户佩佩 赵媛媛
摘 要:提出了将PLC控制步进电机应用到立体仓库单元X轴、Y轴两个运动方向的控制,由于步进电机控制精度高,可实现精确定位,使立体仓库单元能够精确地将工件搬运到指定的仓位中,其工作效率和质量得到了提高,并满足了现代化工艺发展的要求。构建了PLC、步进电机控制系统,将PLC控制步进电机实际应用到了立体仓库单元控制中。
关键词:步进电机;立体仓库;PLC;运动包络
中图分类号:TP273文献标识码:A
doi:10.14031/j.cnki.njwx.2019.10.010
0 引言
立体仓库是作为存储单元,通常用于自动化生产线最后一个单元,实现对加工装配过的工件进行存储。立体仓库模块是一个“4×4”共16个小仓库组成的金属舱体,其功能是存储加工装配过的工件[1\]。需要X轴向和Y轴向的运动,将上一个单元送来的工件送至具体仓库,这里采用两套步进电机驱动的滚珠丝杠模块组成。工件推料模块负责将工件推进指定存储库内。触摸屏MCGS实现人机对话,可在触摸屏输入仓位号,设置启动和复位按钮。步进电机具有精确定位的功能,只要测出立体仓库中每个舱体的坐标,即可将工件送到指定的舱体内。
1 系统构成
步进电机是利用电磁原理将脉冲信号转化成相应角位移的控制电动机,每输入一个脉冲,电动机就转动一个角度或前进一步,其输出的角位移或线位移与输入脉冲数成正比,转速与脉冲频率成正比,可以通过控制输入脉冲个数来控制角位移量,从而达到准确定位的目的[2\]。步进电动机不能直接接到电源上工作,必须使用专用的驱动电源(步进电动机驱动器)控制[3\]。本系统选用KD-2MD530型号的步进电机驱动器和42BYG两相混合式步进电动机实现对立体仓库单元X轴向和Y轴向运动的控制。
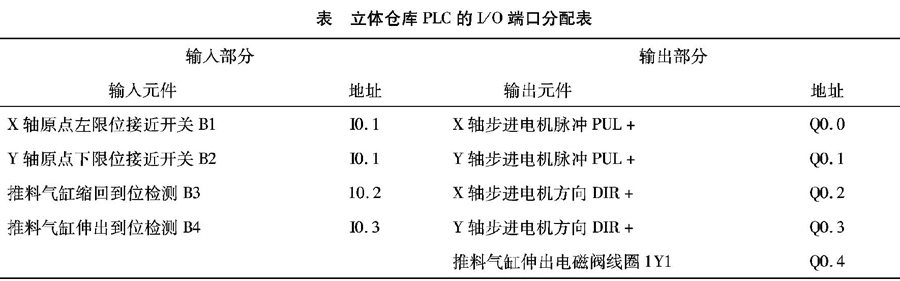
本系统选用西门子S7-200PLC CPU226DC/DC/DC做为控制器,高速脉冲输出功能在该系列的PLC的Q0.0和Q0.1输出端可以产生高速脉冲,用来驱动两台步进电机,实现速度和位置的控制[4\]。用传感器检测X轴和Y轴两个方向的原点以及用于极限位置保护,两个磁性开关检测推料气缸的前后极限位置,PLC控制两台步进电机的运行,其I/O端口分配如下表所示。
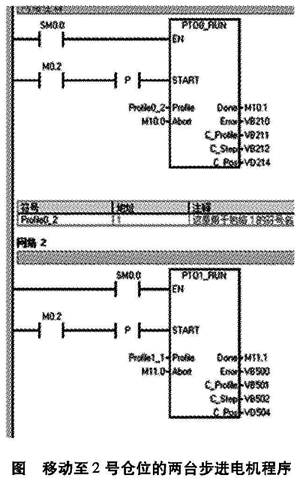
立体仓库是由“4×4”共16个小仓库组成的,仓库共有4行4列,要将工件搬运到仓库,只要X轴向步进电机驱动滚珠丝杠带动气缸移动到X轴向4个点(4列对应的4个中心点位置),Y轴向步进电机驱动滚珠丝杠带动气缸移动到Y轴向4个点(4行对应的4个中心点位置)即可。在编程软件STEP7-Micro/WIN中建立位控组态,输出点Q0.0建立4个运动包络,4个运动包络的符号名分是Profile0_1、Profile0_2、Profile0_3、Profile0_4,4个包络目标速度相同,结束位置分别为X轴向的4个点,需要移动到第几列,只需要使用其对应包络符号的位控指令编程即可。同理输出点Q0.1建立4个运动包络,符号名分是Profile1_1、Profile1_2、Profile1_3、Profile1_4,实现对Y轴方向4个点的定位。比如在触摸屏上输入仓位号2,2号仓位位于第1行第2列,接收到命令两台步进电机同时运行,控制两台步进电机驱动气缸移至第1行第2列的程序如下图所示。
网络1控制X轴向步进电机运行线位移至第2列位置,网络2控制Y轴向步进电机运行线位移至第1行位置,待推料气缸移动到指定的仓位系统停止,气缸推杆伸出将工件推到指定的仓位中,延时2 s后气缸杆缩回,缩回到位系统自动回到原点位置,等待下一次操作。
2 结论
基于PLC编程控制步进电机实现立体仓库单元X轴向和Y轴向的运动,由于步进电机可以实现精确定位、运行稳定等特点,所以可以将工件精确地搬运到指定的仓位,整个控制系统接线和程序简单,控制精度高,运行可靠稳定,满足了现代化工业经济发展的相關要求,可运用于现代工业自动生产线装置或教学实训装置。
参考文献:
[1]何用辉.自动化生产线安装与调试[M\].北京:机械工业出版社,2015.
[2]胡幸鸣.电机及拖动基础[M\].北京:机械工业出版社,2014.
[3]周蕙芳,王迎旭.基于PLC的步进电机定位控制系统设计[J\].机电一体化,2013,19(4).
[4]吕景泉.自动化生产线安装与调试[M\].北京:中国铁道出版社,2009.
(05)
- 从“微信读书”看移动阅读类APP的发展与变革
- 知识共享经济热潮下数字出版的新机遇
- 基于国外期刊的视角探讨期刊转型
- 2017高校数字版权国际论坛在京成功举办
- “2017书香中国”全民阅读系列活动启动
- 雅活:寻找内心的“桃花源”
- 范稳长篇小说《重庆之眼》新书首发
- 倡导全民阅读,建设书香社会
- “互联网+”时代传统出版社APP的开发与运营刍议
- 浅议传统出版社研发APP的意义和困局
- 传统出版机构APP现状分析及发展建议
- 出版活动新平台:APP or WeChat ?
- 学术期刊公益出版的逻辑与实现路径
- 融媒体时代的传统报业转型发展路径探析
- 国门前的朗读,感受阅读的力量
- 跨界融合,还是为了阅读
- 微信公众平台在行业发展领域的调查与分析
- 媒体融合的内涵、趋势及其对传统媒体的价值分析
- 印度动画产业发展研究
- 网络自制节目中“民间舆论场”之隐喻传播
- 复制、模仿与解构
- 现代期刊版式设计的艺术价值探析
- 地区性传统纸质媒体在新媒体环境下的生存与发展研究
- 众筹出版融资的法律规范问题及防范策略研究
- 浅谈出版社微信公众号运营
- break somebody/something in
- break somebodyup
- break someone in
- break somethingdown
- break something in
- break somethingoff
- break somethingup
- breaks out
- break-step
- break sth down
- break sth in two/in half
- break (sth) off
- break sth off
- breaks through
- break sth up
- break (sth) up
- break sth up (into sth)
- breaks up
- break/tear/cut off
- break-the-back-of
- break the bank
- break the habit/kick the habit
- break-the-ice
- break the law
- break the mould
- 计士
- 计处
- 计委
- 计将安出
- 计尽力穷
- 计尽能索
- 计左
- 计幕
- 计年
- 计度
- 计开
- 计征
- 计念
- 计思
- 计恨
- 计息
- 计想
- 计意
- 计拙心劳
- 计挂
- 计挍
- 计擒
- 计教
- 计数
- 计数三法