段 斌
蜗杆的车削因切削力大、易“扎刀”等原因而难度较大,生产效率低。强力车削蜗杆的方法主要适用于加工模数m=8以下的蜗杆。下面以加工模数m=6,头数z=1,工件材料为45#钢的蜗杆为例,介绍强力车削蜗杆的主要特点。
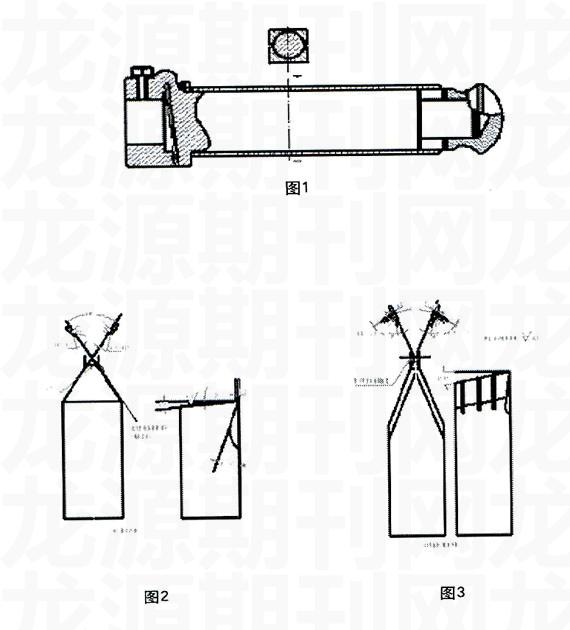
一、改革一般的强性刀为强力车蜗杆弹性刀(下图)
1刀块材料
高速钢(W18Cr4V);刀杆材料:除弹簧套为50CrV钢外,其余均为45#钢(刀杆需经热处理,HRC38~42)。
2刀杆可以转动
在粗车时,如用一般的“死刀杆”,由于工件导程角的关系,需把刀块一侧刃的后角磨得较大,使刀头强度减小,不能进行强力切削。而采用图1所示可转动角度的刀杆,在车削时,就能根据工件导程角的大小,把刀杆转动过这个角度。这时刀块只要磨成和一般车刀相同的后角即可,不需要磨成大前角,保持了刀尖强度,有利于强力切削。
3增大刀杆开槽处的刚性
刀杆上镶有俩个弹簧套,一般弹性刀,只有一个弹簧套,弹性小,不适应强力切削;同时由于它的开槽处弹度较低,在较大的轴向切削力影响下,会发生扭转变形,使所车蜗杆的轴向齿轮角发生变化和螺距产生。
误差,降低加工精度。而现在采用的刀杆,有二个弹簧套(都和刀杆的相应孔紧配),大大提高了刀杆的弹性,同时由于装在开槽处下端的弹簧套兼起防扭作用,增大了刀杆开槽处的刚性。
4刀具角度
粗车刀块(图2)的前角10°~20°,使刀具既锋利又强固:两侧刃后角为10°~12°,减少刀具后面和工件的摩擦,并使刀刃容易“切”入工件:顶苒宽度比所要求的齿根槽宽约1毫米,呈圆弧形,其后角为2°~3°,使刀尖强固,散热条件改善和减少振动。半精车刀块和精车刀块相同(图3),两侧刃均磨有25°左右前角,减少切屑变形,降低切削力,提高加工精度;两侧刃后角为10°左右。同时,在后面上均磨有若干条小槽,减少刀具后角的研磨面积:顶刃后角为8°~10°,顶刃的宽度即蜗杆的齿根槽宽。
二、确定合理的加工步骤和切削用量
1粗车
工件转速n=95r/min。车削时,使用粗车刀块,并需将刀杆转过一个等于蜗杆导程角的角度,车削方法主要是左右切削法,先由中拖板进刀,吃刀深度为2~2.5mm,然后由小拖板沿固定方向(向左或向右)“赶刀”(即够动小拖板进刀),每次小拖板“赶刀量”为2mm,这样当车削蜗杆齿顶宽双面留有0.8mm条余量时(模数m=6的蜗杆。齿顶宽为5.06mm,此时的齿顶宽即应为5.86mm左右),需把小拖板沿“赶刀”的相反方向退回一些。而后由中拖板再作一次进刀,吃刀深度仍为2~2.5mm;接着又由小拖板作与上次方向相反的“赶刀”,仍为2mm左右,如此反复进行。
2、半精车
工件转速n=95r/min,车削时,使用半精车刀块,刀杆仍需保持粗车时的转动角度。车削方法是先由小拖板作左右“赶刀”,修整齿形的两侧面,然后由中拖板进刀进行半精车,每次的吃刀深度要减小些。当蜗杆齿顶宽双面留0.15~0.30mm余量,根据留0.05~0.10mm余量时,半精车即结束。
3、精车
工件转速n=95r/min。车削时,使用精车刀块,刀杆不能转动角度(否则要影响蜗杆齿形的精度)。所用的车削方法为直进行切削法,既由精车刀块的三个刀刃同时进行切削,中拖板的每次吃刀深度为0.05mm左右,直至车到要求尺寸为止。
(作者单位:河南省洛阳高级技工学校)
- 穿蓝丝绒的女人
- 相亲
- 打劫
- 国家艺术基金项目独幕剧《菩提青蛇》导演构思
- 艾德里安娜·肯尼迪戏剧中的私刑历史叙事
- 浅析打击乐和音乐撼人心灵的艺术感染力
- 广西壮族三月三民俗活动侧记
- 新时期做好群众文化工作的几点思考
- 《野性的呼唤》中巴克的多重性格刍议
- 国内手绘地图市场的现状与前景
- 艺术能提高人的精神境界
- 阆中手工打结丝毯技艺的传承人保护探议
- 当前有关民族民间美术文化进入大学美术教育的几点思考
- 朝鲜族传统服饰的基本特征研究
- 袁宏道与汤显祖文学观的相互影响
- 新形势下群众文化的建设与发展探讨
- 非物质文化遗产“活态”传承的价值与途径研究
- 传统编织工艺的时尚创新设计探究
- 从辽西秧歌看东北地域旅游文化发展
- 论融媒体时代主持人角色的必要突破
- 纪实类医疗电视真人秀的传播价值分析
- 加强电视主持人“特质”的培育
- 关于当代大学生亲属意识的调查研究
- 浅析中国类型化广播的发展
- 论丁鹤年的赠答诗
- missioned
- missioning
- missionist
- missions
- mission statement
- mission statement
- missionstatement
- mission-statements'
- mission statements
- missort
- mis-sorted
- missorted
- mis-sorting
- missorting
- missorts
- miss-out
- miss out
- miss-out-on
- miss out on
- miss out (on sth)
- misspace
- mis-spaced
- misspaced
- miss-paces
- misspaces
- 杂史
- 杂合
- 杂合菜
- 杂合面儿
- 杂味
- 杂和菜
- 杂品
- 杂嗽
- 杂嘴子
- 杂器
- 杂坐
- 杂坛
- 杂处
- 杂奴
- 杂字
- 杂学
- 杂学傍收
- 杂学旁收
- 杂宗日的
- 杂定
- 杂宝
- 杂家
- 杂宾
- 杂小鱼
- 杂尖