拖拉机变速箱主要零部件的检修
张国成
摘要:在长期使用中,变速箱零件发生变形、磨损、破裂是不可避免的。本文论述了齿轮、花键轴、滚动轴承、变速箱壳体及操纵机构的修理方法。
关键词:拖拉机;变速箱;检修
中图分类号:S229.1 文献标识码:Adoi:10.14031/j.cnki.njwx.2016.10.045
拖拉机变速箱主要由壳体、齿轮、花键轴、操纵机构等组成,功用是改变拖拉机驱动力和行驶速度,使拖拉机前进或倒退及在柴油机工作情况下能停车和输出动力。在长期使用中,变速箱中主要零件的变形、磨损、破裂是不可避免的,我们要掌握变速箱主要部件检测与维修方法,对拖拉机正常工作有重要意义。
1 变速箱壳体
变速箱壳体是变速箱重要零件之一,是变速箱的基础件。在变速箱壳体里,输入轴总成、输出轴总成、换挡机构总成等零部件,按一定的相互位置关系装配成一个整体,并按一定的传动比关系输出转矩。壳体上面有轴承座孔,承载着变速轴、变速齿轮。如果变速箱壳体发生变形或轴承座孔磨损,将影响变速箱的工作。
变速箱壳体变形将破坏孔与孔、孔与平面间的位置精度,其中最主要是破坏了同一根轴前后轴承孔的同轴度及各轴之间的平行度,使扭矩传递的不均匀性增大,齿轮啮合状态恶化。
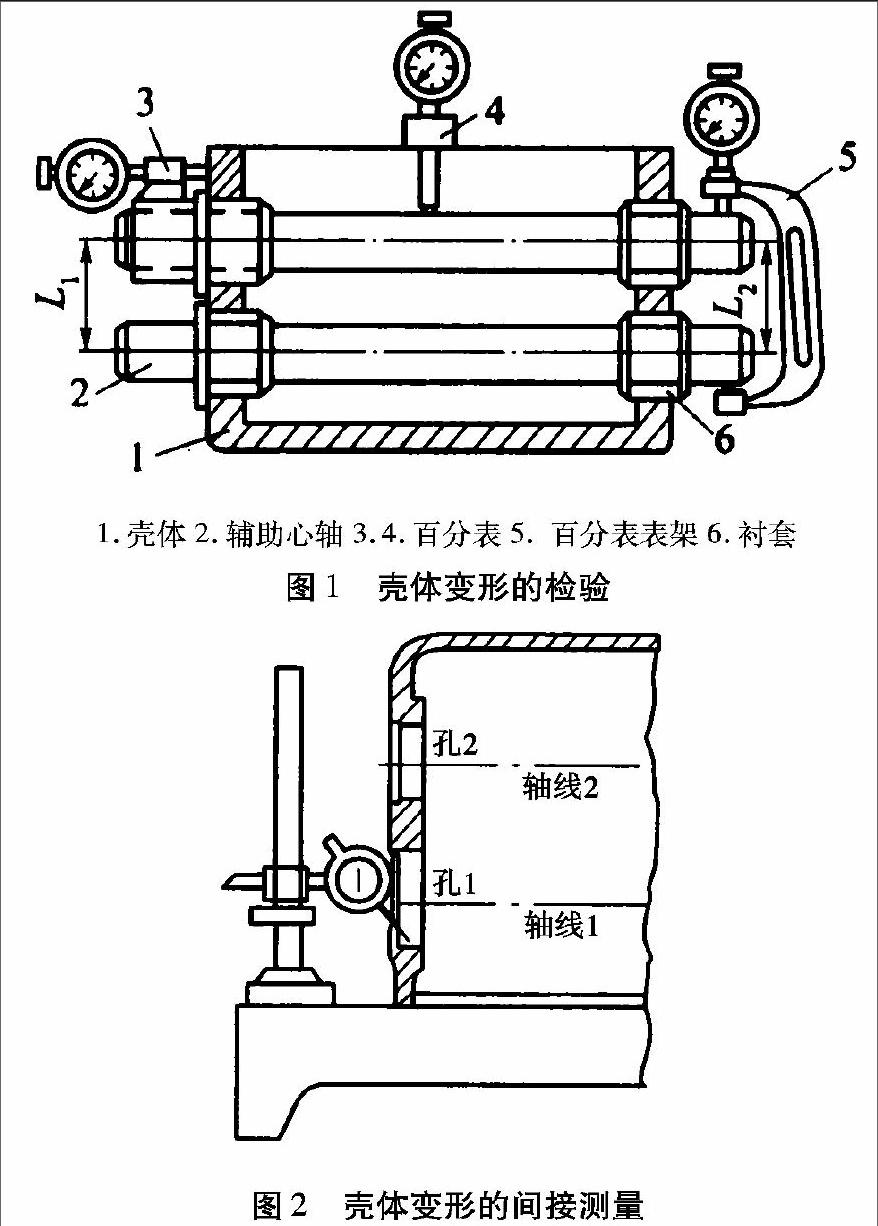
壳体变形大小可用图1所示的辅助心轴及仪表进行测量。两心轴外侧间的距离减去两心轴半径之和即为中心距,两端中心距之差即为平行度误差。但这种测量只有当两个心轴轴线共面时才准确。测量端面垂直度时可用左侧百分表,将其轴向位置固定,转动一圈,表针摆动量即为所测圆周上的垂直度大小;测量上平面与轴线间平行度时可在上平面搭放一横梁,在横梁中部心轴上方安放一百分表及接头,使接头触及心轴上表面,由横梁一端移至另一端时,表针摆动大小即反映了上平面相对于轴心线平行度误差及上平面本身的平面度误差。
无定位套与心轴时亦可按图2所示进行间接测量,即将壳体上平面倒置于平台之上,用高度游标卡尺及百分表或量缸表测量各孔下缘高度及各孔孔径,各孔高度差即反映了各轴线与上平面之间及各轴线之间在垂直方向上的平行度误差。再将壳体垂直放置并测量,其高度差即反映了各轴线是否共面。根据两次测量即可计算出各孔轴心线是否平行,而各加工面的平面度误差可用平板与塞尺测量。壳体和盖(或与飞轮壳)接合平面翘曲不平时,可用平板或两者扣合在一起用塞尺检查。当间隙超过0.50 mm,可用铲刀或锉刀修整。
2 齿轮的修理
变速箱的齿轮经常在高转速、高负荷情况下工作,而且变速箱齿轮所承载的转速和负荷又是在不断变化的,所以齿轮损坏时常发生。齿轮损坏主要表现为工作齿面出现磨损和斑点剥落,轮齿局部折断或整个齿身折断、齿圈破裂等。工作齿面磨损后,使齿厚变薄。因此,只要用测齿卡尺测量其齿厚,便能知道该齿的磨损程度。圆柱齿轮的齿厚,可用齿轮卡尺直接测量齿厚。锥齿轮的齿厚,则需通过检查齿轮的啮合间隙来确定。如若齿轮齿厚磨损不大于0.8 mm,齿顶磨损不超过齿长的15%~18%,工作齿面斑点剥落在不相邻的齿上,其斑点分布不大于齿长的1/4时,均可用油石或软砂轮磨光其毛刺,继续使用。如磨损超过上述允许值,应该修理或更换。在修理时,可根据齿轮结构及磨损情况,采取相应措施。
(1)齿轮换向修复。齿轮在传动中大都是单面受力的,因此,轮齿的磨损亦是单面或不对称的。如结构上许可,齿轮可以换向使用,即将磨损后的齿轮反转180°,利用未磨损的一面作为工作齿面继续使用。
(2)换齿圈法修复。一般较大齿轮为了节约优质钢材,常将齿轮分为两部分组成。用优质钢单独做成齿圈,并将齿圈与齿坯采用静配合连接组成齿轮。这种齿轮当轮齿磨损超过允许值时,可将齿圈拆下,重新压入新齿圈,即可继续使用。当轮齿磨损超过允许值时,可以将其退火,车去磨损后的轮齿,做成齿坯,然后把新齿圈加热600~700 ℃压入齿坯。为防止松动,可用焊接和稳钉固定。
3 花键轴的修理
花键轴缺陷主要是键齿、轴颈磨损,轴端螺纹损伤及轴弯曲等。
(1)键齿磨损量大于1 mm时,可用弹簧钢丝气焊或用直径4 mm中碳钢焊条堆焊修复。也可先用低碳钢焊条堆焊整形后,再用氧乙炔火焰喷焊一层合金粉末,最后铣至标准尺寸。为了使花键轴工作面保持原有材质,应在未磨损一侧齿面堆焊,然后加工磨损的一侧齿面,至消除磨痕为止,最后加工堆焊的一侧,恢复标准尺寸。
(2)轴颈磨损后可用电镀、刷镀或氧乙炔火焰焊修复。
(3)轴端螺纹损伤可重新套制螺纹,或堆焊后车削至标准尺寸,再套制螺纹。
4 变速杆的维修
变速杆变形时可进行冷压校正。球铰配合面磨损后可用油石修光:TYl20型、TYl80型拖拉机球铰磨损使配合间隙增大后,可用减少半座间垫片法恢复配合。球铰磨损量大于1 mm时,可用中碳钢焊条堆焊,然后加工成球形并进行热处理,十字铰销轴磨损后可刷镀或更换,亦可更换与销轴相配的衬套。D80A-12型拖拉机的销轴与衬套标准配合间隙0.032~0.086 mm。需修间隙为0.10 mm。变速杆下端拨头磨损轻微时可用油石修光修圆,磨损量大于3 mm时堆焊后修磨成形并进行热处理。拨头与拨槽配合间隙为1~2.5 mm。
5 变速拨叉的维修
拨叉变形时可用虎钳等进行冷压校正。拨叉脚侧面磨损使其与滑槽配合间隙大于100~150 mm时,应用堆焊法修复叉脚,焊后磨修成形。叉脚与齿轮滑槽配合间隙为010~080 mm。叉脚修磨后同样需进行热处理,以保证其硬度。
摘要:在长期使用中,变速箱零件发生变形、磨损、破裂是不可避免的。本文论述了齿轮、花键轴、滚动轴承、变速箱壳体及操纵机构的修理方法。
关键词:拖拉机;变速箱;检修
中图分类号:S229.1 文献标识码:Adoi:10.14031/j.cnki.njwx.2016.10.045
拖拉机变速箱主要由壳体、齿轮、花键轴、操纵机构等组成,功用是改变拖拉机驱动力和行驶速度,使拖拉机前进或倒退及在柴油机工作情况下能停车和输出动力。在长期使用中,变速箱中主要零件的变形、磨损、破裂是不可避免的,我们要掌握变速箱主要部件检测与维修方法,对拖拉机正常工作有重要意义。
1 变速箱壳体
变速箱壳体是变速箱重要零件之一,是变速箱的基础件。在变速箱壳体里,输入轴总成、输出轴总成、换挡机构总成等零部件,按一定的相互位置关系装配成一个整体,并按一定的传动比关系输出转矩。壳体上面有轴承座孔,承载着变速轴、变速齿轮。如果变速箱壳体发生变形或轴承座孔磨损,将影响变速箱的工作。
变速箱壳体变形将破坏孔与孔、孔与平面间的位置精度,其中最主要是破坏了同一根轴前后轴承孔的同轴度及各轴之间的平行度,使扭矩传递的不均匀性增大,齿轮啮合状态恶化。
壳体变形大小可用图1所示的辅助心轴及仪表进行测量。两心轴外侧间的距离减去两心轴半径之和即为中心距,两端中心距之差即为平行度误差。但这种测量只有当两个心轴轴线共面时才准确。测量端面垂直度时可用左侧百分表,将其轴向位置固定,转动一圈,表针摆动量即为所测圆周上的垂直度大小;测量上平面与轴线间平行度时可在上平面搭放一横梁,在横梁中部心轴上方安放一百分表及接头,使接头触及心轴上表面,由横梁一端移至另一端时,表针摆动大小即反映了上平面相对于轴心线平行度误差及上平面本身的平面度误差。
无定位套与心轴时亦可按图2所示进行间接测量,即将壳体上平面倒置于平台之上,用高度游标卡尺及百分表或量缸表测量各孔下缘高度及各孔孔径,各孔高度差即反映了各轴线与上平面之间及各轴线之间在垂直方向上的平行度误差。再将壳体垂直放置并测量,其高度差即反映了各轴线是否共面。根据两次测量即可计算出各孔轴心线是否平行,而各加工面的平面度误差可用平板与塞尺测量。壳体和盖(或与飞轮壳)接合平面翘曲不平时,可用平板或两者扣合在一起用塞尺检查。当间隙超过0.50 mm,可用铲刀或锉刀修整。
2 齿轮的修理
变速箱的齿轮经常在高转速、高负荷情况下工作,而且变速箱齿轮所承载的转速和负荷又是在不断变化的,所以齿轮损坏时常发生。齿轮损坏主要表现为工作齿面出现磨损和斑点剥落,轮齿局部折断或整个齿身折断、齿圈破裂等。工作齿面磨损后,使齿厚变薄。因此,只要用测齿卡尺测量其齿厚,便能知道该齿的磨损程度。圆柱齿轮的齿厚,可用齿轮卡尺直接测量齿厚。锥齿轮的齿厚,则需通过检查齿轮的啮合间隙来确定。如若齿轮齿厚磨损不大于0.8 mm,齿顶磨损不超过齿长的15%~18%,工作齿面斑点剥落在不相邻的齿上,其斑点分布不大于齿长的1/4时,均可用油石或软砂轮磨光其毛刺,继续使用。如磨损超过上述允许值,应该修理或更换。在修理时,可根据齿轮结构及磨损情况,采取相应措施。
(1)齿轮换向修复。齿轮在传动中大都是单面受力的,因此,轮齿的磨损亦是单面或不对称的。如结构上许可,齿轮可以换向使用,即将磨损后的齿轮反转180°,利用未磨损的一面作为工作齿面继续使用。
(2)换齿圈法修复。一般较大齿轮为了节约优质钢材,常将齿轮分为两部分组成。用优质钢单独做成齿圈,并将齿圈与齿坯采用静配合连接组成齿轮。这种齿轮当轮齿磨损超过允许值时,可将齿圈拆下,重新压入新齿圈,即可继续使用。当轮齿磨损超过允许值时,可以将其退火,车去磨损后的轮齿,做成齿坯,然后把新齿圈加热600~700 ℃压入齿坯。为防止松动,可用焊接和稳钉固定。
3 花键轴的修理
花键轴缺陷主要是键齿、轴颈磨损,轴端螺纹损伤及轴弯曲等。
(1)键齿磨损量大于1 mm时,可用弹簧钢丝气焊或用直径4 mm中碳钢焊条堆焊修复。也可先用低碳钢焊条堆焊整形后,再用氧乙炔火焰喷焊一层合金粉末,最后铣至标准尺寸。为了使花键轴工作面保持原有材质,应在未磨损一侧齿面堆焊,然后加工磨损的一侧齿面,至消除磨痕为止,最后加工堆焊的一侧,恢复标准尺寸。
(2)轴颈磨损后可用电镀、刷镀或氧乙炔火焰焊修复。
(3)轴端螺纹损伤可重新套制螺纹,或堆焊后车削至标准尺寸,再套制螺纹。
4 变速杆的维修
变速杆变形时可进行冷压校正。球铰配合面磨损后可用油石修光:TYl20型、TYl80型拖拉机球铰磨损使配合间隙增大后,可用减少半座间垫片法恢复配合。球铰磨损量大于1 mm时,可用中碳钢焊条堆焊,然后加工成球形并进行热处理,十字铰销轴磨损后可刷镀或更换,亦可更换与销轴相配的衬套。D80A-12型拖拉机的销轴与衬套标准配合间隙0.032~0.086 mm。需修间隙为0.10 mm。变速杆下端拨头磨损轻微时可用油石修光修圆,磨损量大于3 mm时堆焊后修磨成形并进行热处理。拨头与拨槽配合间隙为1~2.5 mm。
5 变速拨叉的维修
拨叉变形时可用虎钳等进行冷压校正。拨叉脚侧面磨损使其与滑槽配合间隙大于100~150 mm时,应用堆焊法修复叉脚,焊后磨修成形。叉脚与齿轮滑槽配合间隙为010~080 mm。叉脚修磨后同样需进行热处理,以保证其硬度。
