3; 换成3#刀具,M8丝锥刀具(刚性夹持)
G43 G00 Z50 H03; 快速定位到初始平面处
M29S200;刚性攻丝模式,避免底部反转时折断丝锥
G99G95 G84X-37.5 Y-37.5Z-35 R5 F1.25;? 每转进给模式攻3#螺纹孔
G99G94 G84X-37.5 Y37.5Z-35 R5 F250; 每分钟进给模式攻4#螺纹孔
G80; 循环结束
G43H0G00Z100; Z轴抬刀到安全位置
M05;主轴停止
M30;程序结束并返回程序头
以上程序都在FANUC OI-MD加工中心试运行过。
单刃螺纹铣刀既可以铣削左旋螺纹又可以铣削右旋螺纹,既可以铣削内旋螺纹又可以铣削外螺纹,同时不受螺距和螺纹规格的影响,它可以是专用螺纹铣刀,也可以用数控车通用螺纹刀杆装在铣刀刀套上使用。数控螺纹铣削加工是建立在螺旋式下刀方法基础上的加工方式。铣螺纹的原理为:螺纹铣刀在XY平面内每铣削一周,刀具在Z轴方向上运动一个导程(单线时为一个螺距)。螺纹铣削程序编写的实质就是将一个导程的螺旋线编成一个子程序,通过子程序调用或是宏程序反复调用该螺旋线子程序进行加工,可完成整个螺纹的铣削加工。
四、结束语
我国是机械制造大国,但还不是机械制造的强国,技术人才还很欠缺。在高职院校中培养人才是根本任务,教学工作是中心工作,教学改革是各项改革的核心,提高质量是永恒的主题。我院近年来不断地加强和企业的沟通来完善人才培养方案,提高教学质量。项目模块化教学法就是我院推行的实训教学改革方案重点,把企业中经常遇到的问题带到实训教学中来解决。这样培养出来的学生在进入企业后很快就能胜任技术岗位。
参考文献:
[1]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2008-01.
[2]韩鸿鸾.数控铣削工艺与编程一体化教程[M].北京:高等教育出版社,2009-03.
编辑 李 静
- 微课在小学数学高年级教学中的运用
- 双PE教学模式在小学信息技术课中的运用
- 翻转课堂构建小学数学教学新模式
- 借助信息技术,拓宽教学维度
- 幼儿教育中多媒体技术应用的思考与实践
- 微课资源在小学语文作文教学中的应用
- 信息技术与网络资源在小学数学中的整合
- 融合教育背景下聋生语文综合实践活动研究
- AR/VR在小学数学图形与几何教学中的运用
- 儿童朴素理论下的幼儿探究式科学教育
- 巧用信息技术工具 助力语文学业评价
- 幼儿园STEAM教育的活动设计研究
- 思维导图在小学数学高年级教学中的应用
- 小学语文教学与信息技术的有效结合探析
- 巧用信息技术工具 助力语文学业评价
- 核心素养视角的中小学美术校本课程的开发
- 多项并举,提升幼儿户外体育游戏实效
- 信息化背景下的小学课外体育锻炼远程教学
- 引领审美导向 沉浸音乐世界
- 创新性思维教学在小学音乐教育中的应用
- 关注体育阅读,促进学生发展
- 农村小学英语绘本教学的运用和策略研究
- 英文绘本的选择及在小学英语阅读中的运用
- 思维导图在小学英语教学中的有效运用
- 新课改下小学英语阅读有效教学的实践探索
- unsynchronized
- unsyncopated
- unsyndicated
- unsynonymous
- unsynonymously
- unsynthetic
- unsynthetically
- unsyringed
- unsystematic
- unsystematically
- unsystematic risk
- unsystematicrisk
- unsystematized
- untabled
- untabulable
- untabulated
- untaciturn
- untaciturnly
- untactful
- untactfully
- untactical
- untactically
- untagged
- untailed
- untainting
- 与众不同的高妙言论
- 与众不同,有其自身的优点、特色或长处
- 与众不同,独创一格
- 与众不同,自成一家
- 与众不向
- 与众不群
- 与众人的说法或意见相同
- 与会
- 与佛教有关的事物
- 与佛教有缘分
- 与佛门的缘分
- 与你何干
- 与你无关
- 与你有何相干
- 与你说不清
- 与俗沉浮
- 与俗浮沉
- 与兮于乎
- 与共
- 与其
- 与其功亏一篑,不若多备于先
- 与其受人怜悯,不如被人妒忌
- 与其吃巴依的抓饭,不如喝自己的稀粥
- 与其喊破嗓子,不如做出样子
- 与其巧持于末,孰若拙戒于初