日本对虾错季工厂化高效养殖技术
张洁 孙绍永 苏文清 马国臣 张国新 姜延颇 刘永刚
曹妃甸区日本对虾的工厂化养殖始于2014年,呈逐年上升趋势,目前年工厂化养殖面积已经超过5 000 m 2。主要利用秋冬闲置育苗和工厂化车间,年可以养殖两茬,元旦和春节上市,单茬产量2.0~3 kg/m 2,市场价格300~400元/kg,为大塘价格的1.5倍左右。目前,日本对虾的工厂化养殖技术渐趋成熟,单茬效益高达300~600元/m 2,具体如下。
1 准备工作
1.1 清整沉淀池
6月,清理沉淀池池底淤泥至池埂上,并晾晒半个月。
1.2 进水
7月,大潮时进水。进水前检测水质指标,氨氮、亚硝酸盐不能超标。一次性将水进足,保障养殖期用水需求。
1.3 铺沙与消毒
清除车间水泥池池壁和池底的污泥杂物后,在池底的3/4面积铺厚7~10 cm干净、无污染、大小均匀的细沙。用100 mg/L漂白粉对细沙、进排水管道、增氧管道、池壁和池底等浸泡消毒48 h后,用海水冲洗干净备用。
1.4 光照调整
车间中午的光照度控制在200~300 lx。
1.5 水位控制
水位控制在70 cm左右。
2 苗种放养
2.1 苗种选择
选择经检测不携带WSSV、IHHNV、TSV、IMNV、YHV的健康苗种,TCBS平板检测,弧菌(黄菌)含量不能超过50 CFU/尾,副溶血弧菌(绿菌)不能超过6 CFU/尾。虾苗大小均匀,体色透明、体表无寄生物及附着污物,尾扇张开,逆水性好,弹跳有力,肠胃饱满,无病弱苗和死苗,体长≥1 cm的优质种苗。苗种要求符合NY/T 5059 无公害食品对虾养殖技术规范规定。
2.2 苗种运输
8月中旬和10月中旬放苗,塑料袋充氧运输。袋装水3 kg,1cm苗种4万~5万尾。
2.3 放苗和密度
放苗时,将苗袋放入池水中15 min,再倒入池中。放养密度200~300尾/m 2。
3 养成管理
3.1 饵料投喂
3.1.1 饵料选择 ?选择虾片、卤幼、卤虫、冰鲜小杂鱼等,卤幼、卤虫、冰鲜小杂鱼需要消毒后使用。
3.1.2 投喂方式 ?每池靠近排污口设置一块投饵区,占池底面积的1/4。饵料全部均匀投放投饵区中。
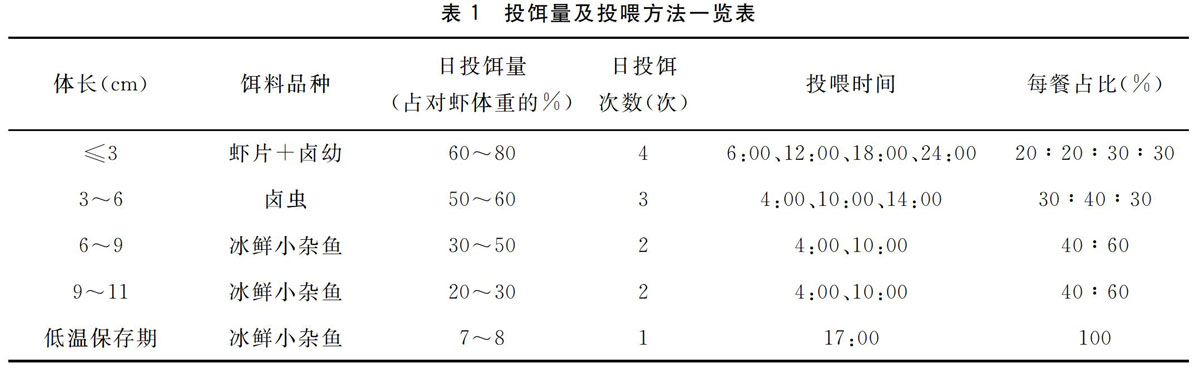
3.1.3 投餌量及投喂方法 ?饵料品种、日投饵量、日投饵次数、投喂时间及每餐投饵占比依据对虾体长不同而定。具体见表1。
虾苗3~11 cm投喂饵料以1~1.5 h吃完为好,低温保存期投喂饵料以3~4 h吃完为好。白天有对虾出来觅食,需要适当增加投饵量。饵料质量符合GB 13078 饲料卫生标准的规定。
3.2 水质调控技术
3.2.1 进水 ?海水需经过沙滤,以便滤掉原生动物及大型藻类。
3.2.2 控温 ?虾苗入池时,池水温度为自然海水温度。低于23 ℃需要提温,3~11 cm养殖全程水温保持在23~25 ℃。低温保存期,水温保持在10~14 ℃。
3.2.3 溶解氧 ?池水溶氧量保持在5 mg/L以上。
3.2.4 盐度 ?适宜盐度为20‰~30‰,通过自然海水兑淡水的方式调整盐度,保持盐度恒定,避免上下波动。
3.2.5 pH值 ?pH值控制在8.3~8.5,日波动小于0.5。
3.2.6 换水 ?养殖期间,每天换水一次。虾苗1~3 cm,每天换水20%~30%;虾苗3~6 cm,每天换水30%~35%;虾苗6~9 cm,每天换水35%~45%;虾苗9~11 cm,每天换水50%;低温保存期,每天换水20%~30%。每天换水用时6~8 h。
3.3 病害防控技术
3.3.1 预防措施 ?虾病防控要坚持以防为主,重视综合预防病害工作。首先严把虾苗入池关,虾苗保证不携带WSSV、IHHNV、TSV、IMNV、YHV,弧菌(黄菌)含量不能超过50 CFU/尾,副溶血弧菌(绿菌)不能超过6 CFU/尾;入池时带水操作;池底细沙大小适中,冲洗干净,严格消毒;其次抓好养殖用水的消毒,通过自然沉淀、砂滤等手段,清除自然海水中所携带的病原,切断水体传播的途径。定期对工具、水靴进行消毒,严防流行性疾病的发生;第三是监测水质指标,保持水质稳定,避免对虾产生应激反应;第四是在饲料中添加有利于提高对虾免疫力的物质。第五是底质维护。按期观测虾池底质和水质情况,不定期使用底质改良剂调水改底,防止池底水质恶化。第六,定期检测虾苗体内弧菌量和水中弧菌量。每克虾苗携带弧菌数量小于30万,绿弧菌小于5万。水中弧菌数量控制在300个/mL以下。
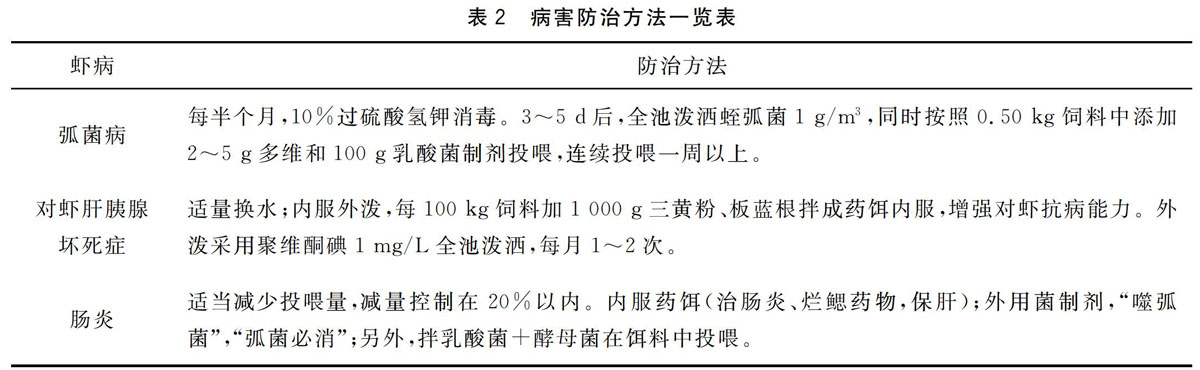
3.3.2 治疗措施 ?日本对虾工厂化养殖常见的病害有弧菌病、对虾肝胰腺坏死症、肠炎等。药物使用应符合NY 5070、NY 5071的规定。见表2。
4 收获
4.1 捕捞
当对虾达到商品规格70~80尾/kg后,根据市场需求情况元旦和春节适时收获。采用排水手挖捕捉的方法收捕。
4.2 运输
按规格大小分档挑选,用木屑包埋对虾置于纸箱中,可长途运输;距离较近的运输,采用活鱼车运输桶运输。运输前,在运输桶内加冰,将水温降至10~12 ℃。桶内套笼筐,每桶可盛6个笼筐。每个笼筐装虾5 kg左右。
5 分析与讨论
5.1 铺沙技术
日本对虾的工厂化养殖池底铺沙是非常关键的。首先,沙粒的大小选择很重要。沙子过细,对虾潜沙困难,不利于水流和DO交换,沙子过粗,对虾不舒适。其次沙子入池去除杂质后,同池壁、管道一起用漂白粉消毒。再者,铺沙厚度很关键,不是越厚越好,几年的生产经验表明,7~10 cm的厚度较为合适,太厚,容易发臭,导致水质败坏。
5.2 弧菌防治
日本对虾工厂化养殖夏季防治弧菌是很关键的。由于光照低,弧菌繁殖快,坚持检测虾苗体内弧菌数量和水中弧菌数量。一是定期检测虾苗体内弧菌数量。每克虾苗携带弧菌数量小于30万;绿弧菌小于5万。二是养殖过程每周检测水中弧菌量。当时,用绿色杀菌剂和微生物制剂配合处理,能维持弧菌量在较低的水平和较长的周期;如果超过500个/mL,先使用消毒剂,2 d后使用微生态制剂,严格控制弧菌量在1 000个/mL以下。如果超出范围,具体操作:??
10%过硫酸氢钾消毒剂连续3次杀灭弧菌后,24 h内补充有益微生物,一定要足量使用;减少饵料投喂量,加大换水量,之后采取补充有益微生物措施;3~5 d后,全池泼洒蛭弧菌1g/m 3,同时按照0.50 kg饲料中添加2~5 g 多维和100 g乳酸菌制剂投喂,投喂一周以上,每天一次,抑制肠道内弧菌繁殖;保持总菌密度与弧菌密度之比大于20,维持细菌的物种多样性,总菌保持100万数量级。
5.3 效益分析
生产实践证明,利用工厂化车间养殖日本对虾切实可行,该模式不仅探索出充分利用闲置秋冬育苗和工厂化车间养殖的问题,同时探索出日本对虾错季高效养殖的可行性,为市场增加了优质鲜活的对虾品种。平均放养200~300尾/m 2,平均单产2~3 kg/m 2,对虾规格70~80尾/kg,市场价单方水体单茬均效益达到300~600元。单茬单方水体较南美白对虾效益高出2倍以上。
