薛圆庆 于国健 唐霞
摘 要:提出了机器人自动贴膜装置的整体工作方案,设计了撕膜机构,基于S7-1200PLC控制技术,定义其输入输出点,并编写了伺服电机运动、触发视觉相机拍照、撕膜电磁阀等动作的程序。
关键词:机器人;贴膜;撕膜机构;S7-1200PLC编程
DOI:10.16640/j.cnki.37-1222/t.2019.17.115
0 引言
随着科技的发展,手机已走进千家万户,不仅生活日常需要用到,现在信息化教学课堂也离不开手机,为了防止自己的手机被尖锐物体给划伤,或者手机不小心掉落,很多人买了手机以后都会给自己手机贴一个钢化膜,起到保护手机屏幕的作用,当前,人工贴膜操作者费时费力。随着“中国制造2025”、“互联网+”新概念拉开序幕,如何改变这一现状呢,本文将研究了基于S7-1200PLC的工业机器人自动贴膜装置控制程序开发。
1 总体设计方案
基于x-sight机器视觉三点定位原理的工业机器人自动贴膜装置,三维效果如图1示,主要由手机传送机构、手机膜仓储装置、撕膜机构、视觉定位系统和工业机器人及西门子S7-1200PLC构成的控制系统组成。
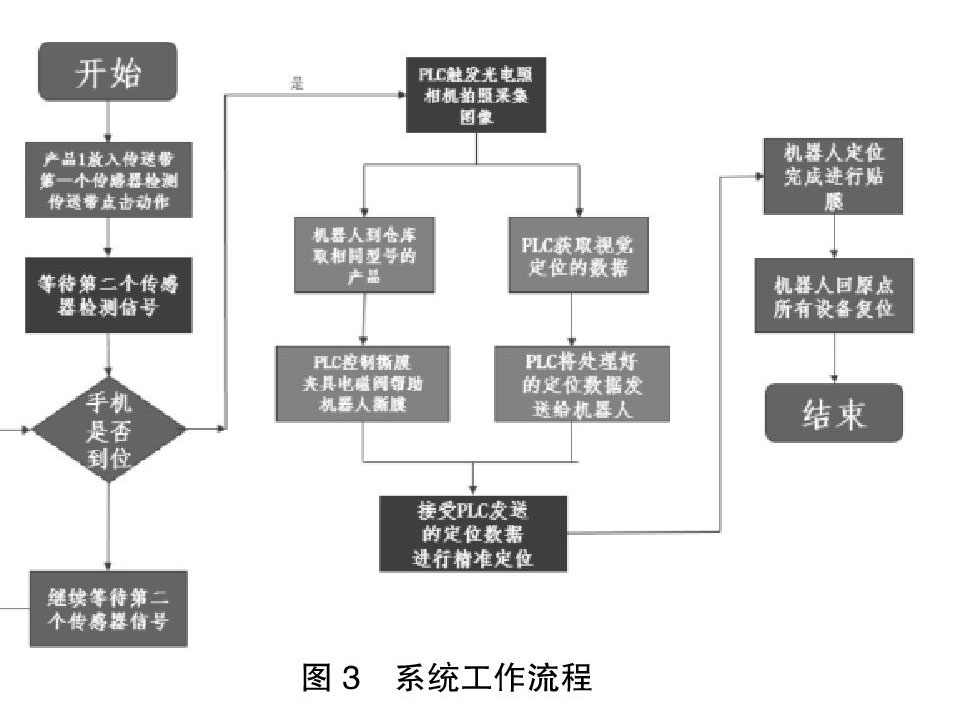
作品主要由x-sight视觉定位系统、执行以及控制模块、机器人轨迹规划三部分组成,系统整体流程如图2所示。视觉检测模块包括图像采集与处理和产品的精准定位两部分。产品抓取指工业机器人从仓储货架上吸取钢化膜,等待视觉信号后,将钢化膜放置传送带上合适位置。产品的定位是通过x-sight视觉采集清晰的目标手机图像,利用视觉算法获得目标工件的图像坐标,将此坐标数据传送给PLC,由PLC传送给机器人。
(1)视觉定位单元:根据采集的图像,定位其目标工件中心点坐标位置;机器人获取图像中目标的中心位置,视觉系统通过计算得到来料目标件的实际坐标值,并计算得到位置偏移值。
(2)执行与运动控制模块:以西门子S7-1200PLC为开发平台,结合伺服控制技术对自动贴膜装置进行软件编程。根据视觉定位的坐标,通过机器人擴展板,使得机器人执行端的目标工件2(钢化膜)与传送带上的目标工件1(手机)坐标值一致,最终实现精准定位。
(3)机器人轨迹规划:借助ROS平台,在solidworks中建立机器人及场景的三维模型,模型使得机器人能够知道障碍物的所在;然后将建好的模型转成ros系统下能够识别的格式——urdf(机器人描述文件),可通过rviz(ros的图形化工具)显示优化运动轨迹。
2 工作流程
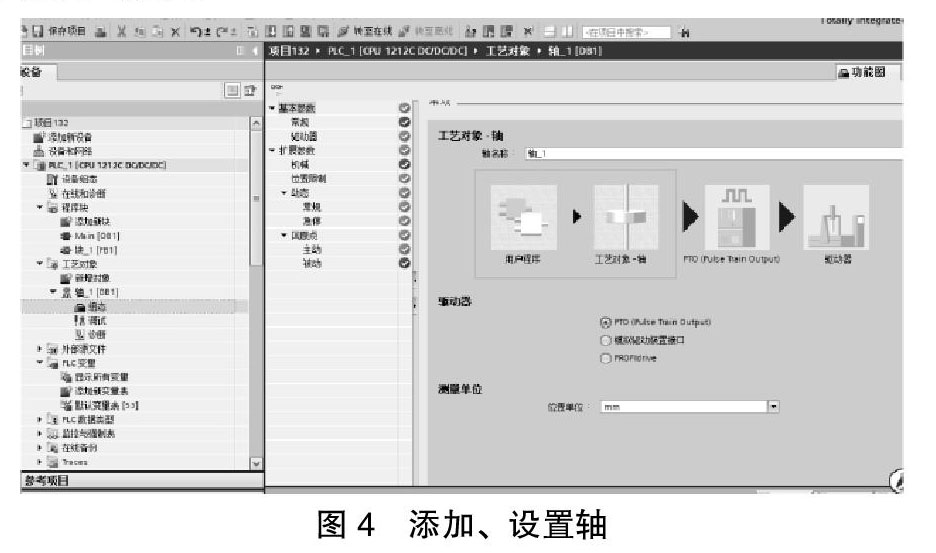
本作品中,目标产品1为手机工件,目标产品2为手机钢化膜,工作流程如图3所示:由s7-1200PLC控制目标产品1的传送,当目标产品1经传送带运动到相机位置,触发光电开关,发送目标到位信号给PLC,PLC触发相机拍照,视觉模块定位产品的坐标数据,发送给PLC,通过通讯处理,PLC触发工业机器人,机器人控制器接收经过图像处理定位后的坐标;同时,机器人完成从仓储上吸取目标工件2,并在工作台固定位置撕落钢化膜保护膜;机器人将目标产品2送至传送带,与传送带上的目标产品1完成贴膜动作;贴膜过程结束后,机器人归回原位。
3 电气控制设计
PLC控制自身具有较高的可靠性、稳定性、可移植性、能够适应复杂的工作环境和编程相对简单,使其在工业自动化行业中得到了广泛使用。本作品基于s7-1200PLC控制器,控制伺服电机实现直线运动,其目标工件的坐标偏移值通过视觉检测系统反馈给PLC,PLC再与机器人进行数据交互,最后可以在触摸屏上实时显示图像采集画面、保存机器人的参数和标定参数,此外还能做到基本的试教功能以及接收机器人的报警信息。
4 S7-1200PLC程序开发
4.1 S7-1200PLC控制伺服电机
本作品实施时,考虑到桌面机器人运动范围,及运行可靠性,设计了由伺服电机驱动机器人的直线运动,完成机器人抓取目标工件2(钢化膜),运动到合适位置,将目标工件2送至传送带上,与传送带上的工件目标1(手机)实现自动贴膜。其实现步骤如下:
(1)创建新项目,添加PLC。点击“创建新项目”,更改名称与生成路径。点击“项目视图”→“添加新设备”,添加需要的PLC。添加PLC的子网与IP地址,勾上“系统和时钟存储器”。
(2)添加、设置轴的参数。点击“工艺对象”→双击“新增对象”→“TO_PositioningAxis”。更改数据。“驱动器”→“脉冲发生器”:Pulse_1;“使能输出”:Q0.3;“就绪输入”:I0.4;“机械”→“电机每转的脉冲数”:1310;“位置限制”→“启动硬限位开关”、“硬件下限位开关”:I0.2、“硬件上限位开关”:I0.0;“常规”→“速度限值的单位”:mm/s、“最大转速”:<=25;两个“加速时间”:1.0;“急停”→“急停减速时间”:0.1;“主动”→“输入原点开关”:I0.1、勾上“允许硬限位开关自动反转”、“逼近/回原点方向”:负方向、“参考点开关一侧”:上侧、“逼近速度”与“回原点速度”:20。如图4所示。
(3)添加、设置伺服块。双击“添加新块”,选择FB块。点击“工艺”→“Motion Control”,添加“MC_Power、MC_Reset、MC_Home、MC_MoveAbsolute、MC_MoveJog”指令。“Axis”选择“轴_1”,“Execute”添加在Input里面自定义Bool类型的名称。“MC_Power”的“Enable”为“1”。“Home”的“Mode”为“3”(主动回原点)。“MC_MoveAbsolute”的“Position”为一个Real类型的数据名称。“Velocity”为速度:20左右;“JogForward”为正方向点动,“JogBackward”为负方向点动。正、负方向点动都添加BOOl类型的数据名称。将设置好的伺服块添加到Main程序里面。在每一个“false”前面添加M中间变量,例如M100.0。“MC_MoveAbsolute”前面添加“M0.5”每0.5秒通断一次。“Power”可以一直让它为通的状态。“pos”先不添加。
(4)机器人数据转换为伺服移动数据。在Main中编写转换程序。添加“MOVE”移动值指令,将伺服发送的IB8、I9.0、I9.1地址用PLCD的MB50地址接受,在用转换值指令,将接受的Int数据转换为Real数据类型,能让伺服识别的数据用MD10接受转换的数据。前面的“pos”添加这边的MD10。如图5所示。
4.2 S7-1200PLC触发相机拍照
目标工件1由传送带送至视觉拍照,由传感器检测手机到位后发出信号给PLC,PLC触发相机拍照,该程序按照流程步执行。当满足“MW500=1”(第一个流程步)、拍照传感器检测到手机的条件时,等待500MS传送带停止,同时等待1S后触发相机拍照,进行第二步流程。
4.3 PLC控制撕摸的电磁阀
当机器人发送“16#31”(十六进制的“31”)信号给PLC时,PLC接受到信号,让撕膜夹爪的电磁阀得电换向,使得撕膜夹爪闭合,夹住膜上的撕膜部分。当机器人发送“16#32”(十六进制的“32”)信号给PLC时,PLC接受到信号,让撕膜夹爪的电磁阀失电换向(复位),使得撕膜夹爪张开,松开已被撕掉的膜,程序如图6。
5 结束语
本文设计的自动贴膜装置,可现场操作可通过设备上的按钮实行启动与停止;系统的控制器选择S7-1200PLC进行程序的自动化控制;采用人机交互界面触摸屏进行控制,可接收前端设备的实时信息,同时也负责发送业务管理远程平台端的指令。同时增加了手机端的远程控制模块,可在任何时刻控制设备运行,也融合云平台,现场展示设备运行状态,可推广至相关生产厂家,其提到的机器视觉三点标定原理为相关视觉定位项目提供借鉴!
参考文献:
[1]廖长初.PLC编程与应用[M].机械工业出版社,2011.
[2]虞小明.中国新技术新产品[M].2019(01).
[3]杨艳等.煤矿机械[M].2018(12).
作者简介:薛圆庆(1999-),男,江苏淮安人,大专在读,研究方向:机电一体化技术。
- 初中数学分层教学下“4+2”模式初探
- 试论新课程理念下的初中数学学习方法
- 初中数学高效课堂教学研究
- 探究初中数学教学中学生数学核心素养的培养思路
- 类比思维在高中数学教学中的应用
- 基于情境教学的初中数学生活化教学探究
- 初中二次函数教学新思路探究
- 高中数学探究活动实施的理解与感悟
- 浅谈“解题反思”在初中数学教学中的作用
- 浅谈高中学生数学核心素养的培养
- 浅谈高中数学教学中多种方法的应用
- 现代教育技术在高中数学教学中的应用分析
- 新课改背景下高中数学高效课堂教学策略
- 高中数学小组合作教学模式存在的问题及解决方法探究
- 文化与素养并重应用与实践齐飞
- 全国卷下高三数学学困生转化策略研究
- 在解题过程中培养数学逻辑推理能力
- 结合探究式教学探讨,落实高中数学新课标
- 探究高中数学尖子生的培养策略
- 高中学生数学文化素养的现状与对策研究
- 高中数学教学中数学思维能力的培养方式探讨
- 高中数学探究式教学的研究
- 基于学生创新意识培养的思考
- 浅谈小学数学课堂教学中如果高效利用错误资源
- 基于信息技术下的小学数学教学活动的研究
- drawing rooms
- drawing-roomy
- drawings
- drawings'
- drawing up
- drawl
- drawled
- drawler
- drawlers
- drawlier
- drawliest
- draw-line
- draw-line-in-the-sand
- drawling
- drawlingly
- drawlingness
- drawlingnesses
- draw-lots
- drawls
- drawly
- draw/make a distinction
- drawn
- draw near
- drawn in
- drawn into
- 猛虎捕食冲三冲
- 猛虎架不住群狼
- 猛虎深山
- 猛虎添翼,蛟龙得云
- 猛虎离山
- 猛虎落在陷阱里——空只发威,不能动弹
- 猛虎虽老,花纹依旧;老牛虽衰,犄角不变
- 猛虎进网,有威难张
- 猛虎闯羊群——一团混乱
- 猛虡攫挐
- 猛豹
- 猛起
- 猛趷丁
- 猛跌
- 猛踢
- 猛迅
- 猛进
- 猛追
- 猛醒
- 猛锐
- 猛长一截
- 猛闯
- 猛雨豪风
- 猛风
- 猛风暴雨