高速传送生产线产品传送速度在线校准研究
蔡政国


摘 要:文章提出一种新的在线校准方法,并将该方法应用于产品传送速度参数的校准中。针对传统方法的缺陷,文章阐述了频闪效应与相关标准器。基于此,文章阐明了校准原理与方法,借助实例进行验证,证明该方法具有可操作性与实用性。在确保企业生产条件下,做好校准工作,切实维护工作人员自身安全,有利于实现在线校准。
关键词:高速传送;传送速度;在线校准
随着科学技术的快速发展,自动化生产线以其独特的优势,被广泛地推广和应用在众多领域。工业4.0概念的提出,如何实现工业生产的高效化和智能化发展,成为工业行业关注的重点。产品传送速度参数在计数传感器基础上生成,在多个层面起到了重要作用。医药与印刷等行业应用自动化生产线后,具有较高的传送速度,确保了较高的参数准确性。定期校准生产线上参数,有利于维护产品质量与品牌效应。传统校准方法的应用,无法满足企业对高效与安全生产的要求,这就需要设计一种新的校准方法,在高速生产线上对传送速度以及其他参数进行校准,不仅能够保证生产运行的安全性,还能够提高生产质量和效率。
1 传统校准方法
现阶段多现场校准多使用手持式转速表比对法,在采用该种校准方法时,必须将生产线关闭,然后采用人工粘贴反光纸的方式进行校准,校准时,重新启动生产线。一定程度会降低企业生产线的生产水平和质量。同时,工程师在进行实际生产的过程中,如果和生产线机械装置之间的距离过近,会给个人与企业带来一定安全风险。新方法的应用,在确保校准可靠性与可行性同时,避免对人身与生产构成威胁。
2 频闪效应
所谓频闪效应,指的是当物体在人的视野中消失后,能够产生短时间的觉印象。通常状况下,视觉印象暂时停留的时间一般在0.05~0.2 s之间。如果物体的视激信号的间隔小于0.05 s,将会导致人形成连贯错觉,即短时间内被观物体将不会消失[1]。表明,闪光频率与物体的运动速度表现出相应倍数关系时,人眼中产生了相对静止的影像。如,旋转圆盘,将一个标记写在圆盘上,如果转盘转速n等同于闪光频率n0时,每次闪光时标记全部处在相同位置,于是就产生了上述情况。由于闪光频率与转盘转速间倍数有差异,将获得二重、三重等的图像。频闪效应的应用,可轻松地观察到高速运动物体运行状况与表面质量,现阶段频闪效应被应用在多个领域,如生物与工业生产等[2]。
3 频闪设备与主要技术指标
频闪设备,借助内部或外部触发的方式,对LED频闪灯的闪光频率实施控制,观测运动物体的旋转速度或高度选装等。本校准方法将频闪设备用作标准器,发出的光明亮且短促。为使被校区域与其他区域较好地区分,闪光的亮度4倍于环境亮度。为将光危害降至较低,频闪设备发出的频闪光不对人产生刺激感,要求频闪设备的量程范围应≥50 Hz,以满足产品传送速度参数的要求。
4 高速传送生产线产品传送速度在线校准原理与方法
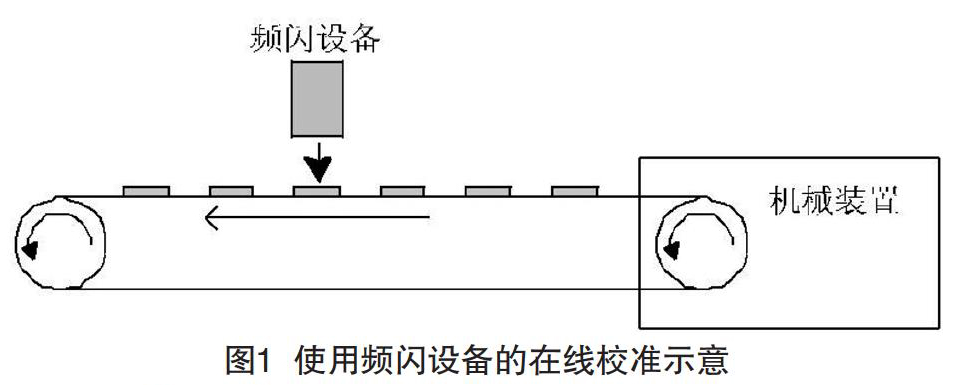
以频闪效应原理为依据,选定标准频闪设备的闪光,用作光源。如图1所示,如果闪光频率趋近或等同于生产线传送带上物体运动速度,尽管物体处在高速运动装填,相比实际运动较慢,可以将物体视为静止。在闪光下生产线上所有产品均视为静止,因此生产线上产品的运动速度即为闪光频率。
校准使用频闪设备的可以是含有頻闪光源与控制单元等的检测系统或手持式频闪仪,校准工作开始前,保证校准人员与转送装置或产品接近时,对人身安全及产品质量不会造成影响。为确保校准结果较高的精准度,先要明确被校生产线产品的传送速度数值,确定产品传输速度之后由校准人员对频闪设备的出射光进行检测,并保证其能够垂直地投射到生产线上,进而保障所有的产品按照一定的顺序依次通过照射区域,如果缓慢前进影像出现时,说明相比产品的运动速度,闪光频率较小;如果产品以缓慢后退影像出现时,说明,相比产品运动速度,闪光频较大。在实践生产的过程中,需要校准人员对实际状况进行全面的分析,对设备闪光频率作出适当调整。
如果高速运动的产品处在静止状态,与生产速度不断趋近的范围内,可视为,设置的闪光频率与生产线上产品的运动速度是等同的,以标准器闪光频率与生产线控制装置上传送速度示值间的差异为参照,作出误差判断,并评判生产速度测量不确定度。
5 高速传送生产线产品传送速度在线校准结果
研究对象选取某公司医用创可贴生产流水线,在该生产线上,输出的创可并贴未进行剪裁。机械控制单元中的计数传感器位无法直接测量,拆卸较困难。如果有人接近机械控制单元,在系统控制下,生产线自动停止,维护人员不受伤害。企业要求该线产品传送速度每分钟达到2 000件。为更好地开展现场作业,在开展在线校准时,使用的观测方法为手持式频闪仪,同时配合肉眼观测。生产线控制系统在整体运作流程中每分钟的传送速度保持在2 000件,因为传送速度单位为每分钟,为此,取10次测量的平均值,向上取整数,获得的最优参数估计值为每分钟2 001件,如表1所示。
6 不确定度评定的测量
(1)测量模型。在该次校准中,测量数学模型表示为“y=n,其中,y为被校生产线产品传送速度的校准值;n为标准频闪仪的示值”。2 000 FPM处,标准器可允许误差为2 000×±0.02% =±0.4 FPM,生产线传送带每处具有相同的传送速度,通常传送带具有恒定的运行速度传送带运动时,引入的不确定度分量可忽略不计。如此,获得的频闪仪引入的标准不确定度为每分钟u(n)=u2=0.6件,其中u2为分辨力产生的标准不确定度。(2)测量重复性。维持重复性条件,本次校准测量了10次同一生产线,引入的标准不确定度为每分钟为uA = s/= 0.38 件/min。(3)校准结果的测量不确定度。在本次校准中,生产线产品传送速度的扩展不确定度每分钟2件左右。
7 结语
在计数传感器基础上生成的产品传送速度,应用在高速生产线上,该校准方法操作便捷、效率高,具有较强的实用性。与传统方法比起来,很大程度上防止了校准工作给企业生产来的影响,维护了工程师的人身安全,使在线校准变成可能。许多企业需求较高的在线服务,这种方法对生产运行特点不构成影响,具有突出的作用。该方法在生产速度较大的生产线上,具有良好的适用性。校准开始前,先把握产品速度估计值,这点很重要,因为闪光频率和产品传送速度呈现出特定倍数关系,会对校准结果过程产生影响,而该校准方法可消除这种影响。
[参考文献]
[1]王伟,刘磊,刘尔立.读写作业台灯的频闪研究[C].武汉:海峡两岸第二十一届照明科技与营销研讨会专题报告暨论文集,2014:31-38.
[2]肖天雷.高速生产线产品传送速度的在线校准方法[J].上海计量测试,2015(3):28-30,33.
