王立成 王文珺
1? 前言
LLDPE类聚乙烯的检测通常是模拟实际应用,将物料通过吹膜机吹制成薄膜产品后测量其鱼眼、雾度、开口性和落镖冲击破损质量等性能指标。在这一过程中,吹塑工艺是直接影响到薄膜产品测定数据的因素之一[1],以往并没有统一的最佳吹制条件,本文将通过改变吹塑工艺的温度、吹胀比、牵引速度和霜白线高度来找出影响薄膜性能的主要因素。
2? 实验部分
2.1原材料
线型低密度聚乙烯树脂DFDA7042,兰州石化公司聚烯烃事业部全密度聚乙烯装置生产。
2.2 仪器和设备
立式吹膜机:德国COLLIN公司E3P+180/400P 型。
雾度仪:德国BYK-GARDNER公司4725型。
落镖测试仪:意大利CEAST公司6212 000型。
2.3 挤出吹膜工艺流程
料斗上料→物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷。
2.4 样品测试
鱼眼测试按照GB/T 15182-1994执行。
落镖破损质量按照GB/T 9639-1988执行。
雾度测试按照GB/T 2410-1980执行。
3? 结果与讨论
3.1? 吹塑工艺条件对薄膜性能的影响
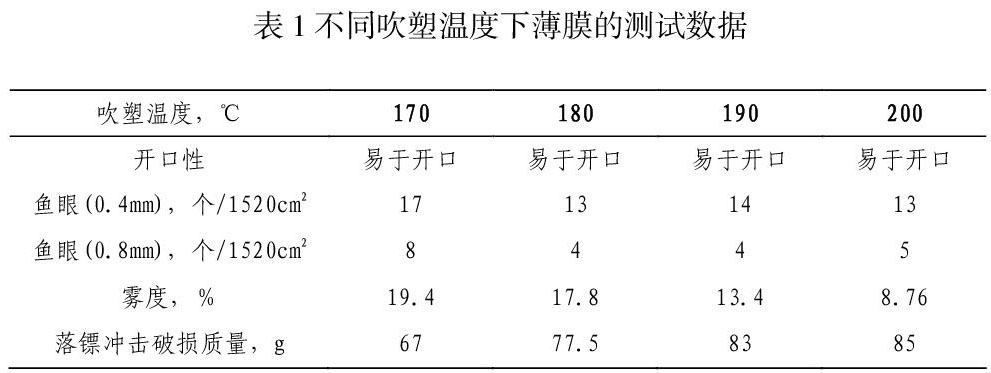
3.1.1? 吹塑温度对薄膜性能的影响
根據实际生产,线型低密度聚乙烯吹塑熔体温度控制在170℃~200℃范围内,薄膜厚度在30μm±3μm,具体试验数据见表1。
随着温度的变大,薄膜的开口性变化不明显;吹制温度偏低,造成薄膜透明性变差,雾度较高[3];在温度升高之后,由于薄膜塑化均匀良好,因此雾度变小,且温度越高,变化趋势越明显,并且在温度较低时,制成的薄膜表面光泽性和透明度较差,甚至出现“水纹”及“云雾”。
3.1.2? 吹胀比对薄膜性能的影响
吹胀比是吹胀后膜泡的直径与管环直径之间的比值。聚乙烯吹塑吹胀比一般控制在2.0~3.0之间,薄膜厚度在30μm±3μm
随着吹胀比的增加,薄膜鱼眼变化不明显。当吹胀比为3.0时,薄膜的开口性变差。随着吹胀比的增加,薄膜雾度下降。这是因为熔融树脂中相对分子质量高的部分得到较好塑化,薄膜表面更趋平滑,降低了薄膜雾度[3]。吹胀比的增加,落镖冲击破损质量先增大后减小。因为吹胀比的大小变化与牵引速度不匹配,使薄膜的纵向和横向的取向作用不够。
3.1.3? 牵引速度对薄膜性能的影响
牵引速度是指薄膜的牵引辊轴的卷动速度,牵引速度一般控制在10m/min~15m/min之间。保证薄膜厚度在30μm±3μm考察牵引速度对薄膜鱼眼、雾度、开口性和落镖冲击破损质量的影响
牵引速度的变化对薄膜的鱼眼基本无影响;牵引速度增大,样品的开口性变差。随着牵引速度的增大,雾度也随之增大。薄膜的落镖冲击破损质量随着牵引速度的变大而减小。
3.1.4? 霜白线高度对薄膜性能的影响
霜白线指塑料由黏液态进入高弹态的分界线。聚乙烯吹塑冷却高度控制在1.5~2.5倍口膜直径范围。保证薄膜厚度在30μm±3μm,考察霜白线高度对薄膜鱼眼、雾度、开口性和落镖冲击破损质量的影响
随着霜白线高度的增大,薄膜的开口性和鱼眼基本没有变化;薄膜落镖冲击破损质量小幅上升;薄膜的雾度随着霜白线的增加而减小,因为提高冷却线高度将使熔融状态下的物料分子有更多的时间松弛,薄膜表面更加光滑使得雾度下降[3]。
3.2? 吹塑工艺参数的正交试验
通过单因素考察可知,吹塑工艺参数对LLDPE薄膜的开口性和鱼眼影响不明显,所以本工作只针对雾度和落镖冲击破损质量这两个质量指标分别寻找最佳的工艺参数。利用正交试验根据上述的单因素考察结果,结合产品标准规定的参数范围,确定为4因素3水平。
从对结果直观分析的极差分析,四个因素对薄膜雾度的影响程度由大到小依次为吹塑温度、霜白线高度、吹胀比、牵引速度,四个因素对薄膜落镖冲击破损质量的影响程度由大到小依次为吹塑温度、霜白线高度、牵引速度、吹胀比。
3.3? 影响因素指标分析
对正交试验的影响因素指标分析可以看出,在吹塑温度为200℃、吹胀比为2.5~3.0、牵引速度为11 m/min、霜白线高度为125mm时,薄膜雾度最小。在吹塑温度为190℃~200℃、吹胀比为2.0~3.0、牵引速度为11 m/min、霜白线高度为125mm时,薄膜落镖冲击破损质量最大。
3.4? 最佳吹塑条件的确定
根据因素指标分析结果确定条件:吹塑温度为200℃、吹胀比为2.5、牵引速度为11 m/min(对应螺杆转速:80转/分)、霜白线高度为125mm为最佳条件。利用该条件进行追加验证试验,5次试验结果平稳,雾度平均值为11%,落镖冲击破损质量平均值为85g。且在吹制过程中膜泡稳定,薄膜厚度均匀,表面平整光滑,无皱折。所以上述条件为立式吹膜机上LLDPE DFDA7042日常测试用薄膜的最佳吹塑条件。
4? 结论
(1)吹塑工艺参数对LLDPE 薄膜的开口性没有明显的影响。
(2)随着吹塑温度的升高,鱼眼减少,薄膜雾度减小,落镖冲击破损质量增加;随着吹胀比的增大,薄膜雾度减小,落镖冲击破损质量变化幅度较小;随着牵引速度的增大,薄膜雾度和落镖冲击破损质量呈小幅波动;随着霜白线的提高,薄膜雾度减小,落镖冲击破损质量增大。
(3)立式吹膜机上,LLDPE DFDA7042日常测试用薄膜的最佳吹塑条件为:吹塑温度为200℃、吹胀比为2.5、牵引速度为11 m/min(对应螺杆转速:80转/分)、霜白线高度为125mm。
参考文献:
[1] 王艳芳,赵丽梅.LDPE棚膜专用树脂的加工性能[J].合成树脂及塑料,2005,22(5):24-27
[2] Q/SY LS0015-2008? 线型低密度聚乙烯(LLDPE)树脂 DFDA 7042、DFDA 7047
[3] 张丽叶,挤出成型[M].北京,化学工业出版社,2002,461-467
- 小学英语分层教学管理改革的探索
- 浅谈初中英语复习中思维导图的应用
- 思维导图在高中英语教学中的应用
- 探究新课改下新型合作学习在初中英语课堂中的应用
- 基于核心素养下的小学英语有效教学探讨
- 如何在初中英语课堂提高学生的听说能力
- 如何培养学生自主学习英语的能力
- 微课在中职英语教学中的应用
- 不定冠词特例解析
- 英语学习误区及应对方法之我见
- 中职学校对口高考英语复习的应对策略
- 应用信息化手段提升高职院校教学效果的路径探讨
- 浅析高职大学英语教学的困难及应对技巧
- 文化差异性在中职英语教学中的应用研究
- Suggestions on the Selection of Educational Research Projects
- 中职护理专业英语教学中学生关键能力培养模式探究
- 浅谈自然拼读法在高职院校英语教学中的应用必要性
- 混合式教学在高职院校英语教学中的应用研究
- 中职学生英语学习现状分析及应对策略
- 借助信息化手段优化中职英语口语教学的研究
- 从交际能力角度浅析高等教育自学考试教材《综合英语》
- “互联网+”背景下高职院校学生英语听力能力培养的教与学
- 刍议公共英语的课堂小组互动模式
- 社区学院“石家庄模式”在2022冬奥会服务业英语培训中的探索
- 对高职计算机专业英语教学方法的探讨
- flimsily
- flimsiness
- flimsinesses
- flimsy
- flinch
- flinched
- flincher
- flinchers
- flinchers'
- flinches
- flinching
- flinchingly
- flinch's
- fling
- flinger
- flingers
- flinging
- fling-out
- flings
- fling²
- fling¹
- flint
- cloaks
- clobber
- clobbered
- 远离家乡,前往异国他乡
- 远离尘世
- 远离尘世、隐居不仕的人
- 远离尘世的地方
- 远离尘世的烦恼
- 远离尘世过隐居生活
- 远离尘俗之处
- 远离尘俗的处所
- 远离故乡
- 远离王畿的地方
- 远离的样子
- 远离罪恶
- 远离自己的部属
- 远离门槛
- 远离,到别的地方去
- 远秀卿
- 远称
- 远程
- 远程医疗
- 远程导弹
- 远程教学
- 远程教育
- 远程重炮
- 远窜
- 远筹