张 立
“广数”TA980T只有一个设定坐标系代码G50,在教学生产中若某个长度很短的零件需要多把车刀加工(如下图),为减少装夹次数,要求一次装夹加工3~4件,笔者在成功实践的基础上提出以下程序以供参考。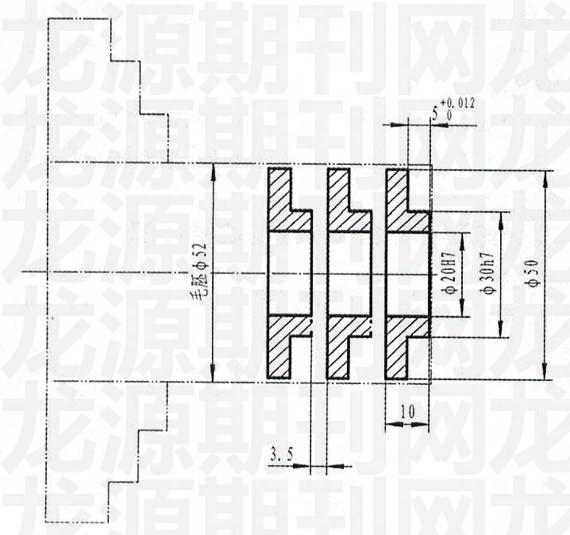
一、加工零件的加工工艺分析
T0101:车右端面(0.5毫米)后,车Φ30h7及Φ 50外圆。
T0303:加工20H7 孔并倒毛刺。
T0404:3毫米切断刀切断。
换T0100(基准刀)Z方向平移13.5毫米。
重复1~4步加工第二件。
二、加工程序如下
1. 主程序
O1
T0100(基准刀)
G0 X100 Z100
M03 S400
M98 P01002 (调用子程序加工第一件)
G0W-13.5
M98 P01002 (调用子程序加工第二件)
G0W-13.5
M98 P01002 (调用子程序加工第三件)
G0W40.5(3倍13.5毫米返回)
M05
M30
2. 子程序
O2
G50 X100 Z100
T0101(非基准刀)
M03 S450 G99
G0 X57 Z2
G92 X19 Z0 F0.15(车端面)
G90 X51Z-14 F0.25
X50S800F0.08 (车Φ50外圆)
X46Z-5S450 F0.25
X42
X38
X32
X30S800F0.08(车Φ30H7外圆)
G0 X100 Z100
T0303(通孔镗刀)
M03 S500 G99 F0.08
G0 X18 Z2
G90 X20 Z-11(镗Φ20H7孔)
G0 X100 Z100
T0404 (3毫米切断刀切断)
M03 S400 G99 F0.15
G0 X52 Z-13.5
G1 X19
G0 X100 Z100
T0100 (基准刀)
G0 X100 Z100
M99
三、对本程序技巧及特点论述
1. G50是在“广数”和“FANUC”的坐标系设定代码
在“广数”采用的G50试切对刀中,X__Z__ 代表到编程零点的距离,只要方便测量该距离,在何处对刀都可。
本程序技巧之一:把G50设定坐标系编在子程序中,每次G50设定后,坐标系前进一个13.5毫米,所有刀具都跟着向前移动。
2. 一号刀T01带不同刀补时意义不同
T0100后的G0 X100 Z100是要在T0404的X100 Z100上产生运动的,而同样的T01刀在T0101带上01号刀补,用于加工时可以对工件尺寸进行补偿。
本程序技巧之二:子程序中的最后T0100;G0 X100 Z100;确保程序的基准刀有到上一个起始的状态。
3. 本程序特点
调用子程序减少了程序的长度,同时主程序中相对坐标和绝对坐标混合使用,减少编程中的错误。
- 高考英语测试对高中英语教师的反拨效应研究
- 浅谈初中英语课堂教学中的小组互动
- 中职英语教育中的文化素养培育策略分析
- 基于ESP理论的工科院校的大学英语教学改革
- 项目教学法及合作学习模式在商务英语阅读课中的运用及创新
- 浅谈如何激发甘南藏区中职生的英语学习兴趣
- 初中英语词汇“滚雪球”式学习法应用策略探究
- 翻转课堂模式在高职院校英语教学中的应用研究
- 基于分层教学法的初中英语教学探索
- 核心素养视域下的初中英语以读促写教学策略研究
- 小学生英语学习兴趣提升的行动研究
- 参与式教学在大学英语教学中的平衡使用分析
- 高中英语阅读教学中的词汇教学探究
- 浅谈初中英语教学中人文素养的渗透
- 初中英语学习兴趣培养路径探析之我见
- 大学英语教学中对网络学习资源的开发运用
- 初中英语阅读教学中的问题及策略
- 高中英语课堂中渗透中国传统文化的课例分析
- 翻转课堂在初中英语教学中的应用探究
- “自主+探究”下的PDC教学在英语课堂中的应用
- 例谈基于核心素养下的美术拓展教育之创意实践
- 初中体育教学中如何促进学生的个性发展
- 高中田径娱乐化教学内容与方法的体系构建
- 浅谈新课改下初中美术鉴赏教学的问题及对策
- 高专院校舞蹈教学中师生互动模式的研究和运用
- well-woven
- well-written
- well-yoked
- well²
- well³
- well¹
- well⁴
- well⁵
- welsh
- welshed
- welsher
- welshers
- welshes
- welshing
- welshness
- welter
- weltered
- weltering
- welters
- we may as well
- we-ness
- '-went
- went
- went ahead
- went along
- 传置
- 传考
- 传胪
- 传致胶
- 传舌
- 传舍
- 传舍,旅舍
- 传舍,驿站
- 传舍,驿馆
- 传艳魄于罗浮,唯沾醉腻
- 传艺
- 传芭
- 传花
- 传芳
- 传芳播美
- 传薪
- 传蜡
- 传衣
- 传衣带
- 传衣钵
- 传袭
- 传见
- 传观
- 传觞
- 传觞递盏