
尼龙隔热条按外形分为标准条和异型条,实心条和空心条。所谓标准条即标准件,各家幕墙公司能够通用,尺寸是固定的,如I型、T型等,模具也是通用的,整体技术比较成熟;异型条是幕墙设计师创新的产品,需要专门开模制作。尼龙隔热条模具制作相比密封胶条工艺复杂、周期长、开模费较贵,且一旦开出了模具,再进行结构调整的可能性极小,修模费用相当于重做模具,所以在设计这类产品时,需特别谨慎考虑以下三个方面。
1.结构设计
1.1结构的对称性
借鉴标准条的设计特点,异型条也应尽可能简化设计,不要过于追求结构创新,设计成过于奇形怪状、无规律的结构,对称性设计可以明显减轻空心和大尺寸隔热条的波浪弯曲现象。
1.2壁厚的一致性
截面的壁厚应尽可能保持一致性,主要目的就是为了减少挤出时,由于厚度不一致所产生的收缩不平均而导致的弯曲,见图1。
1.3壁厚的取值范围
壁厚的取值范围在1.5~5mm左右,既可以满足隔热要求,又能保持了足够的力学性能,还有利于生产挤出的稳定性。当壁厚超过15mm时,应考虑采用空心结构,优化案例见图2。
1.4圆角位设计
尼龙隔热条含有约25%的玻纤,材质特性决定了尼龙条生产工艺的复杂,通常采用“硬顶”挤出的工艺,圆角位应当设计至少为RO.3,可以延长模具使用寿命,还可以预防隔热条边缘锋利刮手和造成包装物的破损。
1.5装配间隙
尼龙隔热条产品图必须和铝合金型材的装配图结合设计,一定要依照型材的表面处理方式和装配方式,同时要考虑尼龙的吸水性,评估弯曲数值对使用的影响,综合考虑装配间隙,通常在0.2~0.5mm左右。
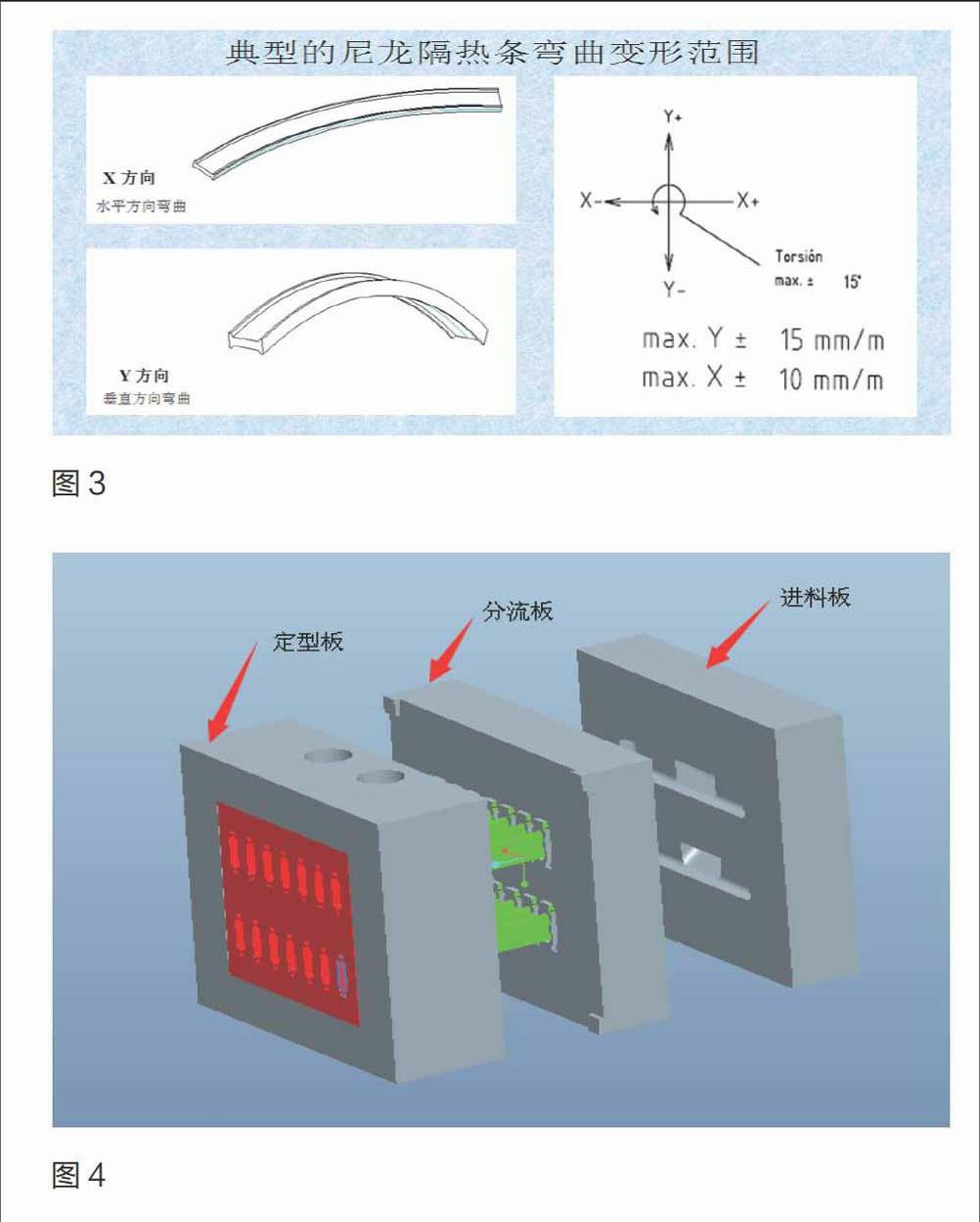
1.6变形标准
尼龙隔热条尤其是异形,空心隔热条有弯曲变形是不可避免的,但是,控制在一定范围内,是可以满足使用的,见图3。
2.配方设计
2.1加工性
异型隔热条所用材料的加工性比标准条I型、T型等更高,且CB/T 23615.1中规定了尼龙隔热条玻纤含量为25±25%,PA66的主体材料含量为65%,所以主要通过选择不同粘度的PA66型号按适当比例并用调整加工性,对不同结构的异型隔热条使用不同加工性的配方。
2.2相容性
异型尼龙隔热条在安装时,常常需要硅酮密封胶做封水处理,故而,相容性和粘接强度也是必须考虑的,不能单纯考虑材料的流动性,加入过多的润滑剂、流动助剂,防止小分子材料析出表面,破坏粘接强度或变色。
2.3硬度控制
GB/T 23615.1中规定尼龙隔热条硬度范围邵D 80±5,考虑到异型隔热条挤出工艺复杂性,控制硬度范围邵氏D度75-80之间,效果较好。
3.模具设计
3.1冷却水流道的影响
隔热条模具非常复杂,典型图片如图4。
其中定型板内的水冷流道设计非常关键,直接影响挤出的连续性,流道距离型腔过近,容易造成模具爆裂、漏水,过远则往往造成成品冷却不足,出现竹节现象,表面粗糙和弯曲变形。不同结构的隔热条,应根据隔热条的壁厚,设计成合理的流道间距。冷却水宜采用蒸馏水为冷却介质,辅以可以控温的工业冷水机,并具备有流量调节功能。
3.2模具表面光洁度
众所周知,模具表面光洁度和模具钢材材质和热处理工艺有直接关系,空心隔热条模芯应采用高温特氟龙表面喷涂工艺,提高表面光滑程度,减少挤出阻力。
3.3模具的组装工艺
尼龙模具定型模板由内外两块模板镶嵌焊接,对组装的精度要求较高,应先焊接后再上进口设备慢走丝切割,防止模具内部应力集中,高温受压时产生爆裂漏水。经过对比,氩弧焊比铜焊对模具的影响较小,焊接时应根据工件大小,精心调节电流,控制焊接温度在一定范围。
异型尼龙隔热条是一个复杂的系统工程,从前端设计到后期的批量生产,从结构设计到配方设计以及模具设计,只要每一个环节都谨慎对待,科学设计,是可以做出物美价廉的好产品。
- 高职院校贫困生认定现状及应对策略
- 英语对汉语环境下的网络语言的影响
- 基于中职机械基础教学的方法探讨
- 技工院校焊接专业数字化管理系统的开发与应用
- 论新形势下中职学校计算机专业的发展
- 打造学校发展的核心竞争力
- 天津机电工艺学院:获首届“全国机械行业职业院校微课大赛两项大奖
- 北京市工业技师学院:教师接受“胡格模式”汽修专业培训
- 山西交通技师学院:召开陕汽重卡专场人才招聘会
- 广东省机械技师学院:学院“技能节”隆重开幕
- 广东省技师学院:专利技能作品亮相国际人才交流大会
- 以创业教育为引领 建立积极进步的班集体
- “互联网+”时代大数据在职业教育领域中的应用与展望
- 浅谈新形势下技工院校职业培训的应对策略
- 技工院校学生实习(实训)应重视安全教育培训
- 以职业技能竞赛为导向的计算机网络专业实践教学体系改革
- 中等职业学校教学督导工作的制约因素与优化建议
- 新医改政策对中职医学生就业的影响与对策研究
- 充分发挥班委干部在班级管理中的作用初探
- 面对“00后”中职学生,如何构建和谐师生关系
- 用服务系统的理论指导服务优势的构建
- 中专药剂专业男生学风建设的实践研究
- 家训文化在技工院校班级管理中的应用
- 浅谈中职班级的管理艺术
- 利用团体活动提高中职德育“三效”之策略
- cesareans'
- cesareans
- cesarean-section
- cesarean-sections
- cesarians
- cesarian's
- cesium
- cesiums
- cesium's
- cessation
- cessations
- cesspit
- cesspits
- cesspool
- cf
- c /f
- cf.
- cfc
- cfcs
- cfo
- cfr
- cgt
- ch.
- ch3oh
- ch4
- 兵力
- 兵力强大
- 兵力强盛
- 兵力强盛,富有战斗力
- 兵务
- 兵势
- 兵勇
- 兵匪的扰乱
- 兵卒
- 兵厄
- 兵厨
- 兵厨之扰
- 兵变
- 兵可千日而不用,不可一日而不备
- 兵可百年不用,不可一日不备
- 兵合一处,将打一家
- 兵员
- 兵器
- 兵器和甲胄的总称
- 兵器文
- 兵器的尖端
- 兵器的柄
- 兵团
- 兵在其颈
- 兵在精而不在多