盛永刚 张晓婷 张启帆
摘 要:该文以德玛吉五坐标加工中心为载体,开发设备新功能,拓展设备加工能力。通过掌握基于零件典型特征的在线测量技术,使其应用在产品铣加工过程中,实现将零件实际状态与理论编程相结合的加工方式,简化工艺过程中的编程难度,便于工程技术人员理解与掌握,为产品质量和效率地提升提供了一个新的思路。
关键词:德玛吉五坐标;在线测量;机床
中图分类号:TG506? ? ? ? ? 文献标志码:A
0 引言
随着新设备的不断引入,各种新功能日益增加,以新设备为载体,实现各种新功能的科学利用有助于更好地完成产品的加工作业。现如今需要积极做好新工艺的开发利用,对传统的工艺进行优化与改进,借助新的测量技术,拓展设备的加工能力,进而提升制造车间的技术能力已经成为一种现行有效的改善方法。该文以德玛吉五坐标为载体,为产品质量和效率地提升提供了一个新的思路。
1 在线测量技术应用难点分析
航空产品属于高精尖产品,不论是材质还是加工精度,都与普通工业制品不同,航空产品的制作、零部件的加工与制造都离不开在线测量技术。在线测量已广泛应用于航空产品的加工过程中,通过应用在线测量代替手工测量,可大大减少操作者承接工序加工时的劳动强度和加工风险。
同时,如何将测量值巧妙植入测量程序,是体现在线测量应用价值的关键。
2 技术方案制订与实施
2.1 技术方案的制定
在线测量模块应用可将技术方案分为以下3个部分:
(1)德玛吉五坐标加工中心测量设备状态分析。
(2)德玛吉五坐标基于零件典型特征的测量程序模板及解析。
(3)在德玛吉五坐标中,将测量值巧妙植入测量程序。
2.2 在线测量模块状态分析
测量系统厂家:雷尼绍。
测量程序系统:西门子840D。
模块功能:工件找正、工序中的零件测量。
2.3 德玛吉五坐标基于零件典型特征的测量程序模板及解析
2.3.1 边沿测量:CYCLE978
测量程序:CYCLE978(0,,,1,额定值,DFA,TSA,测量轴,测量方向,测量次数,"",,0,1.01,1.01,-1.01,,,,,1,1),其中额定值为基准值,DFA为测量路径,TSA为置信区域,测量轴选项输入1、2、3时分别对应X轴、Y轴、Z轴,测量方向选项输入1、2时分别对应正方向和负方向。这样,通过一个CYCLE978指令即可完成边沿测量。
2.3.2 槽测量:CYCLE977
测量程序:CYCLE977(3,,,1,W,,,DFA,TSA,0,1,1,,测量轴,测量次数,"",,0,1.01,1.01,-1.01,,,,,1,1),其中W为目标宽度值,DFA、TSA、测量轴选项、测量次数定义与边沿测量相同。这样,通过一个CYCLE977指令即可完成槽测量。
2.3.3 隔断测量:CYCLE977
测量程序:CYCLE977(4,,,1,W,,,DFA,TSA,0,DZ,1,,测量轴,测量次数,"",,0,1.01,-1.01,,,,,,1,0),其中DZ为到达测量高度的进给行程,其余参数含义与槽测量相同。
2.3.4 孔测量:CYCLE977
测量程序:CYCLE977(1,,,1,孔径目标值,,,DFA,TSA,0,1,1,,,1,"",,0,1.01,1.01,-1.01,,,,,1,1)。
测量结果存储位置:_OVR [4]/ 孔的直径实际值,_OVR [5]/ 孔在橫坐标上的中心实际值,_OVR [6]/ 孔在纵坐标上的中心实际值。
2.4 应用在线测量功能实现实际加工中的工程化应用
2.4.1 德玛吉五坐标在线测量工程化应用一般步骤
2.4.1.1应用在线测量技术设定零件实际坐标系Z0位置
G54 Z0设定:手动移动测头至端面附近,通过CYCLE978 补偿目标:“G54零偏”,将Z值自动补偿至加工坐标系中。
测量指令:
"CYCLE978(100,1,,1,2,15,7,3,2,1," ",,0,1.01,1.01,-1.01,0.34,1,0,,1,1)”
2.4.1.2应用在线测量技术得到零件实际坐标系X0、Y0位置
G54 X0、Y0设定:测头位于工作台中心位置,即处于零件的上方,利于测头按理论基准面直径进行移动,完成对称4点的测量,得到零件中心实际的坐标系(X、Y), 通过CYCLE977 补偿目标:“G54零偏”,将X、Y值自动补偿至加工坐标系中。
测量指令:
"CYC LE977(101,1,,1,416.025,,,10,13,0,1,1,,,1," ",,0,1.01,1.01,-1.01,0.34,1,0,,1,1)) "
2.4.1.3 角向找正
加工坐标系设定后,手动将测头移动到角向孔上方大致中心位置,在新建立的坐标系下测量角向孔,得到角向孔中心位置,通过 CYCLE977 补偿目标:“仅测量”。
测量指令:
"CYCLE977(2,,,1,11,,,11,13,0,12,1,,,1,"",,0,1.01,1.01,-1.01,,,,,1,1)"角向孔与零件回转中心的位置关系可归纳为4种,因此角向找正程序编制时需考虑不同位置关系下的三角函数,才能保证测量结果带入加工程序的准确性。
2.4.2 德玛吉五坐标在线测量工程化应用实例
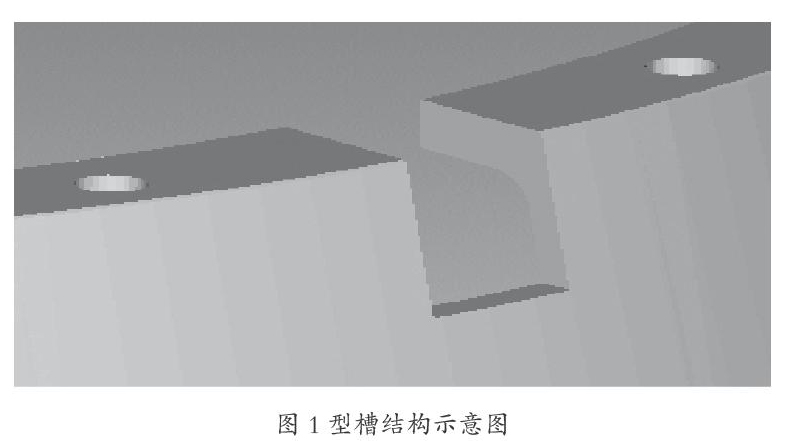
图1所示型槽沿圆周17处均布,槽深公差0.025 mm,由于型槽两侧端面平面度整体趋势不一致,执行定值加工时17个槽深难以保证均在公差带内,传统加工方式为每槽单独加工,通过打表测量,工序加工效率低、难度大。
测量程序如下:
N17 CYCLE978(0,,,1,2,10,10,3,2,1,"",,0,1.01,1.01,-1.01,,,,,1,1)
N18 STOPRE
N19 R[R2]=_OVR[4]
N20 G0 Z10
将测量基面坐标值通过R参数值入加工程序,即可完成全部型槽深度的自动化加工过程。
加工程序如下:
XOY-167
Z=-23.0125+R[R2]
3 结语
该文以德玛吉五坐标加工中心为载体,通过开发机床新功能,掌握了基于零件典型特征的在线测量技术,拓展了设备的加工能力,将其应用在产品铣加工过程中,实现了零件的快速找正、刀长的自动补偿,降低了人工测量的误差,提升了在线测量的机械化程度,从而提升了加工过程的自动化程度,实现产品加工质量和效率的大幅提升。在线测量通过对传统工业进行优化升级,提升了在线测量的精度与准确度,为零部件的批量制作、零部件的高精度加工打下了良好的基础。
参考文献
[1]杨全利.测量技术在高校学生机械加工实训中的应用[J].南方农机,2019(4):56.
[2]唐涛,杨嘉.在线检测技术在发动机零部件加工中的应用[J].汽车工艺与材料,2019(1):79.
- 给排水科学与工程专业工程应用型人才的素质教育探讨
- 对会计电算化实验教学的探讨
- “清洁生产”课程的教学改革与实践
- 新能源科学与工程专业实践教学体系建设的探索与实践
- 矩阵理论课程考核方式改革的研究
- 林业院校植物类“遗传育种学”实践教学改革的探讨
- 当前大学生礼仪教育的三大误区分析
- 新媒体视野下高校共青团工作探讨
- 基于卓越工程师培养的工程图学课程教学模式的探索与实践
- 地方高校给排水专业教学模式改革的必要性与实践成效
- 如何提高工科大学生图学素养的探讨
- 应用型本科院校CAD/CAM技术课程的教学探索和改革
- 测试技术课程内容的教学改革
- 创新人才培养模式,加强品牌专业内涵建设
- 形象教学法在机械制图教学改革中的应用探讨
- 巧用课堂总结提高理论授课教学质量
- 阶梯式大学生电子设计能力培养过程的设计与实现
- 应用Delphi法重构高职《基础护理学》教材的研究
- 机械电子工程专业学生应用和实践平台建设探索
- 兽医专业实践教学与建议
- 医学专科生就业心理现状调查
- 土木工程名牌专业建设的实践与成效
- 机械拆装测绘实验平台的设计
- 应用型测控专业本科毕业设计模块化运行机制研究
- 道路桥梁与渡河工程(卓越工程师专业现状与改革
- counterinstance
- counterinstances
- counterinstitution
- counterinstitutions
- counterinterpretation
- counterinterpretations
- counter-interrogation
- counterinvasion
- counterinvasions
- counter-ion
- counterlath
- counterlathing
- counter-letter
- countermagnet
- countermagnets
- countermanifesti
- countermanifesto
- countermanifestoes
- counter-marque
- hinds
- hindsight
- hindsighted
- hindsights
- hindu
- hinduism
- 小规模地做某事
- 小规模的叛乱
- 小视
- 小觑
- 小解
- 小觿
- 小言
- 小言詹詹
- 小言论
- 小讨腾儿
- 小词
- 小试
- 小试牛刀牛刀小试
- 小试锋芒
- 小语
- 小说
- 小说、戏剧等文学作品的情节结构
- 小说、戏曲中的故事情节
- 小说一类的作品
- 小说三要素
- 小说中的《伊利昂纪》
- 小说中的诗词韵语
- 小说中称济世救人的僧人
- 小说反映社会生活的方式
- 小说叙述人的语言