冯威 周惟


摘要:为了提高电火花线切割的工艺精度和加工效率,提出基于BP神经网络的中速走丝二次切割加工参数优选方法。通过对中速走丝两次切割过程进行正交试验,且在二次切割加工参数中加入二次切割的偏移量,进一步分析各因素对加工表面粗糙度和加工速度的影响,得出二次切割的最佳参数组合,最后运用BP神经网络构建加工参数优选模型并对实验结果进行分析。实验结果表明,该方法具有较高的预测精度,能够实现加工参数的优化选择,在实际生产过程中具有重要的参考作用。
关键词:中速走丝线切割;正交试验;二次切割;偏移量;BP神经网络
中图分类号:TG484? ? ?文献标识码:A
Abstract: In order to improve the process precision and processing efficiency of WEDM, this paper propose an optimization method of twice-cut process parameters in medium-speed line cutter Based on BP neural network. Through the orthogonal test of the medium-speed line cutting process, and the offset of twice-cut is added to the processing parameters to further analyze the influence of various factors on the surface roughness and processing speed, and the optimal parameter combination of twice-cut was obtained. Finally, the BP neural network is used to construct the model of process prediction to obtain the optimization of processing parameters, and the experimental results are analyzed. The experimental results show that the method has higher prediction accuracy and can optimize the processing parameters, which has an important reference role in the actual production process.
Key words: medium-speed line cutter; orthogonal test; twice-cut; offset; BP neural network
近年来,电火花线切割加工技术开始飞速发展,传统的电火花线切割按照运丝速度分快速和慢速走丝电火花线切割[1],后来又衍生出新型的中速走丝线切割技术,因其独特的加工优势——高精度低粗糙度的工艺效果,中速走丝电火花线切割技术受到人们的研究与应用。由于传统的一次切割加工质量和加工效率不尽人意,因此在一次切割的基础上进行二次切割,能够提升中速走丝线切割的加工品质和加工效率。中速走丝电火花线切割是一个复杂的多参数影响随机过程,存在一定的非线性关系,难以用数学方法准确建模,而且在电火花线切割实现过程中,加工参数的选择是电火花线切割加工技术中的重点,其选择是否合适将直接影响加工工艺指标,所以需要一种有效的方法来解决这个非线性问题,从而获得更好的加工精度。
人工神经网络技术的兴起,能够较好地解决非线性映射的问题,为中速走丝线切割加工参数选择的研究提供了方向,而且可以探索加工技术的规律,推动机理研究的进展[4][5][6]。BP神经网络是一种适用于非线性系统的多层前馈神经网络,具有较好的泛化能力和学习能力,而且建模过程比较简易,非常适用于建立线切割工艺参数与加工指标之间关系的非线性模型,因此本文选择BP神经网络来对线切割加工技术进行研究。
本文首先采用正交实验法[7]先后对一次切割和二次切割的工艺参数进行初步筛選研究,然后利用二次切割的正交试验数据建立BP神经网络模型来进行学习和训练,通过迭代优化网络模型参数来建立适用于加工工艺参数与工艺指标之间非线性关系的加工参数预测模型,从而对加工参数的优化[8][9][10]选择给予重要的参考价值。工艺指标为表面粗糙度和加工速度,工艺参数为工件厚度、脉冲宽度、脉间脉宽比、电流和运丝速度。
1 中速走丝单次切割正交实验
1.1 实验条件
线切割机床采用中速走丝线切割机床;试验工件材料Ti-6A1-4V合金,厚度10~50mm;工作液,BM-4水基工作液(浓缩),按1:20与水配制;电极丝,[Φ]0.18mm钼丝;喷液压力0.2MPA。
1.2 正交试验设计
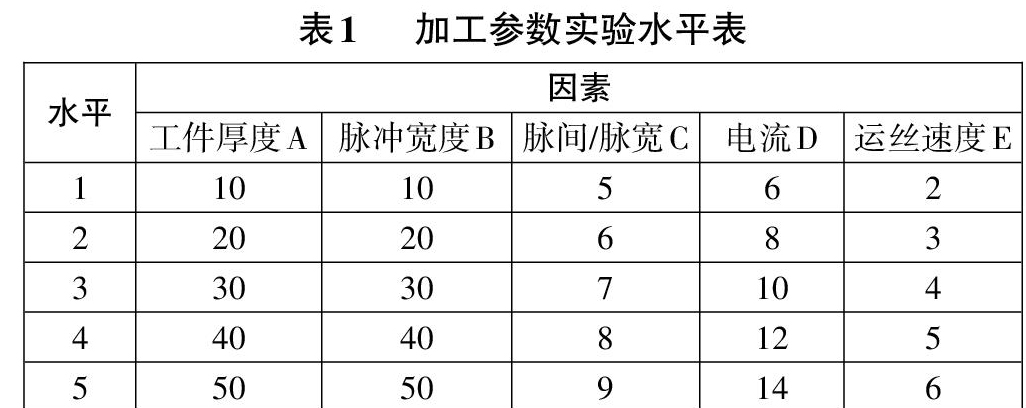
中速走丝电火花线切割的工艺参数共同影响着加工工艺质量,影响线切割的因素有很多,既包含电参数,又有非电参数,还包括环境参数,通过综合评估,本次试验选取影响力较高的工件厚度A,脉冲宽度B,脉间脉宽比C、电流D和运丝速度E作为工艺参数,并设计了5个因素和5个水平(L25(55))的正交试验,各因素和各水平的情况如表1所示。
1.3 试验结果分析
本文采用极差分析对实验结果进行分析,极差分析是分析数据的常见办法,该方法优点在于计算比较简易,且结果非常形象直观,在分析各影响因素的主次关系,最佳的生产参数组合等方面是非常简便实用的,因此在正交试验之后,选择使用极差法来进行分析。
首先,对单次切割进行了25次正交试验设计,其试验部分结果如表2所示。
以加工速度作为研究对象来进行极差分析,分析结果如表3所示:
试验结果表明,在工艺参数组合A1B5C5D5E5下,加工速度最大,为110.10。由极差分析可得,电流的极差大小最大大小为61.08,工件厚度的极差大小最小,大小为7.952,根据表3所示,电流对加工速度的影响最大,其次是脉间脉宽比、运丝速度、脉冲宽度,影响程度最小的是工件厚度。以表面粗糙度为研究对象,进行极差分析,其结果如表4所示:
根据上述试验结果,工艺参数组合A2B1C2D3E4的表面粗糙度最小,为3.10。由极差分析可得,电流的极差大小最大,大小为6.250,脉间脉宽比的极差大小最小,大小为0.716,由表4可得,电流对表面粗糙度影响最大,其次是工件厚度、脉冲宽度、运丝速度,最小影响的是脉间脉宽比。
从以上两个结果可以看出,影响一次切割加工速度和表面粗糙度最大的均是电流。在生产过程中可以着重强调电流大小的调整,其他影响比较弱的因素可以适当地降低重视程度。
2 中速走丝二次切割正交试验
2.1 正交试验设计
中速走丝线切割二次切割依旧采用表面粗糙度Ra和加工速度v为指标来设计正交试验,对中速走丝线切割的加工工艺进行研究。试验条件同一次切割一致。
中速走丝一次切割主要是成形,而二次切割时要提高工件加工的精度和表面质量。本文正交试验选择了5个影响二次切割工艺指标的因素:偏移量f21、二次切割的电流、二次切割的运丝速度、二次切割的脉间脉宽比、二次切割的脉冲宽度。设计L25(56)正交表,如下表所示。
综合以上可以看出,在一次切割基础上对加工参数进行调整,加工速度有了明显的提升,在降低表面粗糙度方面也有了显著成效,从极差结果分析来看,电流不再是影响切割精度最大的要素,影响加工速度和表面粗糙度的因素较不一致,可以根据加工要求的需要对参数进行合理的组合。
3 BP神经网络的设计与训练
3.1 BP神经网络算法
BP神经网络是一种适用于非线性系统误差反向传播算法,网络至少分为三层,分别是输入层、隐含层和输出层,具备良好的自适应性、容错性和自学习性。BP算法包括如下几个步骤:
(1) 初始化网络。确定网络的输入层、隐含层和输出层的节点数,初始化它们之间的连接权值和阈值,给定学习速度和激活函数。
(2) 计算隐含层输出。通过输入变量X、输入层和隐含层间的权值[wij]以及隐含层阈值a,计算隐含层输出H。
(3) 计算输出层输出。依据隐含层输出H,连接权值[wjk]和阈值b,计算网络预测的输出值O。
(4) 误差计算。根据网络预测输出值O和期望输出Y,计算网络预测误差e。
(5) 权值和阈值更新。根据网络预测误差e与新网络连接权值,以及网络节点阈值。
(6) 判断算法迭代是否结束,若未结束则返回至步骤(2)。
3.2 BP神经网络的设计
本文选择脉冲宽度、脉间脉宽比、脉冲宽度和电流作为输入样本,加工速度和加工表面粗糙度作为输出样本,因此输入层与输出层分别为5个和2个神经元。为了保证实验结果的随机性,将实验表格数据中奇数样本作为训练样本,偶数样本作为测试样本。
基于正交试验的分析结果,结合BP神经网络和电火花线切割,建立了工艺参数与工艺指标之间的关系,设计的BP神经网络结构如图1所示。工件厚度A,脉冲宽度B,脉间脉宽比C、电流D和运丝速度E这5个参数作为电火花线切割加工质量模型的输入层,加工速度和表面粗糙度作为输出层,由于隐函数层数太少会导致结果误差较大,过多会导致过拟合,而且和单层结构比较,双层结构泛化能力更强,虽然运行时间相比于单层更长,但是线切割本身是一种讲究高精度的技术,所以为了提高整个网络的预测精确度,本次网络选择双隐含层。此外,根据经验公式得到隐含层节点数选择的大致范围,并根据实际试凑法进行试验,选择节点数为5时,可以取得较高的预测精度,最后确定网络模型结构为[5×5×5×2]。
3.3 模型构建流程
首先,初始化BP神经网络,设置输入节点的数量、隐含层节点的数量和输出节点的数量,隐含层选择Sigmoid函数作为传递函数,输出层选择pureline函数。然后將训练样本提供给网络并对样本进行归一化处理。通过隐含层以及输出层的输入输出值,根据目标输出与实际输出的偏差来对权值阈值进行调整,本文选择学习率为0.1,迭代次数达到2000次训练结束。
3.4? 网络训练结果分析
经过模型的参数预测,得出下列图像进行分析。
图3显示了加工速度和表面粗糙度的预测值和样本值的对比折线图,其中虚线是真实值,实线是预测值,从图中可以看出,预测值与真实值基本一致。
图4为真实值与预测值的散点图。散点图能直接观察到影响因素和预测对象之间的整体发展趋势,且能够可视化的方式反映变量之间关系的变化模式,以确定使用哪些数学表达式来模拟变量之间的关系。
实线表示预测值与真实值之间的拟合线性关系。实心点代表横坐标上的真实值,y轴代表预测值。在该图中,R2表示拟合优度,拟合优度表示回归直线与预测值的拟合程度。在图中,r代表相关系数,它被定义为两个变量协方差的标准差除以两个变量(方差的平方根)。
图4(a)加工速度真实值与预测值的线性关系为[y=0.5347x+24.6355],拟合优度为0.5335,相关系数r=0.7350,根据统计界相关系数程度的规定是显著相关的。图4(b)表面粗糙度的真实值与预测值的拟合线性关系为[y=0.8276x+1.2700],拟合优度为0.1081,相关系数r=0.7257。这表明该神经网络的预测值与真实值之间的相关性是比较显著相关的。
通过比较图3中预测值与样本值以及图4散点图分析可以看出BP神经网络能够较好地反映出加工参数与优化指标之间的非线性关系,对实际加工的参数优化选择具备有效的参考价值。
BP神经网络建立的电火花线加工品质模型具备较高的预测精度,可应用于实际生产中,根据各项工艺参数,采用BP神经网络训练预测出加工结果,并根据预测结果有选择地对工艺参数的优化和调整,进而获得理想的加工质量。
4 结论
本文采用正交实验法和BP神经网络对中速走丝线切割的工艺参数进行了试验和仿真,在对影响加工精度的加工参数进行优选的基础上,利用BP神经网络进行预测分析,根据试验的过程及其结果,得出如下几点结论:
(1) 影响中速走丝一次切割加工速度快慢的主要因素依次为电流>脉间脉宽比>运丝速度>脉冲宽度>工件厚度,其中电流的影响非常显著。影响中速走丝一次切割表面粗糙度的主要因素依次为电流>工件厚度>脉冲宽度>运丝速度>脉间脉宽比,其中电流影响具有显著性。
(2) 在中速走丝二次切割中,影响加工速度的主要因素依次为偏移量>运丝速度>电流>脉间脉宽比>脉冲宽度,其中偏移量的影响非常显著。影响中速走丝二次切割表面粗糙度的主要因素依次为脉冲宽度>脉间脉宽比>偏移量>电流>运丝速度,其中脉冲宽度的影响十分明显。
(3) 关于切割速度和表面粗糙度这两个指标,选择的最佳组合是不同的,因此,在实际生产过程中,根据实际的加工质量要求选择适宜的加工参数组合。
(4) 从训练得出的误差对比图、散点图等可以看出,用BP神经网络对中速走丝线切割的预测精度高,真实值与预测值的趋势基本统一,并且在散点图所得的误差中可以看出训练值与预测值是显著相关的,并且很接近于高度相关的范围,因此运用BP神经网络来对数据进行分析对实际生产具有参考价值。
参考文献:
[1] 刘建伟, 刘心宇, 吕汝金. 中速走丝电火花多次切割技术探索与应用[J]. 机床与液压, 2011, 39(14):8-10.
[2] 喻正祥, 朱俊. 高速走丝线切割二次切割工艺[J]. 压电与声光, 2005, 27(5):575-576.
[3] 赵琳.中速走丝电火花线切割机床的设计与开发[J].科技创新导报,2016,13(10):66-67.
[4] Ji Degang, Xu Ao, Xie Xiaoxian. Prediction and Analysis of Air Quality Based on FCM and BP Neural Network[J]. Meteorological and Environmental Research, 2018, 9(03):72-74.
[5] 郭谆钦. 基于BP神经网络的电火花线切割加工参数优化研究[J].新技术新工艺,2015(11):80-82.
[6] 周晓铭, 陶俊才. 基于BP神经网络的线切割工艺指标预测[J]. 微计算机信息,2008(07):232-233.
[7] 张利堂,刘勇,杜树浩. 基于神经网络的电火花线切割加工工艺仿真研究[J]. 组合机床与自动化加工技术,2010(03):83-87.
[8] 滕凯. 基于正交试验和BP神经网络的Ti-6Al-4V合金电火花线切割工艺参数优化[J]. 制造业自动化,2015,37(20):24-27.
[9] 陈志,李賀,张臻,等. 基于灰色预测模型电火花线切割工艺参数优化[J]. 机床与液压, 2014,42(23):5-8.
[10] 任大林,隋修武,杜玉红.基于SVM的电火花加工参数优化研究[J].机械科学与技术,2014,33(8):1167-1171.
【通联编辑:梁书】
- 幼儿园教育中家园共育模式推进策略
- 老师妈妈,请留一些爱给我
- 人工智能与高中信息技术课程融合
- 浅谈初中体育运用多媒体教学的作用
- 信息技术在小学数学教学中的应用
- 信息化教学手段在中职体育课堂中的应用
- 网络环境下如何开展小学语文课外阅读活动
- 让课堂有声有色——浅论小学数学教学与信息技术的融合策略
- 论以信息技术手段建立高中美术表现素养的学生评价体系
- 基于创客教育的初中信息技术教学实践分析
- 情境创设在小学信息技术教学中的应用
- 试论小组合作学习在初中信息技术课堂教学中的有效开展
- 初中信息技术课程中学生实践能力的培养
- 让中学历史课飘出“家乡味儿”——在课程整合探索中重焕地方课程生机
- 以《走进民歌》为例,浅谈如何上好中职音乐欣赏课
- 教师让出讲台,课堂更精彩
- 中职数控实训教学中微课的设计制作与应用
- 《好习惯·美少年》校本课程的实践思考
- 关于高中化学新教材练习设计和练习教学的思考
- 小升初语文教学衔接问题与应对措施思考
- 略谈教师如何换位思考
- 浅谈数形结合思想在初中数学解题教学中的渗透
- 关于社会主义核心价值观融入初中道德与法治教学的思考
- 如何激发学生英语学习兴趣的思考——以电影为例
- 初中英语写作教学中形成性评价的应用策略分析
- self-homicides
- self-honored
- self-hope
- self-hopes
- self-humiliations
- self-hunt
- self-hypnoses
- self-hypnotism
- self-hypnotization
- self-idolatries
- self-idolatry
- self-idolized
- self-idolizing
- self-ignorance
- self-ignorances
- self-ignorant
- self image
- self-image
- self-images
- self-imitation
- self-imitations
- self-immunities
- self-immunity
- self-impairable
- self-impairing
- 难得遇到的事
- 难得遇见
- 难心丸
- 难必
- 难忍
- 难忍的饥饿感
- 难忘
- 难怪
- 难怪怪不得
- 难情时代
- 难惹
- 难懂的语言
- 难扎多深的根
- 难折
- 难折梅花
- 难拌
- 难拌(办)
- 难拼
- 难拿(哪)
- 难指望
- 难挨
- 难捉鼻
- 难捞
- 难掉头
- 难摸