曹琳 刘克睿 张磊
摘 要:本文采用数控设备,通过应用数控编程,重新设计适合加工刀具和工装,不断改进优化加工参数,对大型薄壁易变形机匣进行数控加工,初步探索出较为理想的数控加工工艺,降低操作工人加工难度,提高加工大型薄壁机匣的普遍性,为大型薄壁易变形机匣数控加工,探索出一条新的出路,极大地提高了生产效率和产品质量。
关键词:大型薄壁机匣;数控加工 ;成形刀具 ;提高产品质量
中图分类号:TH161 文献标识码:A
1引言
航空发动机压气机机匣承力环为钛合金材料,最大直径为1184mm,壁厚为2.0mm,是大型薄壁易变形零件。外圆表面槽结构尺寸直径方向深(单边50mm),没有适合数控加工的成形刀具。在数控设备加工过程中,机匣实时变形大,车削型面长,让刀现象非常严重,导致同一部位出现锥度加工表面,进一步加重了同一处壁厚尺寸两工序加工所导致的壁厚不均现象。反复车修,不仅加工难度大,同时加工效率较低。
2 工艺方法研究
2.1半精加工工序的研究
半精加工普通设备加工工艺预留给精车加工的余量为3mm。数控加工加工余量大会增加加工时间,降低数控机床的实际切削率。所以,在不影响材料变形的基础上,经试验、分析、研究,将半精加工预留给精车加工的余量由3mm调至2 mm,加工余量调整后,仍需解决刀具问题,标准刀具无法加工该零件。经过仔细研究、论证和试加工,将现有刀具进行改制。
2.2精加工工序的研究
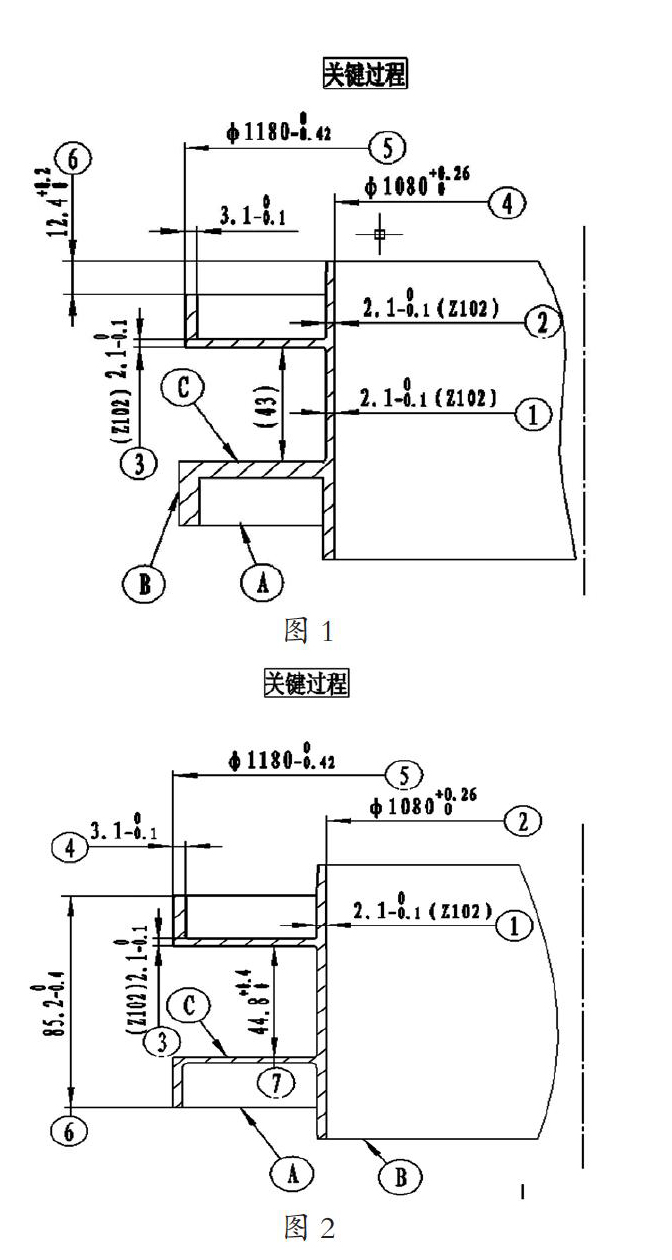
2.2.1精车一端工序(图1)
原普通设备夹紧方式C压板干涉,外圆中间槽过深,单边为50mm,现有各类型数控刀具无法加工到尺寸①下端根部区域。如果在 B 表面,预留供压紧用工艺台阶,并改磨现有标准数控刀具,使加工深度>50mm,就要将毛料尺寸增加,无疑就会增加成本,不符合降低材料消耗的宗旨。
经反复试验,采用来回倒压板的方式来进行加工,虽然能加工出合格零件,但会增加操作工人的加工难度,增加超差几率。在试验过程中,仍觉得该方法还需要进一步改进,有待在今后的加工中进一步优化。
由于零件悬臂③长度50mm过长,壁厚尺寸薄,加工时实时变形(试验时,数控加工悬臂变形水平跳动达1.8mm),让刀现象及其严重,导致尺寸③壁厚不均匀,外厚内薄,很难达到0.1公差要求。
经试验分析研究,采用了按所有型面采用改磨后的数控偏刀进行加工,摸索出合适的加工参数及合理的刀具加工轨迹,型面内外两侧循环加工至最终尺寸,最大限度的减少加工应力引起的零件变形和让刀现象。
2.2.2精车另一端工序(图2)
由于两次装夹,零件直径大,加工尺寸①出现薄厚不均,内孔处接刀痕高度不一。
经试验分析研究,采用了加工前找正零件外圆跳动至最小值,根据实际跳动值试验偏心车,利用涨紧夹具间隙。
由于零件悬臂③长度50mm过长,壁厚尺寸薄,加工时实时变形(数控加工试验,悬臂变形水平跳动达1.8mm),让刀现象及其严重,导致尺寸③壁厚不均匀,外厚内薄,保证0.1公差难度极大。
经试验分析研究,采用按所有型面采用改磨后的数控偏刀进行加工,摸索合适的加工参数及合理的刀具加工轨迹,型面内外两侧循环加工至最终尺寸,最大限度的减少加工应力引起的零件变形和让刀现象。
精车工序1、2在原普通设备加工时都有夹具,但在数控设备上均都不能使用,精车工序1的夹具,底座与机床联结孔错误,无法使用,精车工序2的胀紧夹具,由于该夹具超重,导致无法在数控机床上使用。
所以,在精车工序1加工时,采用将零件直接放在机床上试加工。加工完毕后,实测过其圆跳0.06mm,变形在0.1mm以内,零件状态比较理想。
而将零件翻过来试加工精车工序2时,当加工到剩最后的0.5mm余量时,零件内圆圆跳0.18mm,如果继续加工,零件就会超差。经反复分析研究,采用铝盘胀紧继续试加工,将铝盘车至内圆尺寸,控制在0.1mm以内,然后将零件紧紧配合装在铝盘上,直至车出最终零件。经测量,最后零件变形在0.1mm以内,为首次在数控车上加工出的合格零件。
2.2.3后期精车加工
通过初次尝试,总结出许多加工经验。我们为此,在后期试验中对加工余量进行了调整,将粗车给半精车留的余量从3mm改为2mm,将半精车给精车的余量调整为1mm。
随后继续进行后期试验,经半精车车完后,零件基本状态良好,可以进行后期精车加工。
结语
通过反复试验研究,多次调整数控程序、加工参数,最终按预定的目标,完成了该大型薄壁易变形机匣的数控加工,生产出了合格的零件,初步确定了数控程序、加工工艺参数、加工刀具和工装,已纳了入生产工艺规程,提高了零件质量和生产效率,解决了只有少数人能加工该零件的瓶颈状态。
参考文献
[1]刘保库.机匣制造技术[M].北京:科学出版社.
[2]赵太平.数控车削编程与加工技术[M].2012.
- 电力系统电能计量集抄技术分析
- 浅谈电力系统中输配电线路安全运行的问题及其措施
- 电机拖动中变频调速技术的实际应用分析
- 大容量燃煤锅炉烟气余热利用研究
- 探讨单片机的应用和发展趋势
- 富热厂锅炉燃用省内煤烟煤时安全经济性分析
- 浅析10kV配电线路供电可靠性
- 基于物联网的远程健康监护系统的设计与实现
- PLC在变压器自动化中应用分析
- 刍议电子信息的安全存储和有效利用
- 虚拟现实技术与计算机技术应用的共同发展
- CRH2型动车组网络通信技术浅述
- 基于OpenGL的地质三维可视化研究
- 地理信息系统技术在矿产资源定量评价中的应用与发展
- 基于数据融合的无线传感器网络路由协议
- 多通道气密性测试程序的编程实现
- 智能电网环境下对电网调度管理方式刍议
- 空客A320飞机加油和倒油系统浅析
- 关于对原油计量准确性的探讨
- 浅析油田油套管腐蚀与防治
- 在线监测安全评估系统在港口机械金属结构应力中的应用
- 智能化高压设备在电网中的运用
- 探索城市中压配电网络优化规划方向
- 解析电力系统配电网自动化的应用
- 关于大型机械转子—轴承系统的动力学研究
- line of work/business
- liner
- linerless
- liners
- line's
- lines
- line sb/sth up
- linesman
- linesmen
- line somebody/somethingup
- line somethingup (with something)
- line sth up
- linestretching
- line stretching
- lines up
- line-up
- line up
- line up (behind sb/sth)
- line up, line sb/sth up
- line up (for sth)
- line your (own)/sb's pockets
- line²
- line¹
- linger
- lingered
- 自由变体
- 自由变音
- 自由基
- 自由大宪章
- 自由女神像
- 自由市场
- 自由度
- 自由式摔跤
- 自由式结构
- 自由形式
- 自由思想的始祖
- 自由恋爱
- 自由意义
- 自由报刊思想
- 自由撰稿人
- 自由放任
- 自由散漫
- 自由权
- 自由民
- 自由民主党
- 自由民权运动
- 自由法国
- 自由泛滥
- 自由泳
- 自由港