陈惠珍
摘 要:机床中夹具的设计是现代设备实际生产中不可或缺的一部分,薄壁套由于其自身结构占有空间少,本身刚性差的特点,在加工时会造成一定程度的困难,因此作者设计了一种针对不同作用,不同空间类型的薄壁套夹具,一定程度上改善了其夹具易变形的问题,提高了质量的同时,且提升了工作效率。
关键词:薄壁套加工;夹具;柔性设计
中图分类号:TG75 文献标识码:A
在实际的生产中薄壁套的零件是比较难加工的,薄壁套类零件是用来支撑旋转轴及轴上零件,该类零件主要表面是内孔和外圆,因此其在加工上有一定的困难,但柔性材料一定程度上可以改善这种状况,国内外也对这种材料进行了大量的研究。由于自身因素,加工过程中因受力的作用,会产生震动及形变等问题,对薄壁套件的尺寸选择、形状的准确度及质量产生影响。尤其对零件的内孔加工影响较大,达不到标准要求,通常情况下是用扇形的软爪来夹住零件的外圆,用以增大接触面积。但这方法只对于单个、少量生产适合,满足不了大量的零件生产,还会出现夹力过紧,致使零件发生变形,进而对生产效率产生严重的影响,在很大程度上增大了生产的成本。若想提高零件的生产效率,增加经济效益,应该设计一种比较合理的夹具来生产此类零件,从源头解决此问题。
1.薄壁零件结构与加工工艺
1.1 基本结构
薄壁零件的组成一般是由其侧壁和腹板,它形状比较复杂,它的尺寸比较大而截面积相对很小,因此外观要求高,其使用要求决定结构要在符合标准的强度和刚度条件下重量要比其他零件小。它的加工过程中,难以控制的问题除了加工变形问题外还有它的切削振动问题。切削振动指的是在用车床切削时候产生的振动。振动一旦加剧,会出现振幅超过几十μm的激烈振动,通常还会伴随很大的噪声。这也给薄壁零件的制作增加了一定困难,在切削加工中,振动可能会超过100μm,此时刀具或工件会有松脱的危险,因此不能再继续进行加工。振幅在100μm以下时,虽然可以进行加工,但已加工表面会残留明显的振动划痕,是精加工表面不能允许的。因此,种种条件限制薄壁结构的精确性。
薄壁零件的整体壁板,主要是由蒙皮、筋条和凹台等部分结构组成,它具有重量相对较轻,结构比强度相对较高,并且减少了装配过程中的工程量,但它的刚性较低,因此使用过程中容易变形。梁类零件是只要应用于装载机上的受力薄壁零件,它的结构类型比较复杂,有工字型,U字型等类型,结构的复杂性决定加工的困难性,尤其是加工变形的问题。缘条,长桁类零件一般用于装载机的机身结构的受力薄壁零件。它的材质一般选用挤压型材,这样可以在一定程度上减轻切削后的变形,而且可以相应的减少误差,避免了装配应力。
薄壁零件的结构材料一般选用比强度高的铝合金材料。铝合金材料按其制作方法分为变形铝合金和铸造铝合金两类,其在加工前需要通过热处理来提高强度。
1.2 加工工艺
薄壁材料的加工工艺一般分为以下几个方面:首先,薄壁材料的选取,一般为高强度的铝合金。由于它在加工变形方面不易控制,因此它的加工精度无法通过常规的加工工艺保证,而且它的缺口比较敏感,需经过机械打磨处理。其次,薄壁零件结构切削振动会影响加工的精确性。然后薄壁材料的加工对协调精度也有一定的要求,对结合孔和接头部位之间精度有较高的要求。然后,薄壁零件在加工过程中容易产生建工变形,因此需对其进行变形控制与矫正。
2.夹具结构与使用方法
2.1 夹具的结构
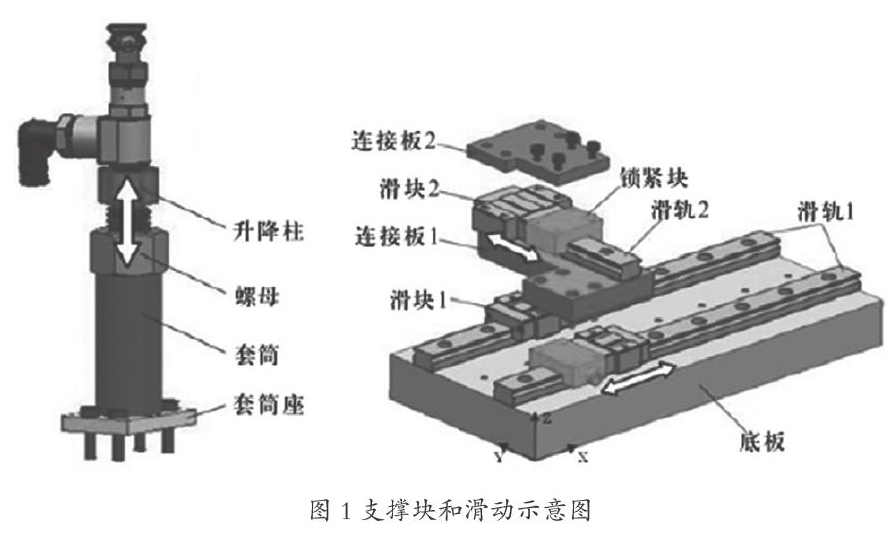
柔性结构的组成一般包括:底座结构、滑动结构、支承结构及夹紧结构。如图1所示。
底座结构:夹具的基础,同时连接夹具中各部件。
滑动结构:由液压控制系统驱动,包括其相关的液压控制机构及系统中所有起定位作用的导轨、滑块,滑动结构的作用主要为实现夹具的柔性定位如图1所示。
支承结构:对夹具系统中起支承作用。它的组成是由夹具的伸缩机构及夹具上的顶珠组成如图1所示。
夹紧结构:由升降柱顶部的真空吸盘和真空泵组成。为满足工况表面的吸附要求,真空吸盘需具备相应的柔度和贴合度。真空泵选择时需要它对工件有足够的吸附力,这样才能减小加工过程中的振动或翘曲引起的变形。
2.2 使用方法
薄壁套零件的右侧与右压盘可以通过螺丝钉固定住。在车床的卡盘上借助右压盘的右侧台阶固定此设备。旋转螺母通经过顶环向右侧挤压支撑环,此时轴向弹簧被压缩。顶杆的内端头顶杆锥面沿轴锥面滑动,使顶杆沿支撑轴的径向向外侧移动,通过连接螺杆和支撑弹簧推动支撑扇向外侧移动,并使支撑扇的外侧表面靠在薄壁零件的内侧壁上,此时弹簧被拉伸,对薄壁零件起径向支撑作用。调整外限位螺母和内限位螺母在顶杆上的位置,可起到上下限位作用,防止顶杆上下移动距离过量。加工完毕,向相反方向旋转螺母,顶杆在拉簧作用下可自动向内侧移动,脱离对薄壁零件的径向支撑,拆下薄壁零件即可。
為了满足零件外圆及内孔同轴度的要求,在夹具使用时可以对换套进行更换,使零件与换套之间的接触精度得到提高,同时也能提高零件加工的质量。并且可以长时间重复使用夹具,也可大大降低了生产成本,提高了夹具的应用年限。
3.专用夹具的加工参数选择
3.1 切削用量的选择
对于薄壁零件来说致使它变形的主要原因之一是切削,在切削时主要产生切削力,而切削力是影像变形的根本原因,因此可通过减小切削力来避免零件变形。合理选择切削用量的三要素能适当减少切削力,从而起到减少变形的作用,在尺寸精度、形位精度和表面粗糙度方面得到有效控制成为切削加工的关键问题。当进给量f以及背吃刀量ap取值较大时为粗加工的薄壁套零件;当进给量f以及背吃刀量ap取值较小、且切削的速度在3m/min~5m/min时为精加工的薄壁套零件。
3.2 刀具参数的选择
若提高工件的加工质量,需切削下很薄的切削层,这需要适当控制刀具。可通过增大刀具的前角和后角来减少切削的塑性变形,减小了后刀面与加工表面直接的摩擦。但是,前角和后角的角度过大则会使车刀的楔角过小,会使刀尖的强度降低,易导致刀具的磨损,因此,刀具的参数选择应适当、合理。材料为45号钢的薄壁套零件可以采用YT30硬质合金刀具,前角取10°~20°,选择较大的主偏角,可选70°~90°。
参考文献
[1]丁庆福.薄壁套的加工工艺研究[J].机械工程师,2014(4):250-251.
[2]朱敏红,徐云,王祥鑫.薄壁套的加工工艺与夹具设计[J].机械制造与自动化,2012(4):61-63.
- 应用型大学交通运输经济课堂案例教学研究
- 试论实验动物发展及教学研究意义
- 对基于工匠精神的高职机械类专业课程教学改革的几点探讨
- 光源与照明专业课程体系改革研究
- 医学院校生物制药专业《生物化学》课程思政教育探究和实践
- 探究中职学校开展单片机课教学的困境与方法
- 三维动画及分子模型在有机化学教学过程中的应用
- 色彩教学在美术课堂上的应用探微
- 核心素养视野下《分子与细胞》教学策略探究
- 谈初中物理教学中后进生的转化建议
- 技工院校学生“主动安全”的实施探讨
- 以《医用超声仪器》为例探讨如何加强选修课学生参与度
- 初中美术水彩教学中如何养成学生的学习兴趣
- 谈“历史交互教学模式”的构建
- 素质拓展课程的虚拟仿真实验教学改革与实践
- 翻转课堂在高校计算机课程教学中的应用探索
- 行动导向教学法在《职业素养训练》课程中的应用实例
- 上海城市生态美学资源融入上海高校公选艺术课程推进与创新研究
- “工程热力学”课程教学改革的探索
- 新工科背景下高职计算机基础课程改革路径研究
- 应用型本科“物联网应用软件设计”课程教改研究
- 马克思主义人学视域下的高校思政课探析
- 《电化学测量技术》课程教学改革的探索
- 探索“三位一体”民办高校思想政治理论课实践教学新模式
- 校企联合培养卓越工程师,构建土木工程专业的实践教学体系
- misappellation
- misappended
- misapplications
- misapplied
- misapplies
- misapplying
- misappoint
- misappointed
- misappointing
- misappoints
- misappraisal
- misappraisals
- misappraise
- misappraised
- misappraises
- misappraising
- misappreciate
- misappreciation
- misapprehension
- misapprehensions
- misapprehensively
- misapprehensiveness
- misapprehensivenesses
- misappropriate
- misappropriated
- 款娘
- 款子
- 款字
- 款学寡闻
- 款实
- 款客
- 款宴
- 款密
- 款对
- 款延
- 款式
- 款引
- 款待
- 款待客人的宴席
- 款待宾客的主人
- 款待并送礼
- 款待贵客或知交
- 款徼
- 款心
- 款志
- 款怀
- 款恻
- 款悃
- 款悉
- 款情