郭北涛 王琪 张贤 张亚芬

摘 要:铝合金工件的缺陷探测通常采取单一的无损检测方法,如超声检测或涡流检测,但是对有些缺陷的识别单一的检测方法难以达到满意的效果,检测的置信度低。为了更准确识别工件的缺陷,运用数据融合技术,采用BP神经网络融合算法,提出一种基于数据融合的超声和涡流缺陷检测智能识别方法。实验表明该方法能够有效识别缺陷,提高识别的准确度。
关键词:数据融合;超声检测;涡流检测
DOI:10.16640/j.cnki.37-1222/t.2019.20.041
1 引言
铝合金因其优良的性能被广泛应用在轨道交通行业、汽车行业和航空航天行业等。在铝合金零件的生产中常会出现各种不同的缺陷如裂纹和气孔等。通常采用超声检测和涡流检测等无损检测方法检测缺陷,但有些缺陷因为在工件中存在的位置和形状特殊,用单一的检测方法判断的准确率较低,因此需要采用超声和涡流复合检测的方法。针对超声涡流重合区的缺陷诊断问题,即该区域即是超声探伤盲区也是涡流探伤盲区,利用数据融合技术对超声涡流信号在特征层面上融合对缺陷做出准确的判定。因具有良好的自学习和适应性的特点,BP人工神经网络方法可以用来对被测信号进行多元数据融合处理。因此,将神经网络算法,应用于超声和涡流缺陷检测的数据融合智能识别中,该方法可提高缺陷识别的可靠性和置信度[1]。
2 数据融合技术
因军事领域的需求人们开始研究数据融合,随着现代经济的快速发展,在智能控制、模式识别和故障诊断等诸多民事领域数据融合技术也已被广泛采用,并进一步体现出巨大的研究和应用价值。数据融合是通过利用计算机对不同传感器测得的各种信息源进行处理,再根据这些信息源进行计算和决策。
近年来一个新兴起的研究领域在逐步发展,即为多传感器数据融合技术,该项技术可在一个系统内设计和应用不同种类的多个传感器。多传感器技术与信号处理、人工智能、故障诊断、模式识别和神经网络等密切相连,它是一门多学科交叉的新型技术。与安放单一类型的传感器系统相比较,运用多传感器的系统,通过采用数据融合技术在解决检测、跟踪和识别目标等项任务方面,可使得整个系统的鲁棒性和置信度得以提高,提高可靠性,同时还可提高系统精度等[2-3]。
将超声检测探头和涡流检测探头测得的检测数据相融合,工件被检测缺陷的信息可更全面和准确地被分析,通过数据融合可提高缺陷信息的识别率。单一探头检测存在一定的局限性,如:信息获取受限、测量范围受限等,多探头数据融合技术比单探头数据融合技术更有利于提高对特定的缺陷分类识别进行研究。
3 BP神经网络技术
BP神经网络可模仿人类大脑的思维过程,不同的外部信息由类似人类大脑神经元的多处理单元进行计算和处理。这些处理单元相互连接排列成称之为层的线性组。由传感器测得的输入量被送入到这些线性层中,同时相关联的权重分别对应着相应的输入量。在处理单元中将输入量加权求和并通过相关的传递函数计算得到输出量,同时该输出量提供下一层神经元所需的信息[4]。
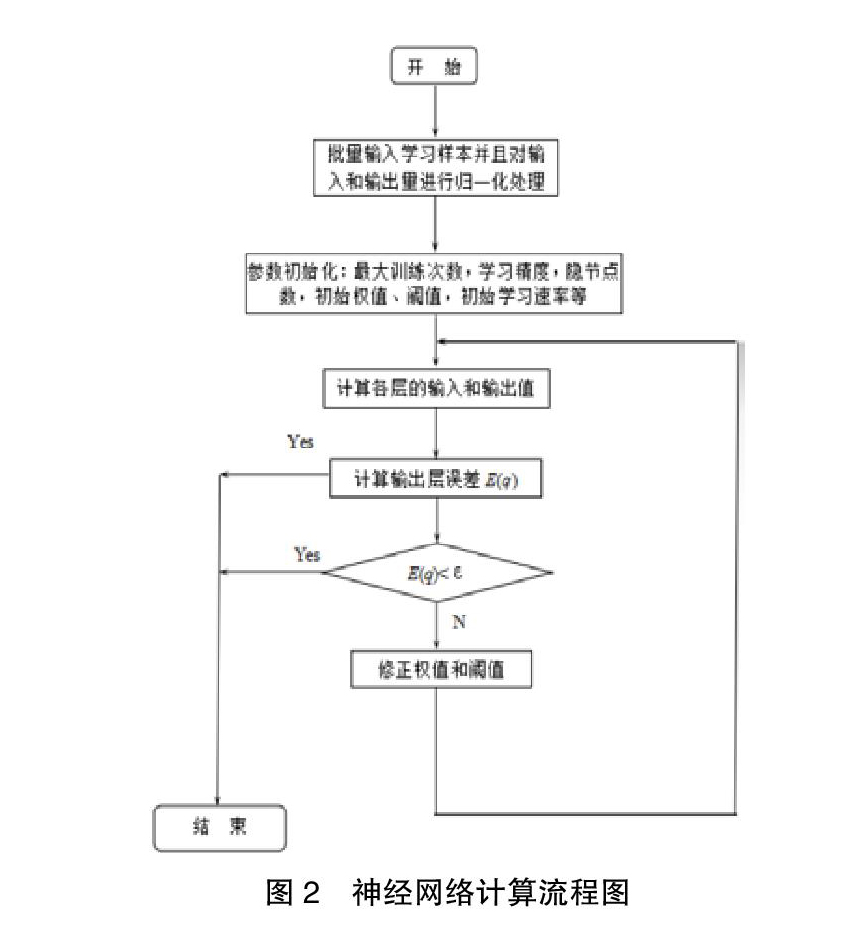
信号的前向传播和误差的反向传播主要构成了BP神经网络算法。当计算实际输出时,信号的前向传播是从输入到输出的方向进行;误差的反向传播则相反,误差权值和阈值的修正是从输出到输入的方向进行的[5]。
3.1 信号的前向传播过程
隐含層第i个节点的输入neti:
隐含层第i个节点的输出yi:
3.2 误差的反向传播过程
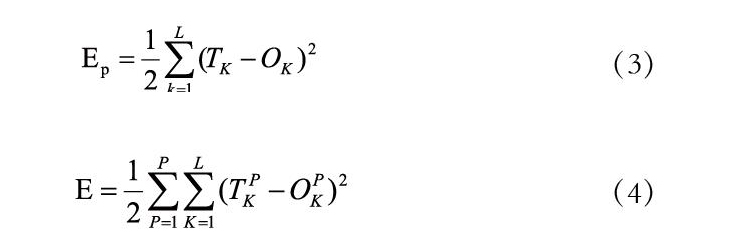
反向传播算法的中心思想是调整权值使得网络总误差最小。各输出层计算神经元的输出误差,根据误差梯度下降法也称最速误差下降法计算各层的权值和阈值,最后通过所得的权值和阈值修正网络,并使最终输出值接近期望值[5]。公式(3)中为样本P的二次型误差准则函数为Ep:
P个训练样本系统总的误差准则函数为:
4 超声和涡流检测数据融合
4.1 超声检测
超声检测是无损检测的一种,它是利用超声波对金属工件进行内部缺陷的检测。由发射探头发射的超声波在工件内部进行传播,当传播的超声波遇到不同的界面时将有回波反射信号。比较发射信号和反射信号的时间差,再根据超声声速传播的速度,可以获得工件内部的缺陷信息,例如由超声检测仪器屏幕上显示的回波信号高度和位置等信息可以判断缺陷的大小,位置和大致性质。超声检测的特点为:直观性较差,易漏检,对近表面缺陷不敏感(称为超声波的盲区)。此外,超声检测检验对人员的技术水平和经验要求较高[1]。
4.2 涡流检测
另一种重要的无损检测方法为涡流检测,是以电磁感应原理为基础,通过测量被检工件内电磁性能的变化,对工件实施内部缺陷检测。涡流检测的不足之处为:由于涡流渗透效应的影响,涡流检测只适用于金属表面及近表面缺陷的检查,而工件深层的内部缺陷不能被检查到[6]。
4.3 超声和涡流数据融合
超声和涡流检测实验是通过装桁架机器手端部的超声和涡流探头夹持器,分别完成对工件的超声检测和涡流检测。对采集到的缺陷信息中的缺陷特征进行了特征提取与优化,采用神经网络进行了研究。通过对一定数量的样本特征进行神经网络学习和训练,最后将超声和涡流检测的缺陷特征参数进行数据融合的判别。实验表明采用数据融合技术可实现超声与涡流探伤重合区的分析和诊断,可对工件缺陷进行全方位的智能识别[1]。
5 结论
针对超声涡流重合区的缺陷诊断问题,利用数据融合技术对超声信号特征和涡流信号特征在特征层面上对缺陷做出准确的识别研究,研究表明采用数据融合技术能够完成缺陷的智能识别,为无损检测的研究提供了一种新的解决方案。
参考文献:
[1]胡文刚.基于多值域特征及数据融合的焊缝缺陷超声检测与识别[D]. 哈尔滨:哈尔滨工业大学,2012.
[2]姜伟.基于参数融合的座椅舒适度客观评价方法研究[D].哈尔滨:哈尔滨理工大学,2014.
[3]徐振.基于RFID的汽车预维修故障诊断系统的研发[D].南京:南京林业大学,2012.
[4]神经网络[DB/OL].http://wenku.bidu.com.2017.
[5]BP神经网络原理[DB/OL].http://m.book118.com.2016.
[6]周静.粉末合金盘类零件缺陷无损检测方法应用研究[D].大连:大连理工大学,2016.
- 企业发展系列讲座第4讲:企业的扩张发展
- 工业化与信息化时代的窗
- 玻璃与木共舞
- 性能与品牌并驾齐驱,提供定制化的高端系统门窗
- 从内门到外窗:渠道优势助推门窗零售市场开拓
- 渠道整合:铝材企业成功拓展门窗零售的秘诀
- 定制化VS标准化,工业化进军零售市场的探索
- 律师解疑
- 辽宁沈阳市美的房地产开发有限公司美的城(二期)项目
- 安徽蚌埠医学院第二附属医院新院一期项目
- 天津市华侨城地产项目A3地块寄湖苑项目
- 广东深圳中国医学科学院肿瘤医院深圳医院一期项目
- 陕西西安神游华夏文化旅游综合体项目
- 云南昆明云旅旅游服务中心项目
- 浙江杭州白鹭郡西(二期)—A住宅项目
- 广东东莞华为松山湖终端项目二期项目
- 北京大兴区黄村镇0101—017、021a、021c地块F3其它类多功能用地项目
- 奥润顺达获得鸿坤集团A类供应商
- 国强五金参展全国铝门窗幕墙博览会 耶鲁安防产品共亮相
- 伟业系统门窗新产品发布暨伟业购·网上定制门窗全运营启动
- 凯必盛自动门喜获全国唯一自动门双一级企业的殊荣
- 坚朗十年铺就希望小学爱心路
- 2017年森德全国代理商大会在三亚圆满召开
- 北京幕墙门窗行业发布自律公约促进行业健康发展
- 重庆诞生首家钢结构产业研发中心
- nonsuspect
- nonsuspects
- nonsuspended
- non-suspended
- nonsuspension
- nonsuspensions
- nonsustainabilities
- nonsustainability
- non-sustainability
- nonsustainable
- non-sustainable
- nonsustained
- non-sustained
- nonsustaining
- nonsweating
- nonsweet
- nonsweetened
- nonsweeter
- nonsweetest
- non-swimmer
- nonswimmers
- nonswimming
- non-syllabic
- nonsymbolic
- non-symbolic
- 衰苶
- 衰草
- 衰草寒烟
- 衰莫
- 衰莽
- 衰萎
- 衰落
- 衰落不振
- 衰落变化
- 衰落后再度兴盛起来
- 衰落更替
- 衰落灭绝
- 衰落的人家
- 衰落的路
- 衰落而灭亡
- 衰落而终止
- 衰落肃杀
- 衰落荒乱:凋荒 荒乱之末
- 衰落荒废
- 衰落萧索
- 衰落败坏
- 衰落鄙弱
- 衰落黑暗
- 衰葸
- 衰蓬