杜全斌 路全彬 秦磊
摘 要:本研究采用TIG焊接工艺对冷作硬化态5052薄板铝合金进行焊接,研究热输入对焊接接头力学性能的影响。结果表明:采用TIG焊接5052铝合金时,热影响区出现软化区,软化区原母材变形组织被再结晶组织取代,硬度降低,变形强化效果消失。热输入不同,软化区软化及强度损失程度不同,小热输入(小于13 kJ·cm-1)焊接,焊缝成形不良,出现未熔合缺陷;中等热输入(13~17 kJ·cm-1)焊接,焊缝成形良好,母材软化区硬度损失相对较小;过大热输入(大于17 kJ·cm-1)焊接,母材软化区硬度损失严重。
关键词:铝合金;焊接接头;热输入;力学性能
中图分类号:TG441.8 ? ? ? ?文献标识码:A开放科学(资源服务)标识码
doi:10.14031/j.cnki.njwx.2020.01.011Open Science Identity(OSID)
铝合金常规熔焊接头在不同热循环的作用下,硬度、强度等力学性能会随之发生相应的变化,特别是热影响区受焊接温度场梯度的影响,各点经历的热循环不同,该区域力学性能的不均匀性更为严重和复杂,成为研究者关注的热点[1-3]。由此,造成铝合金焊接存在以下难点:铝合金焊接接头软化严重,强度系数低;铝合金线膨胀系数大,易产生焊接变形;铝合金热导率大,需要大的热输入等[4-6]。对于冷作硬化非热处理强化铝合金,焊接时温度超过300 ℃以上的热影响区产生再结晶现象,发生软化,强度系数降低,造成焊接接头强度降低,失去冷作硬化效果,且不能经过热处理手段使强度恢复,故一定程度上限制了铝合金在焊接结构上的广泛使用[7-10]。
本研究選用冷作硬化状态的5052H32铝合金作为研究对象,重点考察了不同热输入下3 mm厚薄板铝合金焊接接头软化情况和强度损失程度,通过确定焊接热输入的范围,尽量降低焊接接头软化程度并减少强度的损失。
1 试验材料与方法
试验选用母材为H32态5052铝合金,试板尺寸300 mm×150 mm×3 mm,焊丝选用ER5356,直径1.6 mm,母材与焊丝的化学成分见表1。采用手工填丝TIG焊,焊接试样采用V型坡口对接,坡口角度为60°,焊前对试板表面进行严格清理,焊接热输入如表2所示。
焊接接头的拉伸试样按照GB/T 2651-2008进行。按照GB/T 27552-2011的规定,采用华银HV-1000A型显微硬度计测量焊接接头的显微硬度,加载力0.03 N,加载时间10 s。采用ZEISS Axio Scope A1金相显微镜对焊接接头显微组织进行观察,采用JSM-7500F场发射扫描电镜对焊接接头拉伸断口进行观察。
2 试验结果及讨论
2.1 热输入对焊缝成形的影响
为确定合适的焊接热输入,首先应确保施焊条件下,焊缝成形良好,无焊缝成形缺陷。在一定的条件下,焊接热输入对焊缝成形产生影响,如图1所示,不同的焊接热输入焊缝成形不同。焊接热输入小于13 kJ·cm-1时2号试样(图1a),焊缝高低不平、宽窄不一,成形不美观,通过对背面的观察,发现焊缝背面有部分未熔合。当焊接热输入大于17 kJ·cm-1时6号试样(图1c),焊缝熔宽过大,尺寸不符合要求,存在咬边等焊接缺陷。对于中等热输入量13~17 kJ·cm-1的5号试样(图1b),焊缝成形美观,焊缝尺寸合格,无咬边、未熔合等缺陷。
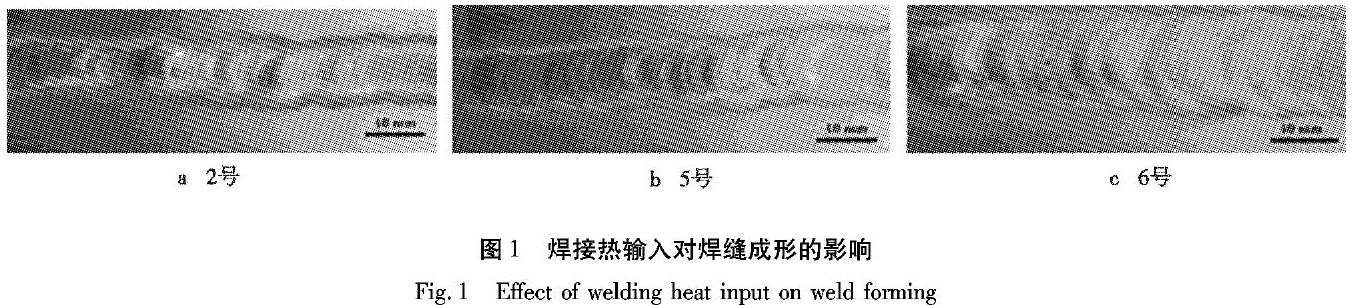
2.2 热输入对焊接接头软化程度的影响
焊接接头显微硬度的变化,可反映焊接接头软化程度。为考察不同热输入下,焊接接头软化的情况,测量不同热输入的焊接接头的显微硬度。接头硬度相对焊缝中心的变化曲线如图2所示。由图2可知,在距离焊缝中心6~16 mm区域,3~8号试样硬度值明显较低,即此焊接热影响区(HAZ)硬度明显低于母材和焊缝区硬度,该区软化现象十分明显,称为软化区。仔细观察发现,即使在很小的热输入下,焊接接头仍存在软化区,如图2中3号试样。因此,采用TIG焊接冷作硬化的5052铝合金时,热影响区的软化是较难避免的。进一步观察可知,随着热输入的增加软化区宽度为呈逐渐增加的趋势,但各试样软化区的平均硬度差别不大,平均硬度为54 HV0.3,约为母材硬度的84 %。
2.3 分析与讨论
图3为焊接接头热影响区显微组织,热输入不同的2~8号试样,热影响区组织存在差异。当热输入小于13 kJ·cm-1时,见图3a 2号试样,接头出现未熔合缺陷。热输入大于13 kJ·cm-1的3~8号试样,热影响区分为靠近熔合区的固溶区和再结晶区,热输入不同再结晶区的宽度和晶粒组织也不同。焊接时由于母材在热循环条件下,不同部位受到的热影响不同,故其组织也不同。热输入为13~17 kJ·cm-1范围的3~5号试样再结晶区晶粒细化(如图3c、d),晶粒为等轴晶,大小均匀;大于17 kJ·cm-1的6~8号试样,再结晶区晶粒部分粗化(如图3e)。
结合硬度结果表明,冷作硬化状态的5052铝合金TIG焊接时,由于焊接热输入的影响,在焊接热影响区存在再结晶软化区,软化区变形晶粒消失,形成新的再结晶晶粒,热输入为13~17 kJ·cm-1(3~5号)时,软化区再结晶晶粒细小,硬度降低,强度低于母材。当热输入过大时(大于17 kJ·cm-1的6~8号),软化区晶粒部分粗化,故强度低于5号试样。对于非热处理强化的5052铝合金来说,由于焊接热输入的作用,造成母材热影响区出现软化区,母材变形强化效果消失。这说明热输入不同,软化区强化效果消失程度不同。
5052铝合金TIG焊接热影响区软化、强度降低的主要原因是热影响区的母材发生再结晶,变形组织消失,出现新的再结晶组织。
3 结论
采用TIG焊接冷作硬化態5052铝合金时,热影响存在软化区,造成原硬化、强化效果消失,导致强度、硬度降低。当热输入小于13 kJ·cm-1时,焊缝成形不良,出现未熔合缺陷;当热输入为13~17 kJ·cm-1时,焊缝成形良好,母材硬度、强度损失相对较小;继续增大热输入(大于17 kJ·cm-1),母材硬度、强度损失严重。
参考文献:
[1]李慧中, 张新明, 陈明安, 等. 2519铝合金焊接接头的组织与性能[J]. 中国有色金属学报, 2004, 14(6): 956-960.
[2]彭云, 徐良红, 田志凌, 等. 焊接热输入对高强铝合金接头组织和性能的影响[J]. 焊接学报, 2008, 29(2): 17-21.
[3]Norman A F, Drazhner V, Prangnell P B. Effect of welding parameters on the solidification microstructure of autogenous TIG welds in an Al-Cu-Mg-Mn alloy[ J]. Materials Science and Engineering A, 1999, 259(1):53-64.
[4]周万盛, 姚君山. 铝及铝合金焊接[M]. 北京:机械工业出版社, 2006.1.
[5]Ma T, Ouden G. Softening behaviour of Al–Zn–Mg alloys due to welding[J]. Materials Science and Engineering A, 1999, 266(1-2): 198-204.
[6]许飞, 巩水利, 陈俐, 等. 热输入对5A06铝合金激光填丝穿透焊的影响[J]. 焊接, 2009(11): 40-43.
[7]吴志生, 靳鹏飞, 高珊, 等. 铝合金焊接接头的软化及改善措施[J]. 焊接技术, 2010, 39(1): 1-3.
[8]Huang C, Kou S. Partially melted zone in aluminum welds: solute segregation and mechanical behavior[J]. Welding Journal, 2001, 80(1): 9-17.
[9]王元良, 屈金山, 晏传鹏, 等. 铝合金焊接性能及焊接接头性能[J].中国有色金属学报, 1997, 7(1):69-74.
[10]Hadadzadeh A, Ghaznavi M M, Kokabi A H. The effect of gas tungsten arc welding and pulsed-gas tungsten arc welding processes parameter on the heat affected zone-softening behavior of strain-hardened Al-6.7Mg alloy[J]. Materials & design, 2014, 55(3): 335-342.
- 高中语文整本书阅读指导任务与策略分析
- 传记类整本书阅读教学内容与策略
- 分析课外阅读在小学语文作文教学中的重要性
- 孔门教育叙事研究
- 小学语文课内外阅读整合的有效策略
- 语文教学中“跨媒介阅读与交流”理念的融合创新研究
- 浅谈课外阅读在小学语文教学中的作用
- 探究当下畅销小说整本书阅读的教学策略
- 课外阅读在小学语文教学中的重要性
- 小学整本书阅读教学研究综述
- 饮湖上初晴后雨二首·其二
- 课外阅读的秘密
- 试论如何有效提升小学语文课堂教学的有效性
- 融经典文化精髓,筑多元教学舞台
- 运用恰当的说明方法介绍事物
- 传统文化在文言文教学中的渗透
- 小学语文小组合作学习过程中的问题及建议探析
- 语文阅读教学有效提问存在问题及成因
- 语文教学中学生文学素养提升措施
- 小学语文教学中识字写字教学有效性的思考
- 玩转思维导图,提升语文素养
- 小学语文教学中渗透中华优良传统文化浅谈
- 浅析合作学习在小学语文导学案教学模式中运用
- 小学语文教育中学生人文素养的培养
- 初中语文教学中的读写结合方式略谈
- sagginesses
- sagging
- saggy
- sagittarian
- sagittarii
- sagittarius
- sagittariuses
- sago
- sagos
- sags
- said
- saids
- said²
- said¹
- sail
- sailable
- sailboard
- sailboarder
- sailboarders
- sailboarding
- sailboardings
- pillar-box
- pillar box
- pillar boxes
- pillaring
- 阿伽
- 阿伽门农
- 阿佛洛狄忒
- 阿侄
- 阿侬
- 阿侯
- 阿保
- 阿保之功
- 阿保之劳
- 阿倍仲麻吕
- 阿倚
- 阿借
- 阿傅
- 阿克梅派
- 阿克苏姆王国
- 阿克苏市
- 阿克萨清真寺
- 阿党
- 阿公
- 阿公吃黄连——苦爷
- 阿公太父
- 阿兰若
- 阿其所好
- 阿兹特克帝国
- 阿凡提