侯军 邓娟 史仁贵
摘 要:通过国内外高强钢激光/MIG复合焊摘要研究,参考德国,美国在机械装备制造业对高强钢激光/MIG复合焊的应用实例,论证此项技术在煤炭采掘装备上具有的应用前景,采煤机等煤炭采掘机械工作环境恶劣复杂,焊缝的焊接质量对整机制造尤为关键,此项高强钢激光/MIG复合焊的应用将解决采煤机框架结构使用寿命问题,并创造国内复合焊在实际应用产品上的案例。
关键词:Q690高强钢;激光/MIG复合焊;采煤机;残余应力
DOI:10.16640/j.cnki.37-1222/t.2019.17.017
目前,我国采煤机联接框架焊接方法主要以焊条电弧焊、熔化级活性气体保护焊和MIG焊为主,通过填充不锈钢或低碳钢焊材形成低匹配焊缝,由于这类方法焊接热输入大、焊缝及热影响区宽,工件焊接变形难以控制,焊后残余应力大。据矿方反应焊缝周边存在飞溅,焊缝成形表面焊纹等影响采煤机外观的质量现象,焊缝质量提升对我公司采煤机品牌形象建立影响巨大。
1 国内外概况、水平和发展趋势
1.1 国内外发展趋势及情况
在激光/电弧复合焊接的实际应用方面,国内明显落后于国外。这一点可以从激光/电弧复合焊接技术规范、标准的发展现状得到反映。目前,美国焊接学会已经制定了激光/电弧复合焊的相关技术标准或规范。而我们国家目前还没有激光/电弧复合焊方面的标准。国外激光/电弧复合焊接技术已经在民用领域得到比较广泛的应用。我们国家这方面的应用发展较缓慢,在采煤机装备制造的应用还处于空白期。
1.2 采煤机生产过程中需解决的问题
随着煤炭行业去产能的深化发展,从2016年至今关闭小煤窑,合并成立大型煤炭企业,使得煤炭产量得到控制恢复,煤炭价格稳定在利润适中的价格区间内,合并后的大型煤炭企业的向好发展,对煤炭主要开采设备采煤机的需求越来越大。这也给我公司带来了发展机遇,我公司近两年内订单需求旺盛,当前生产效率无法满足急速增长的产量需求,配套交货时间时常出现延误现象,因此,提高焊接生产效率已成为迫在眉睫需要解决的问题。
1.3 激光-MIG复合焊研究的必要性
激光-MIG复合焊焊接过程中熔滴向熔池的过渡是在无电流状态下依靠表面张力驱动作用完成的,因此焊接过程热输入小、无飞溅。与传统手工电弧焊焊接相比,激光/MIG复合焊过程热输入小,焊缝和焊接热影响区组织细小,因此软化及韧性下降等问题可以得到有效抑制。
2 主要研究、实验内容
2.1 选用的焊接材料
以采煤机2550型号177J联接结构为例,产品设计中采用了大量的Q460和Q690高强钢材料,所以本项目研究选用Q460和Q690材质厚度为30mm板材作为主要研究对象,焊接热源为大功率光纤激光器和MIG焊机,手工电弧焊机。
2.2 焊接参数研究
针对光纤激光/MIG复合焊接技术所涉及的主要工艺参数(激光功率、离焦量、焊接速度、激光功率调制参数、MIG焊接电压、焊接电流、送丝速度、送丝角度、焊丝抽送频率;光丝间距、坡口形式、装配间隙、保护气流量等)进行试验,确定适合Q460和Q690高强钢的焊接参数的准确数值。
3 研究、试验方法
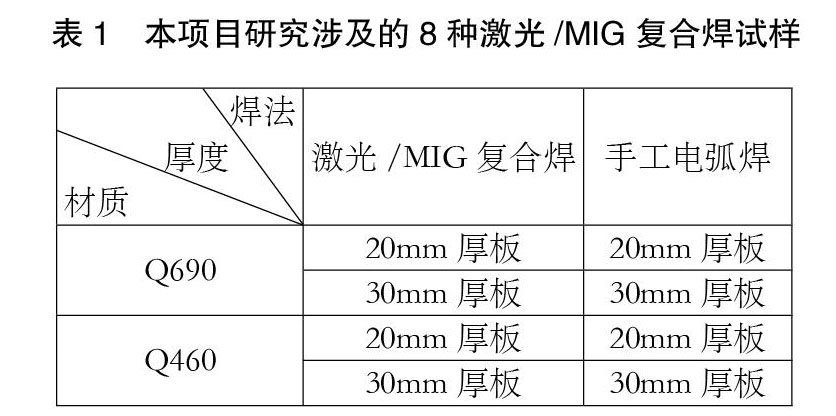
根据项目要求,参考金属结构分公司焊接Q690和Q460材质框架结构件实际情况,开展针对不同板厚的两种超高强度结构钢件的激光/MIG复合焊接工艺方法,具体如表1所示。
通过对激光-MIG复合焊参数工艺分析,优化工艺数据、焊接后进行机械性能试验对比,质量检测包括金相分析,拉力试验,弯曲试验,残余应力测试。
4 结束語
综上所述,通过激光-MIG复合焊焊接Q690和Q460高强钢与MIG焊机焊接Q690和Q460高强钢工艺方法及力学机械性能的对比,得出激光-MIG复合焊技术可用于我公司生产高端采煤机框架结构焊接,用以改进我公司原有焊接工艺,在提高我公司框架焊接质量同时,达到提高工作效率目的。
参考文献:
[1]Zhang,L.J.,Ning,J.,Zhang,X.J.,Zhang,G.F.,& Zhang,J.X. .(2015).Single pass hybrid laser-mig welding of 4-mm thick copper without preheating. Materials & Design,74,1-18.
[2]Zhang,L.J.,Zhang,G.F.,Ning,J.,Zhang,X.J.,& Zhang,J. X..(2015).Microstructure and properties of the laser butt welded 1.5-mm thick t2 copper joint achieved at high welding speed. Materials & Design,88,720-736.
- 玉米-番茄间作对玉米农艺性状的影响
- 我国炼油技术开发现状思考与建议
- 智能建筑中的电气工程及其自动化技术分析
- 解析电力设备检修及注意技术要点
- 智慧电厂建设价值与关键技术分析
- 电力继电保护故障及电工维修技术探讨
- 高压输电线路施工技术与检修方法
- 变电运维技术中的智能化技术
- 求不定积分常用的几种方法
- 地铁低压供电系统故障检修及处理技术
- 基于JavaWeb的校园服务系统
- MQY4564溢流型球磨机用三相同步电动机TMW2000-3610kV IP54设计
- 分析电网变电运维风险与技术检修
- 基于机械制造工艺的合理化机械设计分析
- C838B型内燃电力地铁工程车的燃油箱设计
- 智能图书管理系统中无源标签的优化设计
- 企业管理信息化发展策略
- 高新技术企业运用研发费用核算管理问题及建议
- 对楼市汇率的一点分析
- 基于EVA的杜邦财务分析体系构建
- 设立信托隔离破产债务问题研究
- “一带一路”背景下中国与缅甸渔业合作分析
- 工程经济领域中预结算审计存在的问题及应对策略
- 商业银行发展新金融初探研究
- 金融科技视角下互联网银行风险特征与发展制约
- cost conˌtainment
- cost conˌtrol
- cost cut
- costcutting
- costed
- cost-effective
- costeffective
- cost effective
- cost-effectively
- cost-effectiveness
- cost-effectivenesses
- cost-efficiency
- costefficiency
- costefficient
- cost-efficient
- cost inflation
- costinflation
- costing
- costingly
- costingness
- costinsuranceandfreight
- cost, insurance and freight
- costleader
- cost leader
- costless
- 浓黑而有光泽
- 浓黑轻柔的秀发
- 浔
- 浔江
- 浔涘
- 浔阳
- 浔阳三隐
- 浔阳江
- 浔阳江上客
- 浔阳隐
- 浕
- 浘浘
- 浙
- 浙七
- 浙东三黄
- 浙东学派
- 浙东防海长城
- 浙南闽语
- 浙江
- 浙江湖州造的毛笔
- 浙江省
- 浙江绍兴一带
- 浙派
- 浙派三大家
- 浙派之祖