刘俊艳 岳玲玲 张宇 聂金玉 张帆

摘 要:標准作业是制造业企业规范现场管理的基础方法,现场改善可由标准作业入手逐步展开工位级、工序级直至产线级的优化。YK公司以标准作业为抓手进行改善,以期提升产线平衡率。通过观测工时以及现场实际情况,发现存在等待和动作浪费的现象,应用工业工程相关知识并结合Lingo软件,对工序进行流程再造,制定出标准作业。为确保标准作业有效实施,结合工效学相关知识对作业空间布局进行优化,充分考虑人的因素,改进工装夹具、引进U型台装置、改善线边物料的摆放方式等来减少浪费。改善后整条产线平衡率由原来的679%提升至79.79%,人均产值提高了48.28%,实现了效率提升,促进了生产的标准化。工序的优化重组减少了整条产线的工人数,在一定程度上节约了人力成本,实现了效能的最优化,充分结合人因工程学理论,改善取得理想效果并可持续推行。
关键词:标准作业;作业空间布局;工效学;线平衡
中图分类号:TH 181
文献标识码:A?? 文章编号:1672-7312(2020)06-0602-06
Improvement of Work Space Layout in YK Company
under Standard Operation
LIU Jun-yan, YUE Ling-ling,ZHANG Yu,NIE Jin-yu,ZHANG Fan
(College of Economics and Management,Qingdao University of Science and Technology,Qingdao 266000,China)
Abstract:Standard operation is the basic method for manufacturing enterprises to standardize site management.Site improvement can start from standard operation to gradually carrying out the optimization of station level,process level and production line level.YK takes standard operation as the starting point for improvement to improve the balance rate of production line.By observing the working procedure time and the actual situation on site,it is found that workers actions and working procedures were unreasonable,and there was waste of waiting and action.By applying the knowledge related to industrial engineering and combining with Lingo software,it carried out the reengineering of working procedures and formulated the standard operation.In order
to ensure the effective implementation of the standard operation,the layout of the operation space is optimized by combining the relevant knowledge of ergonomics,giving full consideration to the human factors,improving the tooling fixtures,introducing U-shaped table devices,and improving the layout mode of the lineside materials to reduce waste.After the improvement,the balance rate of the whole production line increased from 67.9% to 79.79%,and the per capita output value increased by 48.28%,which improved the efficiency and promoted the standardization of production.The optimization and reorganization of working procedures reduced the number of workers in the whole production line,saved the labor cost to a certain extent,and realized the optimization of efficiency.By fully combining the theory of human factors engineering,the improvement achieved ideal results and was carried out sustainably.
Key words:standard operation;work space layout;ergonomics;production line balance
0 引言标准作业在企业中扮演的角色越来越重要,能够把企业积累下来的技术和经验以标准文件的形式记录下来[1],很多事故是由于弄错作业程序或作业方法随意以及缺少标准作业指导等原因而引发的[2]。生产线布局问题是现代企业发展面临的重要课题之一,设备布局、工作场地布局是否合理化、科学化、最优化,都会影响企业今后的发展和管理工作[3]。故企业利用基础工业工程的方法和原理[4],在制定了相关工序的标准作业指导书后,为使所有员工按照作业指导书操作,使工作高质量和高效率完成,需要对作业空间布局进行改善[5]。陈诗颖等[6]和杨静[7]对生产线布局存在的不合理之处进行了详细分析后,进行优化。刘琳[8]和贾舒媛等[9]也曾利用Lingo法对装配线进行产线平衡设计。在服装制造业中利用排序位置权重技术来平衡裤管装配线,以提高生产线的效率并最小化工作站的数量[10-11]。基于以上应用研究成果,对生产作业进行了标准作业设计以期减少不必要的动作,提高工人操作效率。标准作业管理应用到工人操作中,会使工时发生改变,需进行工艺流程再造,并根据优化后的工艺流程制定标准作业指导书;为保证标准的实施进一步对工人作业空间布局进行改善。在工作过程中,工人的操作动作以及作业空间布局的设计[12]是作业空间改善的重要内容。为了提高生产率,同时保护工人免受事故和健康问题的影响,工作台需要应用人因工程学原理进行重新设计[13]。对工作台的U型布置将有助于操作员有次序地工作,降低差错的发生概率,降低人因工程学风险[14-15]。利用人体工程学原理,减少人体在各种任务中所经历的疲劳[16]。以整体方式提高了设施或设备的可操作性、可维护性和用户接受度[17]。提出可调工作站,改善工人工作姿势[18-19]。从而减少对人的健康产生的不良影响[20]。项目组对工作台的U型引进将有助于操作员有次序地工作,降低差错的发生概率。同时,在U型装配线上,考虑工人的分配和降低人体工程学风险是至关重要的。YK公司以整体方式提高了设施或设备的可操作性、可维护性和用户接受度,运用人因工程理论设计工人安全舒适的作业姿势,并根据舒适作业姿势进行作业空间优化。工业4.0[21-22]的进程和日益增多的网络物理系统的实施,引发了人类工作和工作组织的变化,从而创造了新的挑战和机遇,人因与工效学的应用应获得更多的重视。
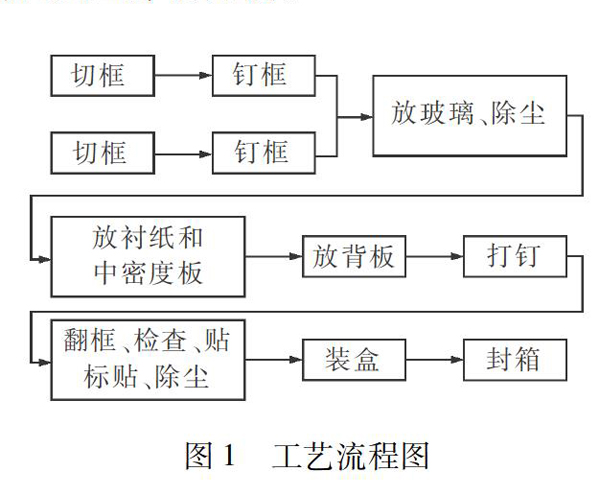
1 产线现状分析标准作业的建立、作业空间的优化是产线改善的方法,确定用该方法进行改善的决策过程是由該企业产线效率低,平衡率低这一现象出发,通过分析现象背后的原因而确定的。分析现象背后的原因基本思路为从产线级的工艺流程、整体物流动线中发现瓶颈工序,进而对瓶颈工序的作业空间、作业方式等进行分析,由产线聚焦到工序、工位及工人的操作,逐层逐级逐步进行原因分析。以YK企业成品厂117线生产的XK产品作为主要对象进行研究。117线现有生产工人12~15人,每日有效工作时间为10 h,对某一种XK产品的11个工序进行工时测量,测出11道工序的多组不同的加工时间,剔除异常值后,最终得到每道工序保留10个测量数据,分别求其平均值,并以之作为对应工序的加工时间(见图1)。再由线平衡公式计算得出其线平衡率为67.9%根据基础工业工程相关理论知识,产线平衡率最低应达到75%,该产线线平衡率明显过低,所以需进行改善。
1.1 工艺流程分析 选取117线生产的主要产品5 inch×7 inch的XK产品进行分析,其工艺为两人切框、两人钉框、放玻璃、放衬纸和中密度背板、安背板、打钉、翻框、装盒、装箱11个工序,由11名工人完成。其中切钉工序为2人并行作业,故后续模型的建立采用切钉为两道工序的方法。
1.2 产线整体物流动线分析对生产XK的物流路径进行分析,发现不同工位在搬运物料时,存在搬运距离长、搬运路径复杂的现象(见图2),说明产线线边物料的布局存在问题,线边物料箱摆放不合理。产线总长26 m,远远超出加工需要,造成空间上的浪费。
1.3 作业空间布局
1)根据使用频率和功能原则,物料架的存在需保证物料的及时拿取,而其距离工位2~3 m(见图3),距离远、物料随意摆放、5S不彻底、对于上料下料位置没有标准等问题使工人补料不便、搬运距离增加、破坏加工节奏,从而产生搬运的浪费、加工的浪费和动作的浪费。
2)根据使用频率和顺序原则,工装台物料(玻璃、衬纸、中密度板、背板)摆放未进行合理的定置定位,工人在拿取并安装玻璃时,双手距离1 m,距离远,由于工装台位置不合理,玻璃经左右手传递,造成动作的浪费。工人每次拿取玻璃的时候平均每次16片(见图4),拿取较少,需要频繁补给,工人需要转身拿取,存在动作浪费。
3)根据使用频率和重要性原则,打钉、吹尘为重要环节,而打钉枪、吹尘枪用完直接放在传送带上,无固定放置的位置(见图5)。当工人使用完打钉枪和吹灰枪进行下一工序时,打钉枪和吹灰枪就会被运远,工人在拿取的时候,造成动作浪费。
通过上述对产线现状分析可知,YK公司目前主要存在产线过长、线边物料混乱、物流路径布置不合理等,存在动作浪费;工序间的不合理布置,导致工人等待时间浪费等问题。
2 工艺流程再造以上问题的分析均通过工人作业时间定量反映出来。文中运用Lingo软件对原有工序进行了最优化求解。Lingo求解的工序工时最优结果见表1。
Lingo求得的最优节拍时间为8.37 s,根据输出结果并结合ECRS分析方法对工序进行合并,由表1可以看出,将原来的第3道工序(放玻璃、除尘)和第4道工序(衬纸、中密度板)合并为一人完成(见表1工位3),原来的第5道工序(安背板)和第6道工序(打钉)合并为一人完成(见表1工位4)。合并后工序减少为7个,作业时间最长的工位为第4工位8.37 s,作业时间最短的工位为第7工位5.60 s,使得各工位加工时间均衡,同时经方案实施表明,合并工序并未过分加工人负担,反而减少了合并前工序的等待浪费,有利于提高线平衡率,提高生产效率。改善后线平衡率为79.79%,线平衡率较改善前提高11.89%,满足了产线平衡最低要求,实现了提高线平衡率的目标,同时减少了人员浪费。
3 标准作业的制定工艺流程重组后,需要知道各工人的新的作业标准。基于各工位标准工时,结合熟练工人的操作经验及合理化分析,制定出新的标准作业指导书(见表2),来规范工人作业。
標准作业指导书的制定剔除了多余动作浪费,工人加工动作标准化。但人的各种因素都使得标准作业的执行受到影响,使得标准作业效果打折扣。在实际操作过程中,标准作业指导书的实施推行需要厂长、线长及工人之间的沟通配合,由专业人员或熟练工人对员工进行培训。
4 作业空间布局的改善由于新的标准作业的实施,原有的工位级作业空间布局不能支持标准作业的实施,进一步从人因工程的角度对作业空间布局进行改善。工位3和工位4合并为一个工序,工人的操作顺序发生改变,为了便于工人拿取物料,进行双手作业,故物料摆放采用U型的布置方式。工人采用站姿作业,此工位的操作员一般为女性,由于公司位于华北地区,由6个区域的成年人身高均值可知,华北地区女性平均身高为1 586 mm,又因人在采取直立姿势作业时,根据设备和用具的尺寸与身高的关系,工作面的高度与人身高比值为6/11,因此作业平面的高度距离地面865 mm,符合女性轻作业工作台面高度范围(如图6)。经实验证明,此作业高度可以使工人作业时保持放松的姿势,符合人因工程学的设计。
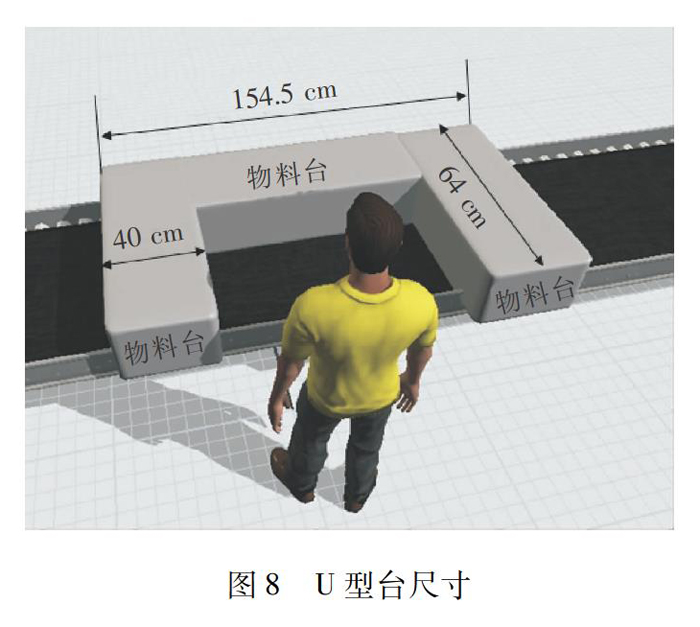
对多名女性工人的臂长进行实际测量,双臂自然平举时的平均臂长为154.5 cm,上臂自然下垂时正常作业范围为35 cm,最大作业范围为63.5 cm(如图7),根据手的垂直作业范围规定,最大作业范围是半径72 cm的圆弧,最舒适的作业范围是圆弧半径30~40 cm,理论最大作业范围是半径72?cm的圆弧,最舒适的作业范围是圆弧半径30~40 cm,因此,测量值均在理论作业范围之内,符合华北地区大多数女性舒适作业标准,实测数据具有代表性。由于立姿作业,人的活动性较大,为保证操作者操作自由,满足实测和理论最大作业范围和舒适范围尺寸要求,因此将U型台工位的正常活动距离设定为120 cm,U型台总长为154.5 cm(如图8)。分析常见物料尺寸,为保证物料安全存放和满足作业范围舒适度,摆放物料的物料台宽度左右各为0.4 m,用于摆放玻璃、衬纸、中密度板、瓦楞板、背板等物料(如图9),便于双手作业,减缓视觉疲劳,减少人员浪费。工人身后分别为玻璃架、衬纸物料架、背板物料架,根据现场测量及设计,物料架:110 cm×70 cm;玻璃架:110 cm×90 cm。
放背板和打钉工序合并由一人完成,活动距离1.2 m。工人将背板放在左侧U型台上,将打钉枪放在右侧物料台上,物料台为50 cm。
缩短成品架与包装台的距离,便于搬运。包装台长度为2.35 m,工人身后为物料备用区。
改善后作业空间总体布局图。产线总长约为15 m(图11)。其中各工位活动距离为1.2 m。
原产线布局散乱、无标准、线边物料及工装夹具摆放随意,因此,从人因工程的角度结合人体测量改善作业空间布局,结合5 S,改进工装夹具,对线边物料进行定置定位。改善后,产线长度由原来的26 m缩短为15 m,节省了空间。
对比工人改善前后的感受,改善后工作过程的紧张感和疲劳感减少,改善之前,原产线的日人均产值平均为475.6美元;改善之后装配线的日人均产值为705.2美元。人均产值提高了48.28%。
5 结语通过对产线现状的分析,以数据测量为基础,运用Lingo软件对现有工艺进行最优化求解,以此为基准进行工艺流程重组,并结合现场实际操作及标准工时,制定出各工位的标准作业及指导书。标准作业的施行需要合理的作业空间布局,结合人因工程学对作业空间布局做出改善,最终提升人均产能。改善过程表明不能只靠制度约束进行生产管控,更要充分考虑人的因素,使人、机在相对舒适的作业空间内进行生产,发挥出最大价值;标准作业的制定规范了整个作业流程,更对作业空间的合理布局更提出要求;结合人因工程学对标准作业下的作业空间设计可以提高人均产出,提高生产效率。
参考文献:
[1]裘钧.标准作业指导书(SOP)在数控机床实训中的作用分析[J].吉林工程技术师范学院学报,2018,34(06):105-107.
[2]谢英晖.作业指导书编制的注意事项[J].现代班组,2018(11):28.
[3]杜嘉玮,王少华,梁箫.多源不确定条件下的M公司生产线优化研究[J].机械设计与制造,2020(07):296-299.
[4]易树平,郭伏.基础工业工程[M].北京:机械工业出版社,2013.
[5]易晓亮,陈维君.浅谈标准作业在企业中的应用和推行[J].汽车实用技术,2018(03):169-171.
[6]陈诗颖,张琪,潘涛,等.基于ED仿真的某装配生产线布局优化研究[J].中小企业管理与科技(上旬刊),2016(07):147-148.
[7]杨静.基于焊装生产线节拍平衡的布局优化研究[D].天津:天津大学,2014.
[8]刘琳.基于线性规划与lingo对装配线平衡优化研究[J].内燃机与配件,2019(01):174-176.
[9]贾舒媛,田亚凤,彭玲玲,等.Lingo法在装配线平衡设计中的应用[J].制造业自动化,2018,40(10):125-127.
[10]Ocident Bongomin,Josphat I.Mwasiagi,Eric O.Nganyi,Ildephonse Nibikora.Improvement of garment assembly line efficiency using line balancing technique[J].Engineering Reports,2020,2(04):1-18.
[11]杨如意.N公司装配生产线布局研究[D].广州:华南理工大学,2013.
[12]Mistarihi Mahmoud Z.A data set on anthropometric measurements and degree of discomfort of physically disabled workers for ergonomic requirements in work space design[J].Data in Brief,2020(30):1-7.
[13]Anghel D C,Eduard-Laureniu Niu,Rizea A D,et al.Ergonomics study on an assembly line used in the automotive industry[J].Matec Web of Conferences,2019,29(02):120-131.
[14]包來根,李军祥.基于MMH的某药品生产线包装岗位人因改善研究[J].技术与创新管理,2016,37(06):614-618.
[15]ZHANG Z K,TANG Q H,Rubén Ruiz,et al.Ergonomic risk and cycle time minimization for the U-shaped worker assignment assembly line balancing problem:A multi-objective approach[J].Computers and Operations Research,2020,118:1-29.
[16]Vikram S Kulkarni,Devalkar R V.Postural analysis of building construction workers using ergonomics[J].International Journal of Construction Management,2019,19(06):464-471.
[17]Chandrasegaran D,Ghazilla R A R,Karl Rich.Human factors engineering integration in the offshore O&G industry:A review of current state of practice[J].Safety Science,2020,125:1-11.
[18]Riheb Sebti,Atef Boulila,Samir Hamza.Ergonomics risk assessment among maintenance operators in a Tunisian railway company:A case study[J].Human Factors and Ergonomics in Manufacturing & Service Industries,2020,30(02):124-139.
[19]Hamed Salehi,Priyadarshini R Pennathur,Jaqueline Pereira Da Silva,et al.Examining health care personal protective equipment use through a human factors engineering and product design lens[J].AJIC:American Journal of Infection Control,2019,47(05):595-598.
[20]Dirisu J O,Adegoke D D,Azeta J,et al.Ergonomics of domestic building structure on occupants health[J].Procedia Manufacturing,2019,35:1262-1266.
[21]Bzhwen A Kadir,Ole Broberg,Carolina Souza da Conceio.Current research and future perspectives on human factors and ergonomics in Industry 4.0[J].Computers & Industrial Engineering,2019,137:1-12.
[22]廖光继,易树平,周佳,等.工业4.0环境下的人因与工效学[J].技术与创新管理,2016,37(03):270-275.
(责任编辑:张 江)
- 基于高中物理新课程改革的几点思考
- 浅谈新课程背景下小学音乐欣赏教学
- 新课改环境下创建小学数学高效课堂的方法研究
- 基于核心素养下的小学数学生活化教学分
- 新课标下小学英语课堂教学的实施策略
- 新课程改革下高中化学如何进行有效性教学的探析
- 基于新课程改革导向下的中学历史教学的策略研究
- 新课标下高中历史教学中学生人文素养的培养
- 论新课程背景下高中数学教学中学生解题能力的培养
- 新课标理念下小学数学家庭作业的生活化设计
- 关于飞行学员《电工技术》课程教学改革的探讨
- 课改理念下数学生命在职高课堂生成的有效策略
- 新课程背景下初中化学的美育功能及其实施策略
- 注重语言积累,培养学生语文核心素养
- 小学语文核心素养教学的提升策略
- 学生学得好才是真的好
- 核心素养下的初中英语教学初探
- 小学数学教育中学生核心素养的培养
- 浅析新课改后小学信息技术教学
- 奠定学习基础,改善教学质量
- 小学英语教学中核心素养的培养策略探讨
- 浅谈在初中化学教学中怎样导入新课
- 小学班主任管理工作探究
- 小学数学教学中学生计算能力的培养
- 小学数学教学中独立思考能力的培养
- sb will live to regret it
- sb would do the same again/sb would do it again
- sb would do the same (thing) again/sb would do it again
- sb would do the same thing again/sb would do it again
- scab
- scabbing
- scabies
- scabieses
- scabietic
- scablike
- scab-like
- scabs
- scads
- scaffold
- scaffolded
- scaffolder
- scaffolding
- scaffoldings
- scaffolds
- scalability
- scalable
- scalar
- scalars
- scald
- scalded
- 河帅
- 河带山砺
- 河干
- 河广不碍船,路宽不碍车
- 河床
- 河底的卵石——光溜溜的
- 河心
- 河心里搁跳板——两头脱空
- 河戏
- 河捞床子——窟窿眼就是多
- 河斜月落
- 河曲
- 河曲鸟
- 河有两岸,事有两面
- 河有九曲八弯,人有三回六转
- 河有河道,山有山路
- 河有河道,水有水路
- 河朔
- 河朔三镇
- 河朔饮
- 河桥
- 河桥人
- 河桥惜别
- 河梁
- 河梁之别