
摘 要:《公差与测量》这门课程具有一定的难度,而目前测量已经成为制造业生产过程中的非常关键一环,如何让职业院校学生具备零部件检测方面的知识和能力,不仅“会做”还要“胜任”,“会做”与“胜任”的差距是现在基础技能薄弱的要点,本文进行了基于信息化教学的机械零件SPC智能测量系统研究,使学生能“胜任”零部件检测岗位。
关键词:信息化教学;SPC; 零件测量
DOI:10.16640/j.cnki.37-1222/t.2019.21.199
智能制造已成为当今世界制造业发展的前进方向, 培养一批生产技能、技术、现场管理、团结向上的优秀智能制造技能人才, 是中国制造的核心竞争力。
随着《国家职业教育改革实施方案》的出台, 职业教育带来了新机遇,同时也带来了新挑战。《公差与测量》这门课程具有一定的难度,而目前测量已经成为制造业生产过程中的非常关键一环[1],如何让职业院校学生具备零部件检测方面的知识和能力,不仅“会做”还要“胜任”,本文进行了基于信息化教学的机械零件SPC智能测量系统研究。
1 引言
总结生产现场使用的数显千分尺、数显卡尺、数显千分表等,制定案例标准和效率标准。初次培训使用数显千分尺测量:(1)使用前校正,30S内;偏差量识别0.001mm以内;(2)300S以内完成5个不同尺寸的内径测量。方法正确、偏差0.03mm以内。外径千分尺测量:(1)使用前现正,30S内;(2)50S以内测量5个不同直径的尺寸的工件,误差不超过0.020mm。外螺纹测量:(1)120s正确测量5个不同规格外螺纹,准确识别有效径不良品(无加工伤、无异常牙型);(2)100s内正确测量5个外螺纹有效长度。准确度0.1mm以内。 “会做”即为合格,作业效率、精度偏低,目标值达成低;“会做”与“胜任”的差距是现在基础技能薄弱的要点,应用SPC技术对学生学习测量过程中的各个环节进行动态评估和监测, 分析建立测量能力评价模型,使学生保持可接受且稳定的水平[2]。
根据对技能训练教学需求对系统功能进行分析,将整个系统划分为以下7个模块:(1)数据采集:利用数字卡尺和与图像处理系统的接口采集传输到系统里来的数据。(2)输入测量数据:从控制的测量过程中收集含有尺寸特征的数据输入系统。(3)储存数据 :将采集到的数据储存到数据文件中,需要时可随时提取。(4)编辑数据:对数据文件里的数据能够进行增、减、改的编辑。(5)数据处理 :根据系统设置的数据算法完成数据处理。(6)检验判断:在处理数据的过程中,计算机根据预设原则对数据进行比较和判断,并把判断结果以某种特定方式予以输出。(7)结果输出:输出实验过程中的数据文件[3]。
2 数据采集方式
数据的采集是质量控制中的一个重要的环节,收集的数据要尽量反映客观事实,必须做到完整、准确和可靠。测得的数据要能反映当时的生产条件下产品的质量信息,所以数据的采集要能够实现在线采集,并且能够处理多种方法采集到的数据才算理想。
数据采集系统包括软件和硬件两部分,我院机械零件测量实训中心,配置的数字游标卡尺和数字千分尺测量数据,然后发出一个信号,通过传感器将信号传入计算机进行数据的处理。数据采集模块,通过串行端口,将数据信号传输到计算机缓存里,再由赋值语句将数据赋到文本框中,并将数据存储到记事本中。
设置各通道的测量工具,这样便于分辨所采集的数据。在这里设置了测量工具之后,所有的用此工具测量的数据就会与其它数据区分开。如图1所示。
接收数据:由于传感器中有6个传输通道,为了分辨从不同的通道传输进系统的数据,以便于对不同的数据分别进行分析处理。在图2示的图表示的窗体之前还有一个定义测量工具的窗体,以便于用户分辨数据。
3 SPC测量质量控制系统
SPC就是统计过程控制,用数理统计技术对生产过程中的各个阶段进行监控,从而达到保证产品质量的目的,实现产品质量控制和质量管理。SPC常用的方法,主要包括鱼骨图、排列图、直方图、散布图、调查表、分层法和控制图,是控制产品质量的十分有效的方法。
控制图分为控制用控制图分析用控和制图两类,根据数理统计的原理,控制图可用于判断生产过程是否异常,而使生产过程达到统计控制状态。选择控制图如同选擇一切管理方法一样,必须贯彻三个原则,即科学、经济和简化。由于现代管理,特别是控制图的应用属于群众性管理,要保证做到广泛而持久,除了其他许多条件之外,所选择的控制图是否工人易于工人理解、易于掌握和易于应用也是一个前提条件。
这样一步一步的将质量控制工具糅合使用,在不同的测量状况下运用不同的质量控制工具,使整个测量过程的质量控制都处于有据可依的状态下,及时的控制测量情况,从而提高测量的质量控制水平。
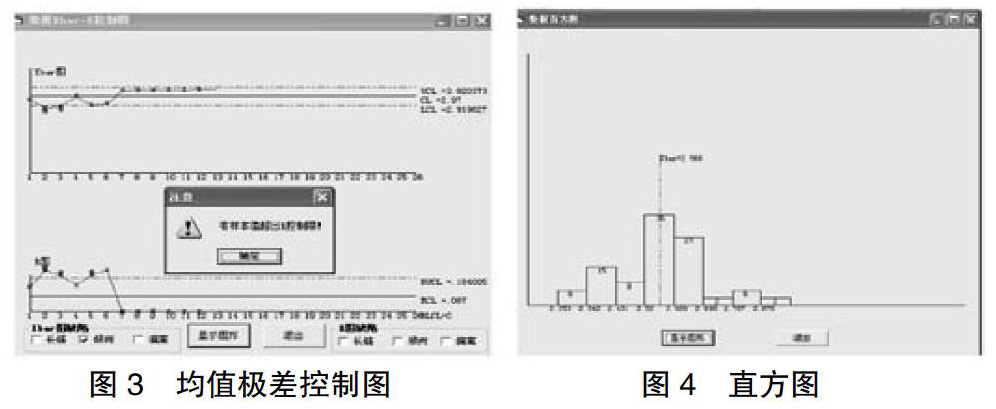
在数据保存完毕之后,控制图按键会变为可用,点击按键会弹出对话框,进行选择后就会出现控制图,并且还有分析和警告功能。当由控制点超出控制界线时,就会弹出一个警告窗口提示用户生产过程异常。在窗体下方还有对数据进行分析,指出数据具有的缺陷。如图3所示。
直方图:直方图又被称为柱状图,用直方图可以很直观地看出产品质量特征的分布状态,对于测量数据中心值或分布状况一目了然,很容易就可以判断其总体质量分布状况,如图4所示。在制作直方图时,牵涉到一些统计学的概念,首先要对数据进行分组,因此如何合理的分组是关键问题。
表1 是汽车发动机缸体的一个缸孔的数据。该孔的质量特性值:80.95 0.02 mm ? 测量精度:0.001 mm。
从图5可以看出,测量的数据值都落在公差范围内,而且直方图没有出现异常的形状。
从图6我们可以看出第5组的Xbar值数据超出控制界限,而且均值和极差都有长链的缺陷,应该检查测量工序。
4 结束语
机械零件SPC智能测量系统这次实际的应用,能够及时地将学生测量的零件质量数据时事反馈给测量学生,让学生能更好接触的达到技能“胜任”, 同时在技能训练过程中提高学生学习兴趣、消化所学理论知识,体现了SPC质量管理系统的便利,增加学生质量管理意识。另外系统的应用也可以有效增加教师课堂授课效果, 提升教学效率和学生的学习效率。
参考文献:
[1]《公差配合与测量技术》课程教学改革思考——基于高技能应用型的人才培养模式[J].南方农机,2018,89(28):218.
[2]陈国华,贝金兰.质量管理学[M].北京:北京大学出版社,2018.
[3]王桂英,韩东.汽车发动及装配线的SPC质量控制系统设计[J].中国农机化学报,2016,37(02):178-179.
基金项目:河北省教育科学研究 “十三五”规划课题-服务高技能人才培养的智能制造协同创新中心的构建与实践研究,项目编号:1703219
作者简介:王志刚(1979-),男,河北邢台人,硕士,讲师,从事机电一体化的教学和科研工作。
- 多维导向下的当代女大学生淑女教育研究
- 简析原因特指问句的类型及使用环境
- 读写结合的策略
- 谈职业中学语文审美教育的实施
- 语文教学的戏剧思维
- 浅析素质教育下的语文教学
- 古诗词高效教学路径
- 语文教学中生命教育的渗透策略探讨
- 怎样指导学生预习课文
- 留学生课外汉语学习情况调查与分析
- 《汉语教程》第二册教材文化点分析
- 问题导学法在初三议论文中的深度运用
- 高职院校大学语文课程思政教育的有效途径
- 以英语课为平台推进高职生中国传统文化教育
- 四川筠连话“走”的用法及语法化
- “五四”纪念活动对增强大学生国家认同感的影响
- 教学中培养学生的创新能力之我见
- 国学育人教学模式的创新与实践
- 略谈偏远山区小学新生良好习惯培养
- 如何提高语文课堂教学效果
- 浅谈新课程背景下课堂教学的把控
- 从名师课堂教学中寻找备课的诀窍
- 浅谈加强校园文化建设
- 城市公共场所汉英双语使用情况浅析
- 开启兴趣之门萌发创新意识
- nonplanetary
- nonplastic
- nonplasticities
- nonplasticity
- nonplastics
- nonplastics'
- nonplausibilities
- nonplausibility
- nonplausible
- non-plausible
- nonplausibleness
- nonplausiblenesses
- nonplausibly
- nonplay
- nonplayer
- nonplayers
- nonplaying
- nonplays
- nonpliabilities
- nonpliability
- nonpliable
- nonpliableness
- nonpliablenesses
- nonpliably
- nonplused
- 服食松柏叶实
- 服食求神仙,多为药所误
- 服食玉屑
- 服食还山
- 服食金丹
- 服飾
- 服饰
- 服饰化
- 服饰华丽
- 服饰华美
- 服饰华贵
- 服饰器用和玩赏的物品
- 服饰奇异
- 服饰打扮十分艳丽
- 服饰整齐鲜明
- 服饰端庄
- 服饰豪奢
- 服饰车马器用之类
- 服馬
- 服马
- 服马背的皮环
- 服驭
- 服驯
- 服體
- 服鹝