李泽炎
摘 ?要:在现有柴油机零部件制造业当中,磨床在机加工中占有重要的地位,特别是曲轴和凸轮的加工中,磨床的加工精度直接影响产品的加工精度。磨床制造业在不断的发展和进步,通过采用正确的修理手段和操作,能够促进磨床砂轮主轴轴承维修技术不断地提升。通过多年的研究和维修经验,笔者积累了丰富的理论经验,并且得出了一定的效果。
关键词:磨床砂轮;主轴故障;主轴轴承
中图分类号: TS104.2 ? ? 文献标志码:A
0 引言
磨床的砂轮主轴是重要的部件,一般来说,小型的磨床是滚动的轴承结构,大型的砂轮采用的是液体静压轴承结构。因为静压轴承摩擦因数小,精度很高,对于磨床砂轮来说,其在启动的时候形成一定的油膜,油膜过多或者过少都会严重阻碍磨床的寿命。
1 磨床砂轮主轴轴承概述及特性
1.1 磨床砂轮主轴承概述
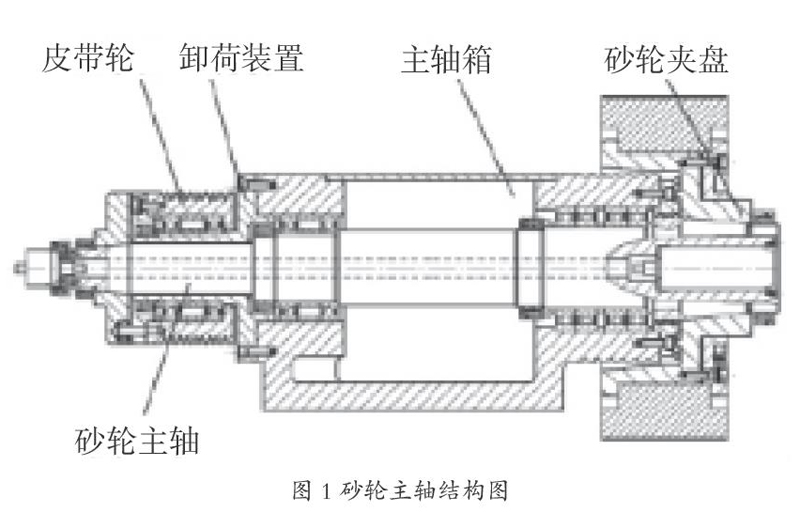
磨床砂轮主轴轴承的质量直接影响了加工工件的质量和稳定性,一般具有滚动的轴承和滑动轴承两大类[1]。但是,现有的主滑动轴承发展水平较高,对于现有的动压轴承、静压轴承及动静压轴承研究已久,一般来说采用的雷如果方程计算边界条件。下图是磨床砂轮主轴承结构图如图1所示。
1.2 磨床砂轮主轴轴承的分类(静压、动压)
一般来说,磨床砂轮主轴轴承分为静压轴承和动压轴承。其相关原理如下所述。
1.2.1 静压轴承
磨床砂轮主轴静压轴承工作原理是在启动油泵时,通过节流器等环节,使得主轴颈出现一定的油膜,从而使其与轴承之间产生间隙,通过一定的节流器的作用,使得油通过必要的回油泵使得油回至油箱内[2]。因为其具有整体结构简单、安装方便和精度高等因素,使得其广泛被应用。
1.2.2 动压轴承
动压轴承[3]具备运动平稳的特点,同时具有一定的抗震性、回转速度较高等特点。但是,其需要一定的转速才能产生压力油膜,使其实现纯液体的摩擦等。因此,这种环境下不适用在低速环境下运行。
1.3 磨床砂轮主轴轴承动力特性(静压、动压)
1.3.1 静压轴承
静压轴承能够在完全静止的环境下,建立起必要承载的油膜。在启动静压轴承的转子时应先启动静压的润滑系统,保证系统能够持续稳定的进行。换句话说,在其轴承系统进行工作时,主轴出现了一定的压力油膜,在主轴进行必要的旋转时,使得其轴承间出现一行的阶梯效应,形成一定的动力油膜,因此形成动压轴承系统等。静压轴承最大的特点是需要必要的油泵系统提供压力油。
1.3.2 动压轴承
动压轴承启动力矩较大,且容易发热,在其主轴工作条件不同时,其相关的精度和稳定性也不近相同。动压轴承无需额外的压力系统。
2 磨床砂轮主轴轴承维修经验总结
2.1 主轴轴承故障的主要原因
2.1.1 主轴轴承装配调整不合理
实践证明,在滑动轴承为结构的主轴轴系中,同样精度的主轴和轴承,装配得好,可以提高主轴的旋转精度及轴承的使用寿命,装配得不合理,将导致主轴旋转精度的超差[4],由此看来,正确、合理地选择装配调整方法是提高主轴旋转精度的重要一环。必须保证主轴装好后与体壳孔的前后轴线同轴度在0.01 mm内。保证主轴与轴承间的间隙,必须在0.01 mm~0.015 mm,但以调整到0.01 mm最为适。调整必须耐心细致,才能调到合适的间隙,调整到合适的间隙后,用手转动主轴(转动主轴方向应与机床转时主轴旋转的方向一致),此时应转动轻松,无阻滞感觉。
2.1.2 材料质量差
一般来说,主轴轴承本身的材料会严重制约轴承本身的质量[3]。从主轴本身的制作工艺和质量来说,与国外有着严重的差距,但是就材料本身来说是主要的因素。磨床砂轮主轴和轴瓦在运行过程中需要对转速和转矩进行传递,与此同时,需要承载必要的载荷,这就意味着会产生摩擦和磨损等问题,同时,由于轴承主轴的制作精度和质量未达国家规定的标准,造成轴瓦出现砂眼、气孔和疏松等现象。现有的主轴承材料甚多,应该注重考虑主轴承设计的手段、环境和制作工艺(例如:材料本身、工艺制备、服役条件和制造成本等)。
2.1.3 润滑不良
一般来说,油膜的压力与油黏度成正比,油膜压力越大则相应的油黏度也越大,则相应的摩擦阻力也逐渐增大,说明润滑油的油性过于稠密,造成主轴严重的发热现象。作为主要支撑部件的主轴轴承部件,在整个运动机制中占据了重要的作用,一旦有异物将节流器的小孔堵住或者将油腔的油面刮开,就会造成阻液的减少,从而导致轴承内部的压力消失,大大降低轴承的承载能力,使得外部的载荷偏移至轴承边部,从而造成轴承被研的现象。运动机制过程中逐渐形成一定的油膜,有效地降低主轴与轴瓦之间的摩擦和损耗,选择合适的润滑油,则可能有效延长轴承的使用寿命。一般来说,采用的是自动润滑油系统,通过设置科学合理的润滑参数以及合理选择润滑油的黏度,通过及时有效的设备维护,能够保证设备可以长期有效的运行。
2.1.4 主轴油的清洁度达不到要求
油膜的压力与油黏度成正比,压力越大,则相应的黏度也越大。不清洁的润滑油等环境因素则会导致主轴的磨损度,同时也会加速磨损的速度,较轻的结果只是导致主轴轴颈与轴承表面简单的起球,严重的情况则会导致主轴轴颈与轴承的拉毛、烧瓦烧轴抱死等,介于轴瓦与轴颈之间的间隙非常的微小,一旦主轴油的清洁度达不到要求,则会造成严重的后果,出现主轴抱死情况,一般来说,主轴油一般用N2或N5。
2.2 故障原因分析与处理
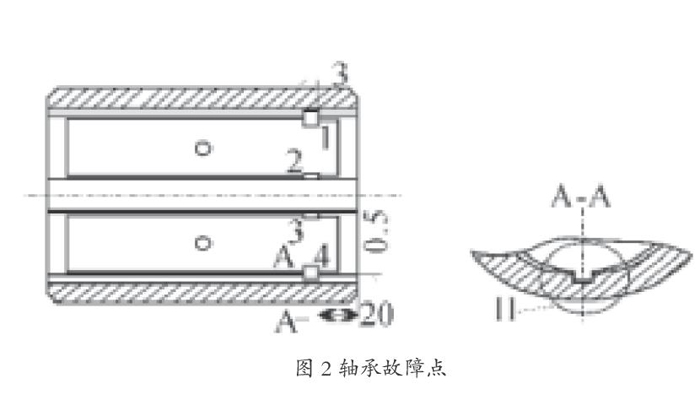
就主轴承本身来说,价值不高,但是一旦遭受一定的损害,会造成巨大的风险,因此,必要的故障分析迫在眉睫。主轴承其出现故障和损害的因素很多,通过一定的取证,不能给与一定的定行性和结果。在对故障的主軸承进行拆卸分析,有的部分显示出轴承受到严重的损害,更有甚者出现烧轴、烧瓦现象,或者出现抱轴现象。就相应的问题进行细化得分析得出以下故障原因。1)故障主轴轴承的润滑受阻或者缺油的现状,首先需要对其相应维护记录进行详细的查询,当轴承排油正常时,则显示工作是正常稳定的,则说明润滑现象良好。拆解之后发现,轴承周围的残留的相关油脂过于繁多,造成润滑作用不够明显,同时严重制约润滑的效果。2)由于主轴油的清洁度差,有异物将节流器的小孔堵住或者将油腔的油面刮开,造成主轴抱死的现象,使得轴颈出现一系列的毛刺现象甚至主轴发热造成轴颈裂,主轴报废。其轴承故障点如图2所示。3)薄膜反馈节油器失。4)轴承的运输过程,在对运输过程中发现,通过对比要的运输过程予以一定的追溯、分析和研究,得出在进行运输过程中,设备齐全且符合标准和要求,不能造成轴承损害的可能,也就排除运输过程造成的损害。在进行系统分析和研究上,将轴承进行彻底清洗的清洁工作,同时保证对各处的研伤进行修磨处理,保证轴承在最优状态下工作。
3 注意事项与结论
3.1 注意事项
必要时,对砂轮主轴进行平衡测试;同时,对相关的主轴和相应的轴承进行有效的配合,应该符合国家标准A级;在对砂轮的静平衡时应该至少满足对其8处点的有效的平衡,对于新的砂轮来说,必要时,应该进行两次的平衡,在进行平衡时候应该使用冷却液;在对主轴和和轴瓦间的间隙应该科学的设置,避免漂浮现象的发生,同时保证主轴与轴瓦间接触性良好等;同时在保证试车时,避免放置轴承间隙过小,造成拉毛和起线等现象;轴承温度不宜过高,必要时加大油量、强制通风等手段。
3.2 结论
随着研究的深入,就会面临着对磨床更多问题,这不但需要不断的探索和钻研,学习国外先进的技术水平,更重要的有效地提升自己相关技术水平和创新力,在创新中不断提升磨床砂轮主轴承维修的水平,降低了企业的额外开销,最大化提升经济效益。
参考文献
[1]李毅.在西门子828D系统上实现轴承磨床消空程功能[J].金属加工(冷加工),2017(18):51-54.
[2]李毅.应用MODBUS协议实现轴承磨床调磁控制[J].金属加工(冷加工), 2016(18):69-73.
[3]杨若玲.高精进口磨床砂轮主轴轴承维修技巧[J].工业工程,2011(17):53.
[4]卫林叶,丁少文,杨若玲.无心磨床砂轮主轴及轴瓦的修理工艺[J].设备与维修:金属加工(冷加工),2014(1):88.
- 最后的“把关人”,应争做出色的“翻译家”
- 媒体融合时代电视节目的跨平台立体化传播
- 《快乐大本营》传播模式中的后现代主义审美特征
- 新媒体时代地方广播新闻评论节目的探索与创新
- 媒介融合趋势下播音员主持人功能转变及应对策略
- 新闻教育要面向社会培养公共传播人才
- 试析双微社交功能的差异性定位
- 颠覆与重构:网络综艺节目《奇葩说》带来的启示与思考
- 电视访谈节目的文化内涵及其传播
- 试论新媒体时代新闻浮躁的现象及治理
- 聂树斌案异地监督的实践与思考
- 我与方汉奇先生三十余年的师生情谊
- 先生之风山高水长
- 方汉奇先生与北京大学新闻学研究会
- 方门桃李满天下]期颐堂前更种花
- 网络炫富事件中社会舆论的三种期待
- “编码解码”视域下“娱乐至死”理论的思考
- 反转新闻再思考
- 新闻的第七要素及新闻见证者
- 新媒体时代河南文化资源网络传播的现状及对策
- 论“华莱坞”类型电影的跨文化传播困境及应对策略
- 韦永成、韦贽唐时期《广西日报》(桂林)广告特色研究
- 浅析数字媒体的理论及其技术运用
- 网络体育新闻评论的特点和发展趋势研究
- 论网络信息技术对英语教学模式的重要影响
- housewifely
- housewiferies
- housewifes
- housewifeship
- housewifey
- housewifing
- housewifish
- housewives
- housework
- houseworker
- houseworks
- house²
- house¹
- housing
- housing development
- housing estate
- housing estates
- housing-estates
- housing project/projects
- housing's
- housings
- housing start
- housingstart
- hovel
- hoveled
- 拓逻
- 拓销
- 拓:
- 拔
- 拔一根寒毛比腰粗
- 拔一根毛惊走一头牛
- 拔一毛
- 拔一毛而利天下,不为也
- 拔丁抽楔
- 拔万论千
- 拔下根寒毛比腰壮。
- 拔不出腿
- 拔不出腿来
- 拔丛出类
- 拔丝儿
- 拔举
- 拔了一颗钉子,倒了一堵墙
- 拔了刀子忘了疼
- 拔了塞子不淌水——死心眼
- 拔了毛的凤凰
- 拔了毛的凤凰不如鸡
- 拔了毛的狮子——惹猴笑
- 拔了毛的鸽子——飞不起来
- 拔了萝卜——地皮宽
- 拔了萝卜——有眼在