宋建惠
【摘要】 数控技术是制造业实现这些先进制造技术的基础,而数控技术水平高低和数控设备拥有量是体现国家综合国力水平、衡量国家工业现代化的重要标志之一。文阐述了宏程序在生产实践中加工一些形狀不太复杂而重复工作量很大的零件中的妙用,介绍了运用子程序与宏程序编程,来提高加工效率。
【关键词】 宏程序 子程序
一、产品特点分析
欲加工旋钮零件500个图1-1,毛坯尺寸为Φ37,加工完成后,需进行煮黑处理。零件图下图所示: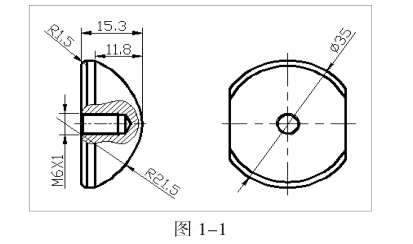
编制此类零件加工程序有时会遇到这种情况:一组程序段在一个程序中多次出现,或者在几个程序要使用它。我们可以把这组程序段摘出来,命名后单独储存,这组程序段就是子程序,调用第一层子程序的指令所在的加工程序叫做主程序。调子程序的指令也是一个程序段,它一般由子程序调用指令、子程序名称和调用次数等组成,具体规则和格式随系统而别,例如同样是“调用O0002号子程序一次”,FANUC系统用“M98 P2。”
子程序可以嵌套,即一层套一层。上一层与下一层的关系,跟主程序与第一层子程序的关系相同。最多可以套多少层,由具体的数控系统决定。在实际加工中,子程序的调用应用的非常广泛。当然也可以利用子程序与宏程序相结合来完成。在用户宏程序中,又可以分为A类和B类两种,A类宏程序是以G65 Hxx P#xx Q#xx R#xx的格式输入的,而B类宏程序则以直接的公式和语言输入,它和C语言很相似,在0i系统中应用比较广,简单易懂,通过利用宏程序循环语句及变量赋值实现多个加工。
二、加工工艺分析
2.1加工精度分析
根据零件图分析,该旋钮精度要求不高,按图纸尺寸要求加工即可。
2.2数控加工刀具分析
该零件形状简单,在外形粗精车中选择焊接式90度外圆偏刀,切断时采用刀宽为3mm的焊接式切断刀,钻孔的钻头采用直径为Φ5.2以及M6丝锥一副。
2.3加工路线制定
该零件属于批量生产,精度要求不高,为提高加工效率,先将工艺安排如下:
(1)采用三爪自定心卡盘装夹,每次加工5个零件,伸出长度为:零件的总长+切槽刀宽+下个零件端面车削量。值得注意的是,考虑到工件伸出过长,会引起机床振动,会给加工带来不便,所以一次只加工5个零件。
(2)采用G71、G70外圆偏刀粗精车外圆。
(3)利用切槽刀具,车削R1.5的圆弧并完成切断。
(4)数控铣削两平面。
(5)利用平口钳完成钻口和攻螺纹。
(6)煮黑处理
三、工件坐标系设置
该零件在提高加工效率方面,还需考虑编程零点设置问题。一般而言,大部分零件加工的编程零点都设置在端面中心。大部分编程人员都知道,一把刀具在没被拆卸的前提下,X向只对一次,那么主要考虑Z向对刀。旋钮零件的Z向对刀,采用游标卡尺量出第一次工件伸出的总长并锁住,当下次工件伸出长度时,选择原先的游标卡尺来衡量工件的装夹位置,这样Z向就无须对刀,从而提高了加工效率。
四、加工程序
除通过零点设置可以提高加工效率外,程序的编写也与加工效率有关。在加工旋钮零件的编程中,主要有三种编程方式:运用子程序调用、偏移Z向坐标、子程序与宏程序结合。
根据旋钮零件的工艺分析可知,每次一个零件切断时的总长是不变的,所以可以利用宏程序中的变量,控制每次刀具的移动距离,通过WHILE循环条件判断刀具终止的移动距离。#1=0,WHILE[#1GE-92.3]DO1,M98P0002;#1=#1-18.5;END1;
其中#1=#1-18.5,指的是刀具每次移动18.5,从而实现连续加工多个零件,提高加工效率。
参 考 文 献
[1]田春霞主编.数控加工工艺.北京:机械工业出版社.2006.2
[2]王先逵着.机械制造工艺学.清华大学出版社.1999
[3]华茂发主编.数控机床加工工艺.北京:机械工业出版社.2000.
[4]潘宝俊,唐文献编.数控机床加工程序编制及设计制造一体化.北京:中国标准出版社,1998
- 全息媒体视阈下媒介融合路径的探索性研究
- 新中国成立70年来防范化解新闻舆论风险的根本经验
- 媒体融合时代频道频率过剩的破解之道
- 5G背景下传统电视媒体实现弯道超车的可能性分析
- 融媒体问政:让权力在阳光下运行
- 解读巨大变化 展现宏伟图景
- 深化综合改革推动广播电视高质量发展
- 媒体融合的趋势、困境与创新
- 四川少数民族影视的困境与发展研究
- 电视新闻编辑的素养及要求
- 贝克德尔测验:呼吁多元化的电影评价方法
- 《相约广西》塑造的区域形象分析
- 论自然类纪录片创作中的“人化自然”观
- 觉醒还是催眠?
- 电影叙事中情境的对称与分形分析
- 从“期待视野”理论看慢综艺节目的热播
- 拟态与符号:小猪佩奇“社会人”的屏幕形象建构
- 运用“八大组合段”解析《沉默的羔羊》
- 《海贼王》人鱼动画形象研究
- 再别过往
- 红色电影《建国大业》文本叙事分析
- 《天才枪手》“最后十分营救”影像分析
- 跨文化交际视角下《美食、祈祷和恋爱》女性角色解读
- 处理家务事的人生智慧
- 《飞驰人生》戏内与戏外的“互文”
- flinches
- flinching
- flinchingly
- flinch's
- fling
- flinger
- flingers
- flinging
- fling-out
- flings
- fling²
- fling¹
- flint
- cloaks
- clobber
- clobbered
- clobberer
- clobber/hammer
- clobbering
- clobbers
- clock
- clocked
- clocked-in
- clockers
- clock-in
- 亲不亲,故乡人;美不美,乡中水
- 亲不亲,故乡人;美不美,乡中水。
- 亲不亲,是乡党
- 亲不亲, 是乡党。
- 亲不亲,枕边人
- 亲不亲,邻不邻
- 亲不在,才知报恩难
- 亲不如友
- 亲不择骨肉,恨不记旧仇
- 亲不敌贵
- 亲不过夫妻
- 亲不过父母,近不过夫妻
- 亲不间疏,先不僭后
- 亲不间疏,后不僭出
- 亲与
- 亲丧
- 亲串
- 亲临
- 亲临丧礼
- 亲临其境
- 亲临前线
- 亲临前线作战,不怕牺牲
- 亲临审讯
- 亲临察看
- 亲临慰问