谭对平
摘? 要:设计了一种全自动SMT元件移载机控制系统,通过PLC控制移载机自动将SMT元件从塑料托盘转移到金属托盘,详细介绍了移载机控制系统的设计原理、结构组成及控制流程图。实际运行结果表明该系统运行速度快、精度高,能完美适用于细小SMT元件,实现了对SMT元件高效地全自动移载。同时,该系统电气结构简单,程序易于维护,为SMT工厂节约了人工、设备成本,具有很强的实用性和广泛的适用性。
关键词:移载机;PLC;伺服电机;触摸屏;自动控制系统
中图分类号:TH22? ? ? ? ? ? ? ? ? ? 文献标志码:A
0 引言
因为运输的原因,很多从国外进口的SMT元件采用塑料托盘封装,而在国内的生产工序上,有的工位需要耐高温且取用元件的间距与原塑料托盘间距不一致,因此,进口的元件投入生产前,需要将元件移载到间距符合要求的金属托盘上。全自动SMT元件移载机是一种高效的自动移载SMT元件的设备,能实现取料、送料、放料全过程自动化,同时,在触摸屏上设置参数,可以摆放不同元件间距的托盘,节约了人工、设备成本,在SMT工厂得到广泛应用。
1 总体设计
1.1 设计思路
全自动SMT元件移载机采用PLC控制,通过接收到触摸屏设定的参数及获取的行程开关信号,经PLC程序运算后驱动各执行元件,从而实现移载机的自动化控制。
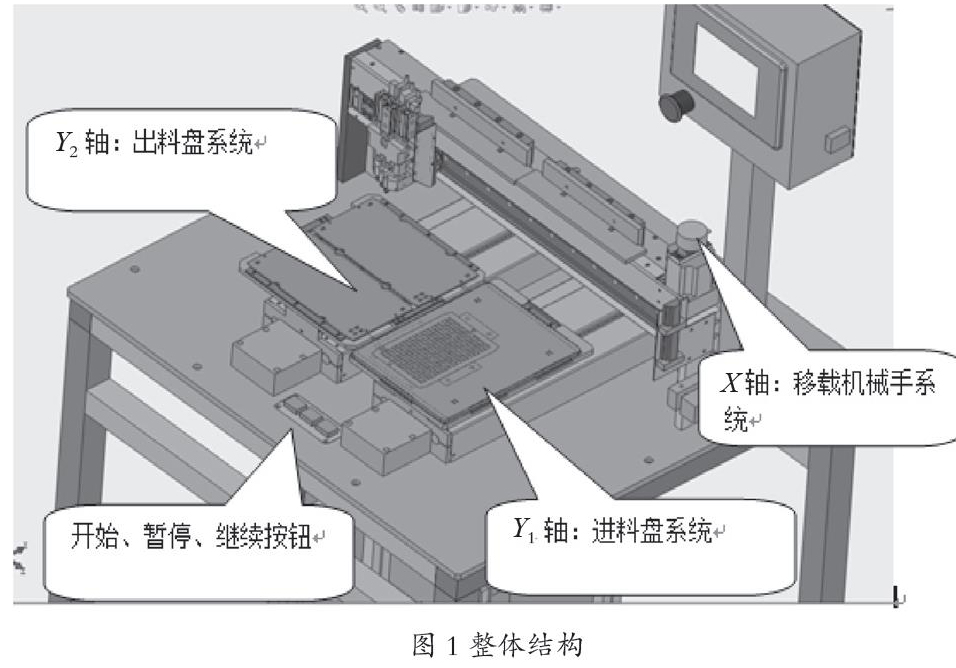
如图1所示,全自动SMT元件移载机由机架系统、进料盘系统、出料盘系统、移载机械手系统等组成。进料盘系统、出料盘系统、移载机械手都采用伺服电机驱动,通过伺服驱动器,可以精确地控制X轴、Y1轴、Y2轴的运行速度和停止位置。机械手取放料吸嘴由气缸控制,气缸上装有传感器感应上升位置和下降位置。同时,设有负压传感器检测吸嘴是否吸取到元件。
1.2 机械运动
1.2.1 手动操作
合上控制面板上主开关电源,吸嘴自动置上位,X轴电机回到原点位置,Y1轴电机和Y2轴电机回到原点位置后,分别推动进料托盘和出料托盘前进到首列位置,或者关机前放元件列。点击触摸屏上手动操作按钮,触摸屏弹出手动操作页面,可以进行如下手动操作:
(1)按“进料盘回原点”,进料托盘回到原点位置,设定好列数,按“执行”,进料托盘运行到相应的列数。
(2)按“出料盘回原点”,出料托盘回到原点位置,设定好列数,按“执行”,出料托盘运行到相应的列数。
(3)设定吸嘴到进料盘的行数,按“执行”,吸嘴移动到进料盘指定行数,设定吸嘴到出料盘的行数,按“执行”,吸嘴移动到进料盘指定行数。
(4)按“吸嘴下”,吸嘴运行到下限位,按“吸嘴上”,吸嘴运行到上限位。
(5)按“吸取”,吸嘴运行到下限位,真空电磁阀打开,延时30 ms(可设置),吸嘴运行到上限位,按“放置”,吸嘴运行到下限位,真空电磁阀关闭,反吹电磁阀打开,延时30 ms(可设置),吸嘴运行到上限位,反吹电磁阀关闭。
1.2.2 自动操作
在系统准备工作状态,按机台上的开始按钮,触摸屏弹出启动参数确认页面,确认设定数量、是否重新计数、是否检测真空等参数后,移载机按预定的参数、程序开始自动运行。自动运行时双色灯中绿色灯亮起。当检测到运行故障时,红色灯亮起,同时蜂鸣器响起,移载机暂停运行,排除故障后,按继续按钮,恢复自动运行。按暂停按钮,移载机放置完元件,回到吸取元件位置后,暂时停止运行,按继续按钮,恢复自动运行。在自动运行过程中,发生紧急情况可随时按紧急停止开关中断。
2 电气结构设计
2.1 电气结构
移载机的机械运动由3台伺服电机和一个气缸来完成,如图1所示,X轴电机主要完成移载机械手的水平运动,Y1轴电机主要完成进料托盘的水平运动,Y2轴电机主要完成出料托盘的水平运动。3台伺服电机均有相应的伺服驱动器来驱动,能精确地调整运行速度及位置。吸嘴由气缸控制,完成吸嘴的上下运动。
采用西门子S7-200(224XP)PLC作为系统的控制器,其结构特别紧凑但是具有惊人的实时性能,同时具有功能強大的通信功能,并且具有操作简便的硬件和软件。224XP具有2个串行通信端口,采用其中一个通信端口与触摸屏连接,另一个端口与3台伺服驱动器连接,均采用RS-232串口模式。伺服驱动器采用步科电气的ED100系列,自带编程功能,可以设定好电机的运行步骤,同时可以通过通信接受PLC的控制,减少了了PLC I/O端口的使用。
2.2 PLC I/O端口分布
由于采用了触摸屏人机界面,也采用了通信模式控制伺服驱动器,整个系统非常简洁,I/O分布也很简单。
2.2.1 输入端口设置
PLC输入信号有命令和状态2个部分,命令信号来自于按钮、其中I0.0为开始按钮信号,I0.1为暂停按钮信号,I0.2为继续按钮信号。状态信号来自于传感器、伺服驱动器到位反馈信号。其中I0.3为吸嘴气缸的下限位传感器;I0.4为吸嘴气缸的上限位传感器;I0.5为吸嘴的空气压力传感器;I1.0移载机械手电机到位信号,I1.1为进料托盘电机、I1.2为出料托盘电机到位信号。
2.2.2 输出端口设置
PLC的输出信号有6个,分别控制吸嘴上下、吸嘴吸取、吸嘴反吹电磁阀和双色信号灯及蜂鸣器。其中Q0.0为吸嘴上下电磁阀控制信号;Q0.2分别为吸嘴吸取电磁阀控制信号;Q0.3为吸嘴反吹电磁阀控制信号;Q0.4为红色灯信号;Q0.5为绿色灯信号;Q0.6为蜂鸣器信号。
3 软件设计
3.1 PLC程序设计
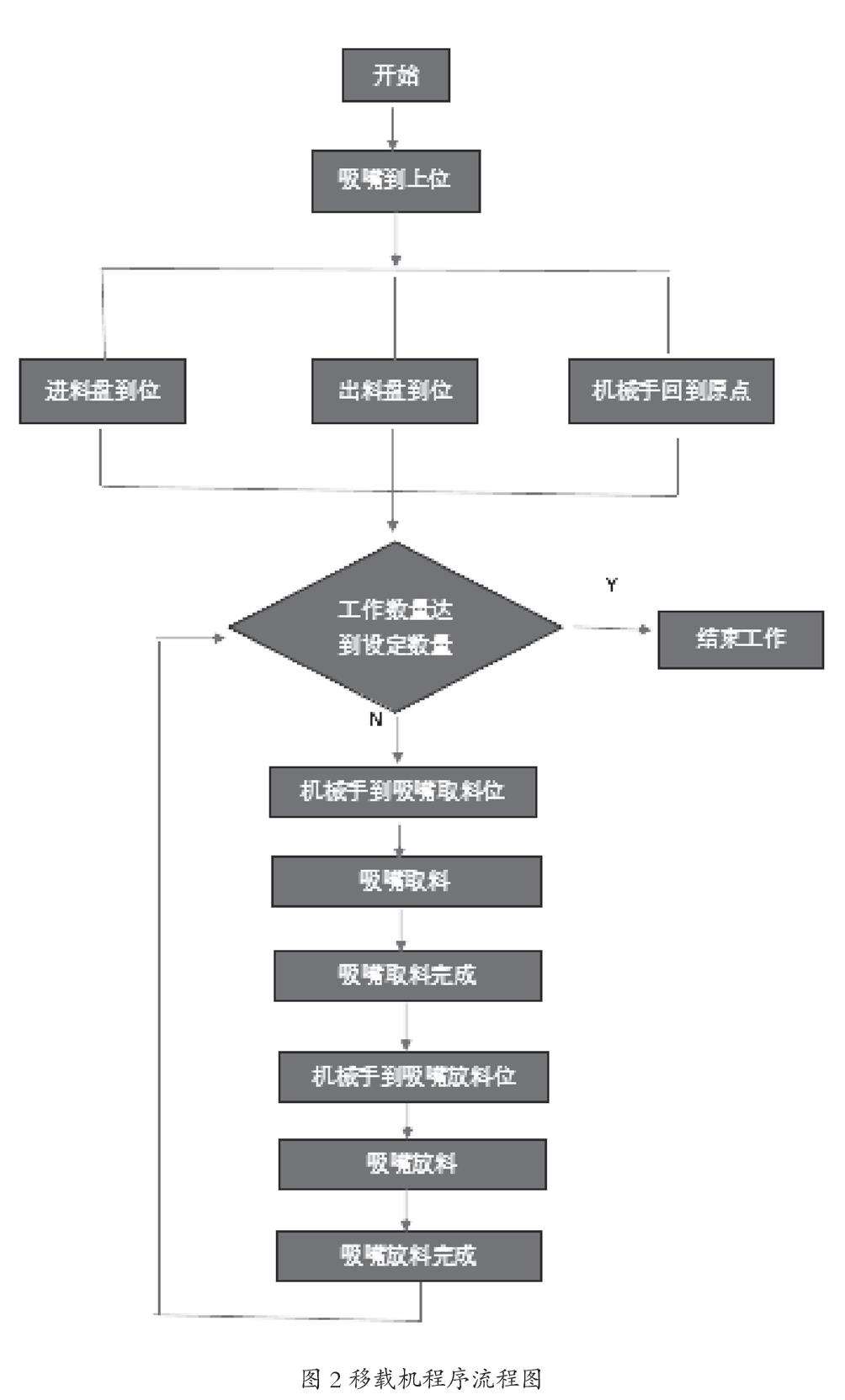
移载机的PLC控制程序采用顺序控制编程方法编写,且将移载机的各个功能编写成子程序,然后通过主程序调用子程序来完成整个工作流程,整个程序条理清楚,简单易读,后续维护方便。移载机的程序流程图如图2所示。主要子程序及功能如下:
(1)进料盘、出料盘、机械手回原点子程序,发送回原点命令给伺服驱动器,控制图1中X轴、Y1轴、Y2轴电机回原点。
(2)进料盘子程序,控制Y1轴电机推动进料托盘移动到相应位置。
(3)出料盘子程序,控制Y2轴电机推动出料托盘移动到相应位置。
(4)机械手子程序,控制X轴电机推动吸嘴移动到相应位置。
(5)手动操作子程序,可手动完成各机械运动。
(6)吸取子程序,吸嘴完成一次取料流程。
(7)放置子程序,吸嘴完成一次放料流程。
(8)计算子程序,计算X轴、Y1轴、Y2轴电机下次运动的目标位置。
3.2 触摸屏画面设计
触摸屏画面包括参数设置、手动操作、故障状态3个部分。参数设置主要包括元件托盘的规格设置,通过设置参数,可以适应不同规格的元件托盘。手动操作页面则布置了各手动操作按钮。故障状态包括了吸嘴漏吸、进料托盘仓缺盘、放料托盘放满等画面。同时,还设计了一个监控画面,可监控PLC全部顺序控制继电器的状态,可用于远程分析故障原因。
3.3 伺服控制器程序
伺服控制器程序包括回原点程序和运行程序。伺服控制器接收PLC传送过来的回原点命令,自动执行回原点程序。运行程序中的目标位置接收到PLC传送的位置信息,且接收到运行命令,驱动电机运行到目标位置。
4 结语
设计了一种基于PLC的全自动SMT元件移载机控制系统。该系统采用了触摸屏人机界面,通过与伺服控制器串口通信的方式控制伺服电机,高效实用,操作方便。该系统运行速度快、精度高,能完美适用于细小SMT元件,实现了对SMT元件高效地全自动移载。同时,该系统电气结构简单,程序易于维护,达到了预期的设计目的,也为SMT工厂节约了人工、设备成本,具有很强的实用性和广泛的适用性。
参考文献
[1]求是科技.PLC应用开发技术与工程实践[M].北京:人民邮电出版社,2005.
[2]周燕.基于PLC技術的电气工程自动化控制设计[J].通信电源技术,2018,35(2):153-154,157.
- 如何增加“冰山”的厚度
- 新课改条件下语文教师应具备的人文素养浅谈
- 忧从中来,不可断绝
- 人生的智慧
- 《将进酒》教学设计
- 阅读滋养心灵
- 中学语文教学应渗透写字训练
- 重视说话训练 提高读写能力
- 初中生阅读与年龄层次的关系
- 注重开辟第二课堂,提升学生语文素养
- 课堂板书设计——不该被忽视的重要环节
- 一举多得的课前前奏曲——“课前演讲”
- 让学生在语文学习中体验成功
- 培养语文学习兴趣的一些方法
- 散文教学中审美情感的培养
- 语文教学中弘扬传统文化的探索
- 在课堂对话中聚焦延异
- 让朗朗的读书声充满课堂
- 语文,“读”是根本
- 作文教学与人文性关怀
- 给语言上妆 成靓丽佳作
- 语文阅读教学中的创新设问
- 怎一个“悟”字了得?
- 古代诗词课外阅读指导原则
- 语境在古文释词中的运用
- looking round
- looking up
- look in on
- look-in-on
- look in on sb
- look-ins
- look-in-to
- look into
- look into sth
- look like
- looklike
- look like death warmed up
- look like sb/sth
- look of
- look-on
- look on
- look on sb/sth as sth; look on sb with sth
- look out
- look-out
- lookout
- look out for
- look-out-for
- look out for sb/sth
- look out (for sb/sth)
- look out for yourself/look after number one
- 加紧
- 加紧工作或学习
- 加紧追上最前面的
- 加絮
- 加级
- 加纳
- 加纳王国
- 加纳的绿色金子
- 加线法
- 加缀法
- 加缪
- 加罪
- 加翻
- 加聚反应
- 加肥
- 加膜镜头
- 加膝
- 加膝坠川
- 加膝坠泉
- 加膝坠渊
- 加葱
- 加蓬
- 加薪
- 加衣
- 加被还资