蔡祖光
摘要 在本研究中,为了提高卫生陶瓷的注浆成形速度,须研究和探讨添加剂的应用对注浆料流变性能的影响。为此,本试验完成了将添加剂加入到混合搅拌制浆工序和球磨制浆工序研究,试验结果表明上述两种工艺下均能显著地提高卫生陶瓷的注浆成形速度。同时,试验结果证实添加剂不会改变注浆成形制品的物理特性。
关键词 卫生陶瓷,注浆成形,添加剂
1 研究的目的和范畴
对每一个卫生陶瓷生产企业而言,增加产品的出口创汇能力和提高产量都非常重要。为实现这一目标,不断研发出新的生产工艺技术,如:成形速度远大于石膏模具普通注浆成形速度的高压注浆生产技术;另一种方法是研发出能缩短注浆成形时间的新添加剂。这些添加剂要求能减小普通注浆成形时间30%或高压注浆成形时间的50%。本研究试制的产品(瑞士Dow Europe S.A.生产的“castmate”)以及瑞士Dow Europe S.A.与土耳其EczacibasiSeramik A.S.合作生产的产品VITRA都证实,这些添加剂能显著提高产量。同时,要求添加剂能作为浆料的减水剂,提高注浆料的渗透能力。此外,也要求添加剂能促使注浆料具有良好的流动性以便于快速注浆,但添加剂也可使注浆料具有较高的触变性以便于模具的快速吃浆(坯体的快速成形)。
本研究探讨了添加剂对注浆料触变性和注浆成形产品物理特性的影响,然后在未降低注浆料性能的前提下,检测了获得最大注浆成形速度时添加剂的最佳添加量。
2试验内容和结果
2.1 原料和配方
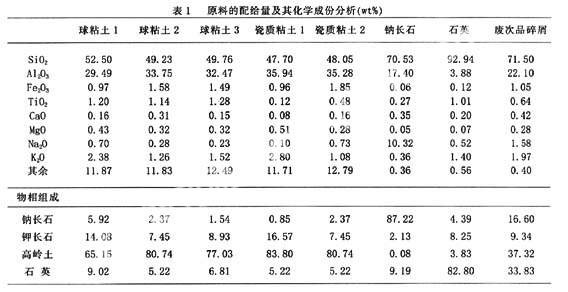
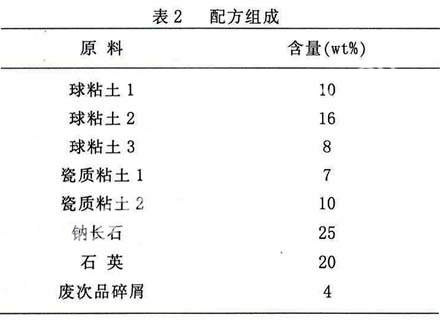
原料及其化学组成如表1所示,为了获得综合性能最好的注浆料,其配方需由三种球粘土和两种瓷质粘土混合而成,除此之外,长石、石英,以及少量的废次品碎屑也添加进去。经全面研究分析后,其最终的配方如表2所示。
所用添加剂为聚甲胺聚合物,具有下列物理特性:
沸点(℃):102
凝固点(℃):2
水溶液:乳浊液
汽化压强(kPa/20℃):<2.7
容重(g/cm3):1.03(20℃)
外观颜色:乳白色液体
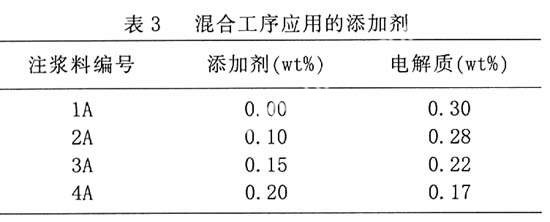
添加剂的质量含量在0.1%、0.15%、0.20%和0.25%之间变动,此外,增加添加剂的用量时,为了获得稳定的触变性,需使用硅酸钠作为电解质。电解质添加量如下:
(1) 混合工序应用的添加剂
混合工序应用的添加剂如表3所示。
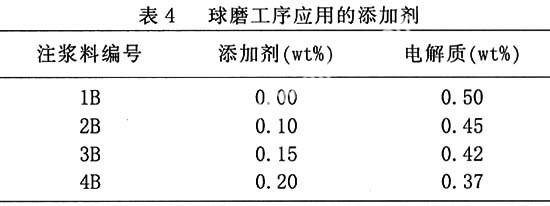
(2) 球磨工序应用的添加剂
球磨工序应用的添加剂如表4所示。
为了比较添加剂的不同添加方式对注浆料性能的影响,添加剂可在混合搅拌机中添加和在球磨机中添加。
2.2 添加剂应用于混合工序
2.2.1 触变性的测定
注浆料触变性由扭矩粘度计检测。扭矩粘度计是由直径为0.3mm的钢丝和直径为17.5mm的钢制圆柱体所组成,钢制圆柱体悬挂在直径为0.3mm的钢丝上,并能自由旋转360°,它所摆过的角度(α)能够直接测量出来。测定从搅拌机中直接流出来的注浆料(粘度1)以及从搅拌机中直接流出来静置6min后的注浆料(粘度2)对钢制圆柱体的旋转阻力,不同添加剂含量的4种注浆料对钢制圆柱体的旋转阻力的实测结果如表5所示。
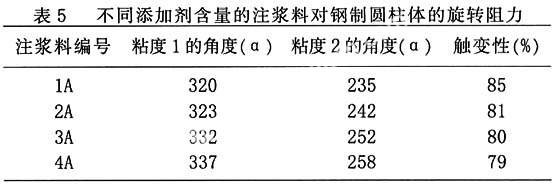
观察表明,随着添加剂含量的增多,注浆料触变性变动不明显。
2.2.2 注浆速度
注浆料注浆速度的测定就是让具有最大固含量、最大电解质含量和不同添加剂含量的注浆料注入直径为50mm、模腔高度为50mm的圆柱形石膏模具内,然后记录注浆料“吃浆”脱水5min、10min、20min、40min和60min后所获得的干坯厚度,其结果如图1所示。不同添加剂含量的注浆料的注浆速度如表6所示。
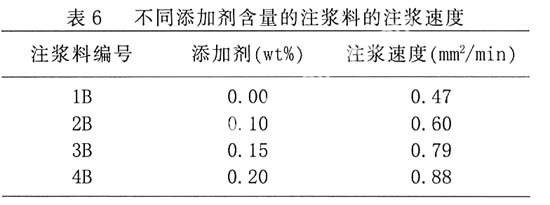
观察表明,随着添加剂含量的增多,注浆料的注浆速度明显增大。
2.2.3 干燥和烧成收缩率

收缩率的测定就是测定体积为100mm×50mm×10mm(长×宽×高)的注浆件轴向方向表面的对角线的线性收缩率。同等重量的注浆件在100℃时的干燥收缩率和1200℃时的烧成收缩率的实测值如表7所示。
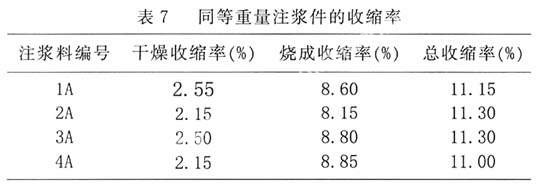
观察表明,试样收缩率的表现特征不受添加剂含量的影响。
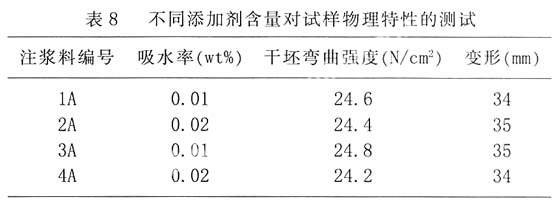
2.2.4 吸水率、干坯弯曲强度和烧成变形
本试验测定不同添加剂含量对试样物理特性的影响,如:吸水率、干坯弯曲强度和烧成变形。观察表明,这些特性不受添加剂含量的影响,其结果如表8所示。
2.3 添加剂应用于球磨工序
球磨机原料的入球配方(wt%)如下:钠长石44%、石英35%、废次品碎屑7%和14%的球粘土3,同时加入37%的水和0.025%的硅酸钠到球磨机中。此外,添加剂的含量在0.1%至0.25%之间变动,其球磨时间为16h;其余配方的泥浆在单独搅拌均匀后再加入到球磨机中放浆。
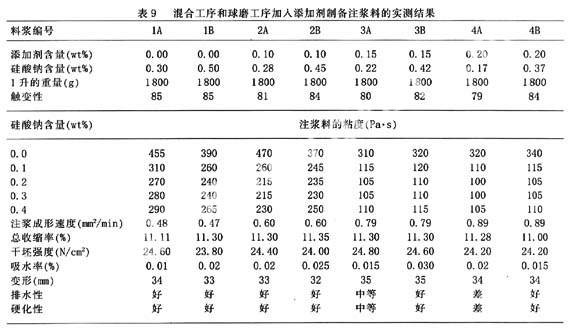
这些注浆料的流变性特性,如:粘度、触变性、注浆速度、注浆料层(初坯体层)的滤过性(即排水性)以及试样的物理特性,如:收缩率、干坯强度、吸水率和变形都能测定。在混合工序中加入添加剂时,也会获得同样的结果。然而观察到的结果是,球磨工序加入添加剂有助于提高注浆料层(初坯体层)的排水行为和硬化性能。全部注浆料的测定结果对比如表9所示。
3 结 论
本试验对比研究了搅拌工序和球磨工序中加入添加剂制备注浆料的性能,在球磨工序中加入添加剂制备的注浆料具有较好的排水性和硬化特性,然而在搅拌工序中加入添加剂制备的注浆料的排水性和硬化特性并不满意。上述两种工艺,添加剂添加量提高到0.2wt%时均能增加注浆成形速度约2%;进一步增至0.25wt%不会显著地增加注浆成形速度(0.96mm2/min,与0.2%添加剂的添加量时的0.89mm2/min相比),但是也不会引起注浆料排水性和硬化特性的变坏。由此可见,添加剂0.2wt%的添加量是注浆料最适宜的添加量,它有助于提高注浆成形速度,从而大幅度地提高卫生陶瓷的生产效率。
- 电厂热工自动化技术应用现状及展望
- 浅析固定翼无人机在输电线路巡视中的应用
- 一种协同的基于P2P的VoD的节点选择方法
- 基于物联网的智能实验室管理系统研究
- 红外热成像技术在电力设备状态检修中的实践
- 齿轮齿条式机械转向器异响分析及改进
- 浅析电网自动化调度的无功电压管理
- 自动化焊接新技术在机械制造中的应用研究
- 全膜法水处理中各个系统主要的PLC控制解析
- 电网企业调度自动化主站系统的应用研究
- 磷酸铁锂电池储能系统防环流技术研究
- 城市规划设计中生态城市规划的分析
- 水工环地质勘察及遥感技术在地质工作中的应用分析
- 废弃矿山环境地质灾害治理分析
- 从天津港“8.12”特别重大火灾爆炸事故论企业危险化学品管理
- 计算机网络安全与防火墙技术应用研究
- 试论提高用电检查加强用电管理的重要性
- 浅谈监理安全风险的合理规避
- 浅析变电运行中存在的危险点控制
- 浅谈电力工程项目施工安全监控
- 电力工程施工安全管理措施分析
- 用电管理技术和用电检查工作的探究
- 电力营销中业扩报装的方案构架和实践
- 交通道路运输管理的综述
- 发展精细化管理的电力营销实践思考
- precommented
- precommenting
- precomments
- precommercial
- precommit
- precommitment
- precommits
- precommitted
- precommitting
- precommunicate
- precommunicated
- precommunicates
- precommunicating
- precommunication
- precommunications
- precompare
- precompared
- precompares
- precomparing
- precomparison
- precomparisons
- precompass
- precompassed
- precompasses
- precompassing
- 梵化
- 梵台
- 梵呗
- 梵坊
- 梵域
- 梵堂
- 梵塔
- 梵处
- 梵夹
- 梵字
- 梵学
- 梵宇
- 梵客
- 梵室
- 梵宫
- 梵家
- 梵容
- 梵居
- 梵帝
- 梵文
- 梵文佛经的翻译
- 梵文字母
- 梵方
- 梵服
- 梵构