李玉兰
摘 要:近几年,我厂的主打产品是掘进机,我们知道行星架是掘进机变速机构中的关键件之一,它的精度在一定程度上影响着掘进机的产品性能,所以要求行星架加工精度较高,给实际加工带来了很大不便,经过长期摸索,我们试验出了利用镗胎定位加工行星架,加工精度得到了很大提高,效率较之以前也提高了几倍。下面简述以下应用方法。
关键词:二级行星架;轴向定位;掘进机
1 问题的提出
二级行星架加工方法——镗胎定位法
2 使用说明
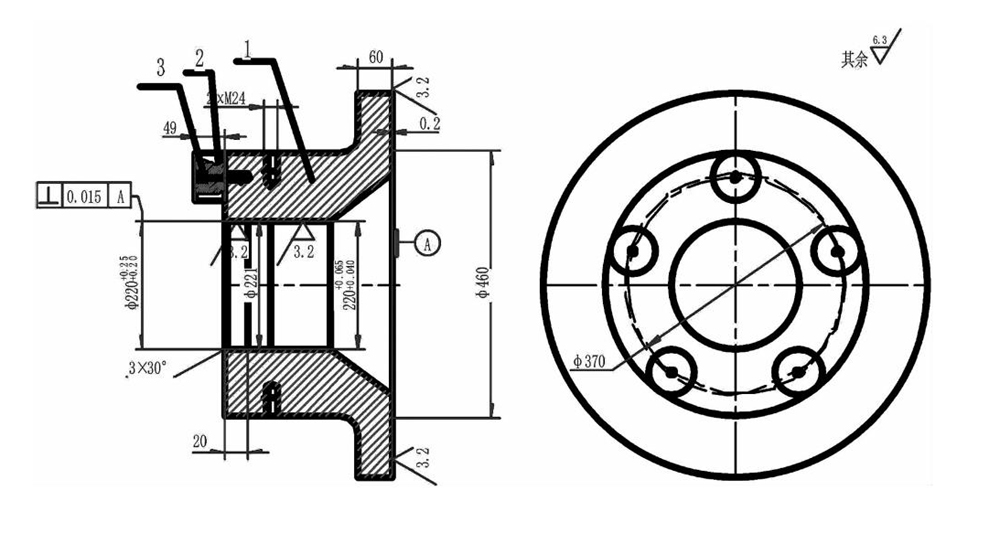
如下图所示,是行星架的草图:
图纸要求5个Φ90圆柱与Φ220外圆同轴度为Φ0.03mm,最起初,工艺要求5个圆柱单件加工到位,热装后,直接焊接到架体上,同轴度为Φ0.2mm以上,后来工艺改进为单件加工留有一定余量,由镗床加工5个Φ90外圆,但是加工外圆时,以70左面定位,按Φ220外圆找正(先将侧母线的四个方向找正,然后多次重复定位找正外圆),引起找正误差很大,再加上测量誤差,最后同轴度在Φ0.12-0.15mm,远远达不到图纸要求,并且,每加工一件工件,只是找正时间,就花费约2-3小时,费时费力还不合格。
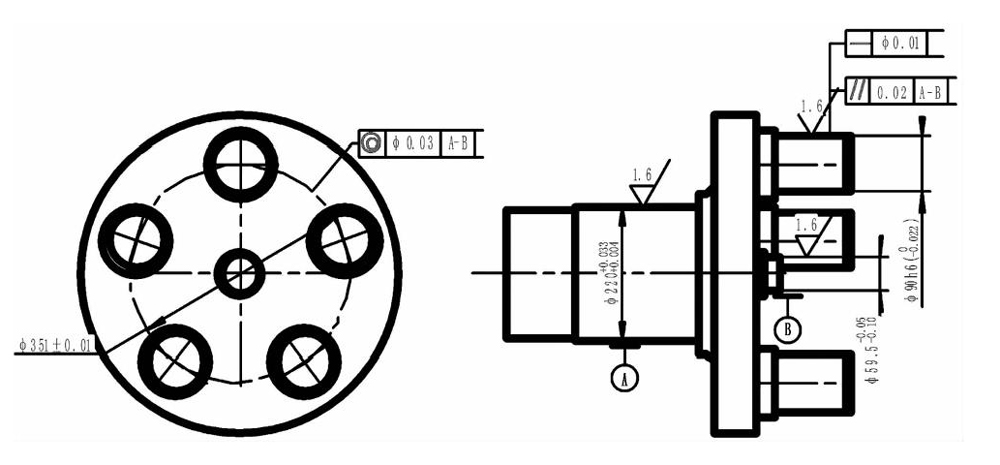
通过长时间的摸索,我们加工了一个镗胎,草图如下图:
加工工件时,将镗胎放到工作台以后,先把2号件左面刀检,保证该刀检面与胎的右面平行,同时与Φ220孔垂直,这样2号件左面实现了轴向定位,Φ220孔实现径向定位(径向定位方面,胎具的Φ220孔与工件的Φ220外圆的轴之间的间隙为0.04~0.06mm),加工工件时,只需将镗胎的Φ220内孔找正001mm以内,便能保证同轴度Φ0.06~0.07mm,显然,同轴度提高了不少,同时,找正也节约了几倍的时间,省时省力,达到了事半功倍的效果,在批量加工中,镗胎的加工优势尤其明显。
综上所述,我们得出尽管精度与效率提高了,但是结果距离图纸要求还有很大差距,我们期待着在实践中进一步改进,使效率与精度更上一层楼。
- 高性能直驱动力集成系统产业化的探索与实践
- 基于平衡计分卡的企业绩效评价体系的构建
- 供电企业线损精益化管理中的问题及对策
- 企业文化对中铁二局发展的影响
- 精细化管理与过度管理的分析与探讨
- 信息化对大宗商品企业内部控制审计的影响分析
- 提升企业标准化的外生性因素分析
- 企业并购后财务整合问题及对策
- 探究企业固定资产投资项目管理体系的构建
- 稿酬所得的税收筹划剖析
- 新时代下电子商务合同的特征分析
- 审计师变更决策与审计意见改善探究
- 基于投资审计方法的经济责任审计思路
- 内蒙古银行业发展的区域差异分析
- 核心价值观融入医学生人文素养培育体系研究
- 高校共青团新媒体工作考核评价指标体系构建
- 构建高效多校区管理机制的对策思考
- 语文课堂教学实践优化措施的研究
- 高校教学团队运行障碍与对策研究
- 西藏生培养及其转化策略探析
- 中小学生家庭过度教育消费的研究
- SPOC混合教学模式在市场调研课程中的应用
- 颜色词文化内涵对比及教学管理
- 孔子学院在美国的发展现状分析
- 跨境电商背景下复合商务英语人才的培养研究
- strands
- strange
- strangely
- strangeness
- stranger
- strangered
- strangerhood
- strangering
- strangerlike
- strangers
- strangership
- stranges
- strangest
- strangle
- stranglehold
- strangleholds
- stranglers
- strangles
- strangling
- stranglingly
- strangulation
- strangulations
- strap
- strapless
- straplesses
- 周密畅达
- 周密的组织
- 周密的谋划
- 周密考虑
- 周密而巧妙的计谋
- 周密而慎重
- 周密谋划
- 周密谋算
- 周密谨慎
- 周尽
- 周岁
- 周岁,满一岁
- 周帀
- 周平王
- 周年
- 周年四季
- 周年对月
- 周年纪念活动
- 周幽
- 周幽王
- 周庄
- 周庇
- 周庐千列
- 周延
- 周弁