摘要摘 要:介绍了超声波螺旋焊缝自动检测轨迹跟踪系统。针对焊缝的非线性及不确定性,采用自调整因子模糊算法进行控制,同时结合参数自整定PID及比例控制器,形成一种新型分段式模糊控制算法。仿真结果表明,该系统具有响应速度快、超调量小、无静差等优点,提高了轨迹跟踪的实时性及精确性。
关键词关键词:焊缝跟踪;自调整因子;自整定PID;双模分段控制
DOIDOI:10.11907/rjdk.151485
中图分类号:TP312
文献标识码:A 文章编号文章编号:16727800(2015)009005803
0 引言
管道运输在石油天然气等领域发挥着巨大的作用。大口径运输管线主要采用螺旋焊管建造,如西气东输管线、陕京管线等。石油天然气工业中,采用GB/T9711 标准对钢管出厂前作全焊缝超声波自动探伤。
发达国家对钢管的无损检测开展较早,设备研制、使用较为成熟,如GE通用电气等。国内企业对钢管焊缝的检测大部分还停留在手动或半自动阶段,很多企业只能采用抽查方式。因此,对自动化钢管焊缝无损检测设备的研制具有极其重大的意义。
1 螺旋焊缝跟踪系统
自动跟踪的灵敏度和精度,直接影响着自动探伤的准确性[ 1 ]。探头自动跟踪方式经历了凸轮、接近开关、摄像机、涡流探头等几个阶段[ 2 ]。随着信息处理技术的提高,利用激光精确扫描、CCD成像技术在线建立特征模型、采用图像处理算子进行模型匹配[ 3 ]等方法,计算出焊缝偏差、宽度、错边等参数,通过执行机构带动滑板和探头架回到正确位置。以西气东输管壁为17.5mm的管线检测为例,共分布3组探头,距离焊缝近边角0.67/1.17倍跨距垂直分布,与焊缝中心距离1.5倍跨距呈45°分布。考虑到埋弧焊缝通常在9~20mm并有一定余高,报警闸门距远边角仅0.25倍焊缝宽度,边角反射回波宽度通常在1mm左右,为避免误报警,要求探头组的位置变化在2mm以内。
螺旋焊管生产是一个非常复杂的过程,影响焊接的因素具有不确定性及非线性,如钢板的横向窜动、成型角的调整、导电嘴的磨损等。随着钢板的运行,各种参数都将发生变化,工作范围内很难达到较高的位置精度和良好的动态性能,因此不易建立精确数学模型。而经典和现代控制理论都要求建立精确数学模型,若仅采用该理论和方法进行控制效果不好[ 4 ]。因此,本文采用不需要数学函数来描述输入输出关系的模糊控制。
2 自调整因子模糊算法
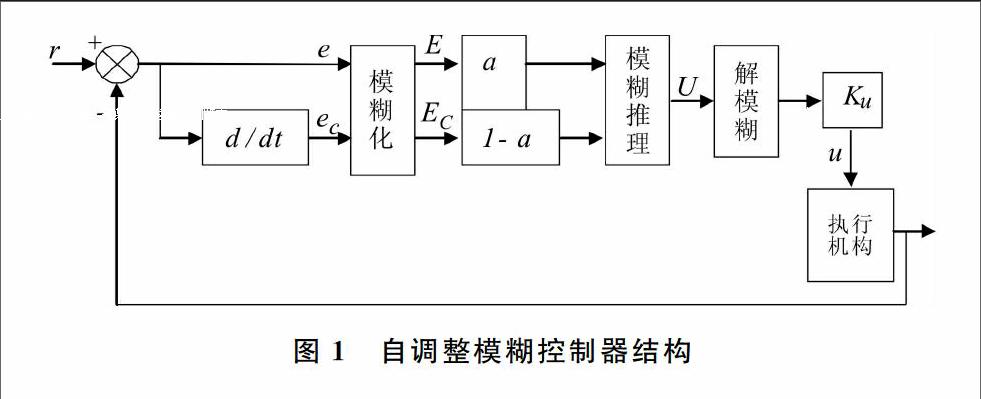
模糊控制是指运用专家的经验预先总结出控制决策表和控制规则,通过查找决策表,得到每一时刻应施与控制系统的控制动作,来判断输入参量的调整方向[ 5 ]。模糊控制的基本结构见图1。
3 模糊分段控制算法
模糊控制器具有PD控制效果,由于缺少积分作用,消除系统静差性能欠佳,难以达到较高的控制精度,比如,模糊控制器在平衡点附近就存在一定的“空白”区,即盲区。当探头机构移动到平衡点附近时,可以引入PI环节,获得较高的稳态精度。
PI环节可通过参数自整定PID算法得到。计算机中采用的是数字PID控制算法,公式如下:
结合了PI控制环节的新型模糊控制器,虽然能消除静差,但其算法比较复杂,系统响应速度相对较慢。为提高系统响应速度,减少调节时间,在新型模糊控制算法中结合比例控制。该控制方式在探头机构离焊缝较远时,促使探头机构迅速移动至近焊缝区域,从而进入模糊控制。因此,针对螺旋焊缝的跟踪采用了一种新型复合控制算法,自调整比例因子Fuzzy-P双模分段控制结合PI控制,即P-Fuzzy-PID,该算法综合了比例控制、模糊控制及PID控制的优点。
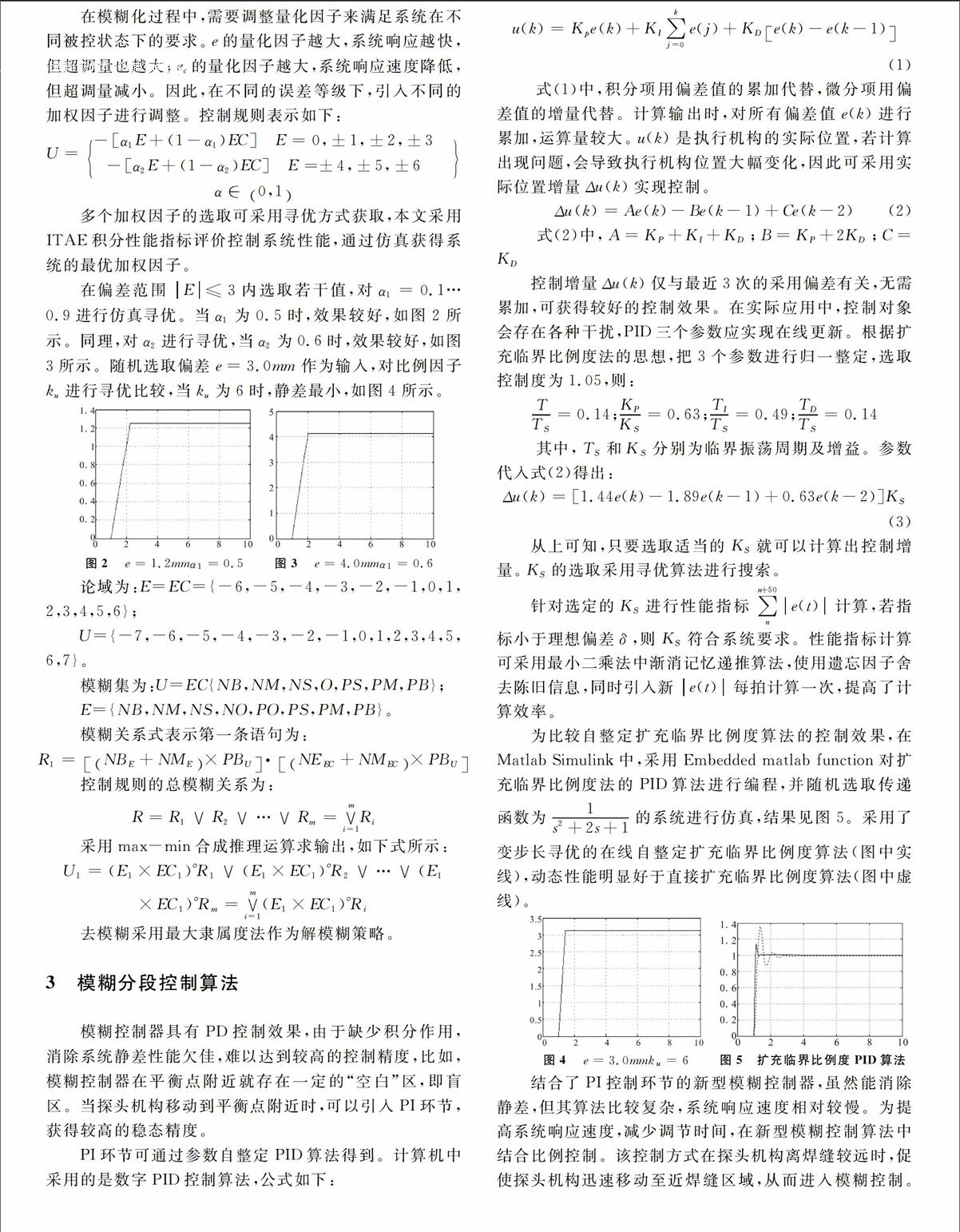
当偏差高于阈值时,系统进行比例控制以提高系统响应速度,加快响应过程;当偏差低于阈值时,系统转入了自调整比例因子模糊控制,以提高系统阻尼性能,减小响应过程的超调;当出现微小偏差时,系统采用PID控制方式来消除系统静差,流程如图6所示。
图6 控制流程
对整个系统进行仿真研究:设比例控制规律为p=kp·e,比例系数kp由每个像素对应电动机输出脉冲个数决定,本例为10。模糊控制中最佳调整因子为α1=0.5·α2=0.6,考虑到实际系统的识别精度,选定最佳阈值为e=3mm,系统稳态精度为0.15mm。当稳态精度小于0.15mm时,进入PI调节,消除静态误差以提高精度。
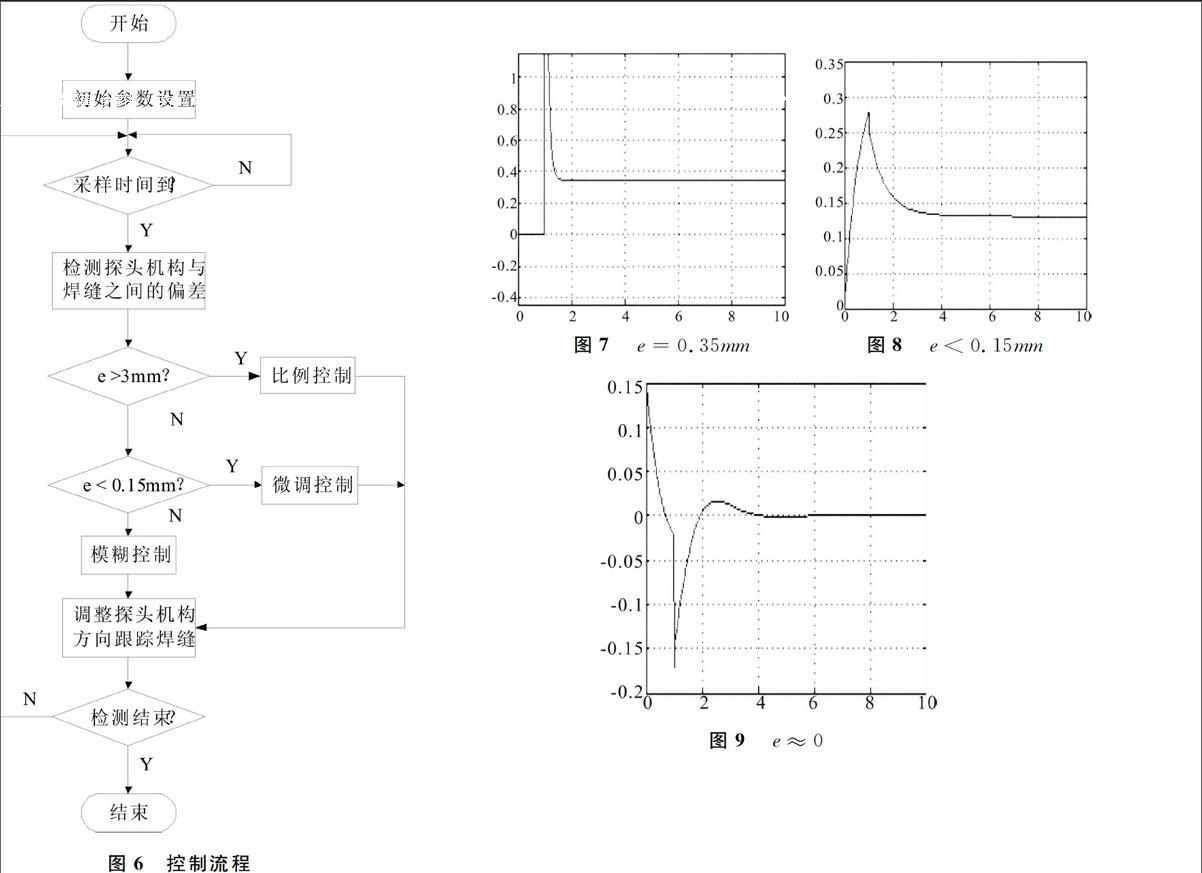
选取偏差e=3.8mm进行仿真,图7—图9分别是3个环节的对应偏差响应曲线,纵坐标为偏差量,横坐标为响应时间。设定偏差出现在t=1s时,由图可知,偏差在1s之内被减小到0.4mm,最终接近于零,完全实现实时纠正大偏差,探头组移动范围在2mm之内,符合焊缝探伤实时跟踪要求。
4 结语
本文首先对西气东输螺旋焊管跟踪系统作了分析,提出了探头机构控制精度问题。针对不易建立精确数学模型的非线性控制对象,采用根据跟踪偏差实现参数自调整的模糊算法进行控制。在此基础上,结合了参数自整定的PID算法和比例控制器,形成新型的模糊分段式控制算法,有效解决了模糊控制响应速度慢以及存在静差的缺点,满足了螺旋焊缝轨迹跟踪的要求。
参考文献参考文献:
[ 1 ] 吴禹胜,刘芳.螺旋埋弧焊管焊缝在线超声波自动探伤准确性分析[ J ].钢管,2004(5):3943.
[ 2 ] 高志凌.螺旋焊管超声波探伤探头自动跟踪方式的发展[ J ].钢管,2002(2):4042.
[ 3 ] 胡东明,汪净松,张伯鹏.机器人化大直径钢管螺旋焊缝检测视觉跟踪系统的研究与开发[ J ].机器人,1995(6):352257.
[ 4 ] 赵桂杰.螺旋焊管外焊缝自动跟踪智能控制系统研究[ D ].鞍山:辽宁科技大学,2008.
[ 5 ] 杨松体.工程模糊论方法及其应用[ M ].北京:国防工业出版社,1996:5680.
[ 6 ] 王晨,高志凌.螺旋焊管焊缝超声波探伤系统[ J ].焊管,2009(2):4547.
责任编辑(责任编辑:杜能钢)
- 情景教学在小学音乐课堂中的应用
- 硕士研究生思想政治状况及路径
- "金融+科技"支持河南省中小企业融资发展分析
- 会计专业校企合作共建会计实训基地的探索与实践
- 论述强化电厂建筑工程管理及提升建筑工程质量
- 提升建筑工程施工技术管理水平的策略分析
- 建筑工程造价控制与管理探讨
- 弘扬新时代中国精神
- 传统建筑设计在现代建筑设计中的应用
- 商务英语教学中文化意识的实践性探究
- 浅析市政交通工程施工管理与质量控制
- 电工电子一体化实训室实训项目的创新
- ERP视域下电网工程竣工财务决算审计的探析
- 云会计下会计信息安全问题探索
- 建筑工程造价的预结算作用及控制策略探讨
- 档案信息化建设的策略研究
- 在党的全面领导下做好新时代意识形态工作
- 电力系统变电运行维护存在的不足与应对措施分析
- 加快发展仫佬族地区旅游业的对策思考
- 技能大赛视角下的高职会计教学改革探究
- 机遇与挑战:新媒体时代新闻教育改革之思考
- 短视频传播:高校内传承与弘扬红色文化新路径
- 论新冠肺炎疫情防控中我国联勤保障作用及对策
- 数字媒体应用技术VR/AR方向人才培养社会评价调研报告
- 浅析新形势下基层央行"八小时之外"监督困境及对策
- bogles
- bogof
- bogs
- bogus
- boguses
- bogusly
- bogusness
- bogusnesses
- bogymen
- bog²
- bog¹
- bohemian
- bohemians
- boil
- boilable
- boil-down
- boil down to
- boil down to/come down to
- boil down to sth
- boiled
- boiled over
- boiler
- boilerless
- boilerplate
- boiler room
- 阳宅
- 阳宗
- 阳室
- 阳察
- 阳寿
- 阳尘吊子
- 阳山
- 阳岫
- 阳岳
- 阳崖
- 阳平
- 阳平 a
- 阳平 ai
- 阳平 an
- 阳平 ang
- 阳平 ao
- 阳平 e
- 阳平 ei
- 阳平 en
- 阳平 eng
- 阳平 er
- 阳平 ou
- 阳平 wa
- 阳平 wai
- 阳平 wan