樊蕾 程绍杨
【摘 要】论文介绍了一种残余应力消除技术——深冷处理,为了验证这一技术的有效性,以7A60铝合金为例,制定了深冷处理工艺路线并进行试验,而后用X射线衍射法检测毛坯表面的残余应力,并与未经处理的毛坯进行对比。试验结果表明,深冷处理可以有效地降低7A60铝合金的残余应力峰值,并且使得残余应力分布更加均匀。
【关键词】深冷处理;7A60铝合金;残余应力;X射线衍射法
【中图分类号】TG166.3? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻标志码】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章编号】1673-1069(2019)01-0186-03
1 深冷处理技术
材料冷却至室温后,继续在室温以下冷却的处理方法称为低温冷处理技术[1]。根据所采用液氮的状态,深冷处理的方式可分为如下两种:
①液体法
将样品直接浸入液氮中,使其迅速达到液氮温度,在保温一定的时间后取出,最后恢复至室温。此种方法使样品骤然降温,会产生大的热应力,对工件的热冲击较大,损害组织,在如此低温下易造成部分材料的脆性断裂,且温度是不可控的,因此,这种工艺的可调性差[2]。
②气体法
将液氮加热使其汽化,利用液氮的汽化过程吸收热量,以降低周围环境的温度。此种方法可使环境温度达到液氮温度,试样没有直接和低温液氮接触,而是间接地和低温氮气相接触,因此,对工件不会产生热冲击[3]。
2 薄壁件加工变形原因分析
7A60铝合金通过固溶强化获得高强度、高韧性的同时,也将产生较严重的淬火残余应力。在薄壁零件的加工中,90%以上的材料被切削加工去除,毛坯内部残余应力得到大量的释放与重新分布,且零件的刚性降低,零件在切削力、切削热、切削振动及残余应力重新分布的影响下,产生整体或局部的弯曲、扭曲或弯扭组合的加工变形,使零件难以达到设计要求,甚至成为废品,这是引起薄壁结构件加工变形问题的主要原因之一。鉴于固溶强化本身的工艺特点,排除了采用高温去应力退火的可能性,也难以通过机械拉伸、压缩或振动等应力消除方法取得比较理想的效果。鉴于铝合金在低温下反而具有良好的机械性能,因此,可以通过深冷处理改善铝合金的材料性能与尺寸稳定性。
3 7A60铝合金液氮深冷试验
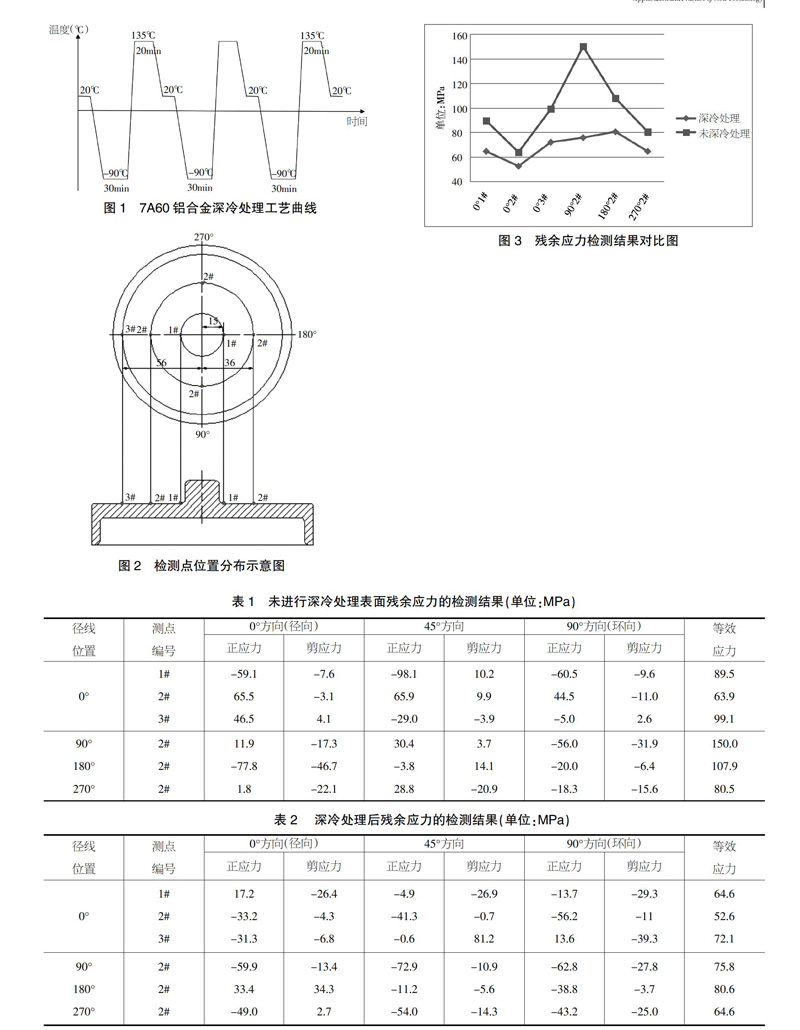
为了验证深冷处理对消除7A60铝合金残余应力的效果,进行如下试验。采取的主要工艺路线是:淬火后的毛坯先自然冷却至室温,再利用液氮深冷至-90℃,保温30min,然后进时效炉升温至135℃,保温20min,出炉后自然冷却至室温,如此反复进行3次[4],如图1所示。
深冷处理后,应用X射线衍射法检测毛坯表面的残余应力,与未进行深冷处理的毛坯进行对比(见表1和表2),检测点位置分布如图2所示。
由图3可以看出,深冷处理后的毛坯表面残余应力分布比较均匀,峰值较低,而未进行深冷处理的毛坯表面残余应力分布极不均匀,并且峰值较高[5]。
根据表1和表2的统计数据计算得到:未进行深冷处理的毛坯表面残余应力的均值和极差分别为:=98.5MPa;=86.1MPa;深冷处理后毛坯表面的残余应力均值和极差分别为:=68.4MPa;=28MPa。经过深冷处理后,毛坯表面的残余应力均值和极差分别降低了30.6%、67.5%,根据残余应力幅度与加工变形线性相关的理论,可以肯定经过深冷处理的毛坯加工后工件变形情况要优于未经过深冷处理的毛坯[6]。
4 结论
综上所述,深冷处理可以有效地降低7A60铝合金的残余应力峰值,并且使得残余应力分布更加均匀,从而可以有效地控制薄壁件的加工变形。
【参考文献】
【1】张丽伟,姜大鹏,张昆.7075铝合金残余应力释放的热处理工艺研究[J].中小企业管理与科技(下旬刊),2013(4):320-321.
【2】王秋成,柯映林.深冷处理消除7050铝合金残余应力的研究[J].浙江大学学报,2003,11(6):748-751.
【3】王海斗,朱丽娜,邢志国.表面残余应力检测技术[M].北京:机械工业出版社,2013(9):10-26.
【4】胡云卿,万海涛.残余应力消除方法研究[J].科技广场,2011(4):188-190.
【5】张根保,张坤能.残余应力消除技术[J].制造技术与机床,2015(4):6-11.
【6】王庆光.残余应力检测技术及其应用[J].重型机械科技,2002(4):39-49.
- 浅谈高校开展绩效审计的思路和建议
- 水利水电勘测设计单位市场经营策略研究
- 高校女生谨防“校园贷”的教育引导研究
- 房地产项目开发中代建制管理模式分析与研究
- 长护险护理服务中日比较研究
- 事业单位审计与纪检监察的协同治理
- 政治周期视角下美国对华反倾销影响分析
- 如何提高财政决算及财政支出管理效率
- 城建投资企业财务风险分析及其管控
- 邮政企业财务内部控制的常见问题与对策
- 我国文化创意产品出口竞争力影响因素分析
- 交通运输单位内部控制管理存在的问题及优化措施分析
- 地铁站点周边金融机构集聚现象研究
- 中美技术差距变化分析
- 品牌并购为并购方股东创造财富吗?
- 关于资产管理制约与监督的制度体系建设探究
- 制造业与物流业绿色协同发展研究
- 奥地利学派的经济思想史以及现代启示
- 科技进步对中部省会城市经济增长的贡献分析
- 对福建省浦城县农民保险扶贫认知现状的分析
- 农村金融排斥问题的调研
- 新时代金融支持“一带一路”建设
- 广西与粤港澳大湾区金融合作的SWOT分析及政策建议
- “滇中产业新区”建设云天化国际战略机遇研究
- 浅淡内部控制之合同管理的制定
- superenergetic
- superenergetically
- superengrave
- superengraved
- superengraves
- superengraving
- superepic
- superepics
- superepoch
- superepochs
- superequivalent
- superequivalents
- superestablish
- superestablished
- superestablishes
- superestablishing
- superestablishment
- superestablishments
- superethical
- superethically
- superette
- superevangelical
- superevangelically
- superevent
- superevents
- 受窝囊气
- 受窭
- 受笞刑
- 受笼
- 受管辖
- 受粉
- 受精
- 受精二周的胎儿
- 受精卵
- 受累
- 受累不讨好
- 受纳
- 受纳诉状之竹筒
- 受终
- 受绐
- 受罚
- 受罪
- 受罪罚
- 受罪谴
- 受羁绊
- 受美好自然风光的熏陶
- 受老天保佑
- 受耻辱
- 受耻辱与伤害
- 受聘