耿朋飞 解磊 宋跃强 赵鑫
摘 要:介绍公司液化气脱硫脱硫醇装置工艺技术原理和流程,并对我厂商品液化气中硫含偏量高的问题进行了原因分析。数据对比分析表明商品液化气中C4硫含量偏高的原因在于2#双脱装置中液化气硫含量偏高,通过改变2#双脱碱液浓度、调整硫醇钠再生控制条件、置换碱液等手段最终解决商品液化气中硫含量偏高的问题,保证液化气出厂合格。
关键词:液化气;脱硫工艺;碱液浓度;硫醇钠再生
1 前言
商品液化气是石家庄炼化分公司的重要产品之一,可以直接作为产品销售,又可以作为我公司烷基化装置的原料,未精制的液化气含有大量的硫、硫化氢、硫醇等非理想组份,在产品销售前必需脱除非理想组份[1]。近年来随着原油加工量不断提高,所炼的油品含硫量有所增加,导致炼油生产过程中产生的液化气中硫含量不断增多,另一方面,环保要求的日益提高,要求我们将商品液化气中的硫含量降到更低[2]。客户反馈3月份以来液化气中硫含量持续增加,达到40mg/m3以上,用户接收指标不大于20mg/m3,影响正常出厂。同时我公司烷基化装置的原料要求硫含量不大于30mg/m3,与用户的要求相近,由此可见,降低硫含量是必要的。
1 脱硫装置介绍
1.1流程介绍
我公司有1#催化、3#催化两套催化裂化装置,1#催化所产液化气经过脱硫塔处理后送至2#气分进行脱硫醇处理,然后作为2#气分原料;3#催化所产液化气经过本装置2#双脱进行脱硫、脱硫醇后送至3#气分进行处理。由于3#气分设计处理能力偏小,经过2#双脱处理的过剩气分原料送至2#气分进行处理。商品液化气由2#气分、3#气分两套气分装置生产。
1.2脱硫原理
液化气脱硫采用MDEA(甲基二乙醇胺)胺洗工艺,MDEA溶剂具有较高的H2S选择吸收性,在低温时弱碱性的甲基二乙醇胺能与H2S结合生成胺盐,在高温下胺盐能分解成H2S和甲基二乙醇胺,主要反应原理如下:
液化气脱硫醇采用纤维膜接触脱硫醇技术,整个过程中的反应如下:
碱液氧化再生部分:
之后碱液中的二硫化物被抽提进入溶剂中,碱液与抽提溶剂在二硫化物抽提罐内分开。
2装置调整及结果
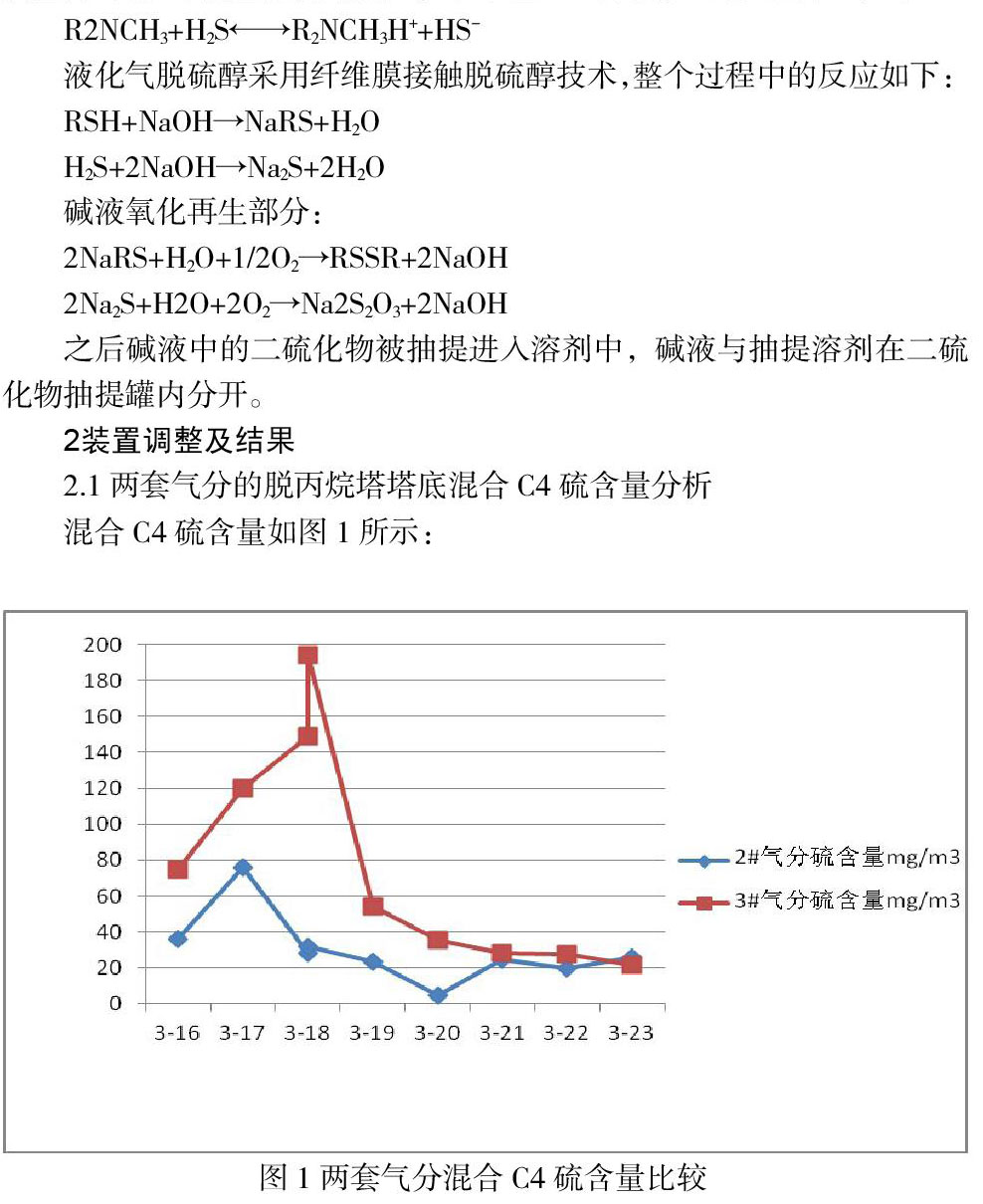
2.1 两套气分的脱丙烷塔塔底混合C4硫含量分析
混合C4硫含量如图1所示:
由上图可以看出:3月16日起两套气分混合C4硫含量都有明显上升。目前2#气分由1#催化和3#催化供料,而3#气分全部由3#催化供料。
2.2 2#气分装置调整
3月18日2#气分切除2#双脱进料,由28单元和1#催化供料,混合C4总硫含量明显下降,3月19日10:00降至23.5mg/m3;3月19日2#气分通过改流程使402单元(2#双脱液化气)为脱硫醇供料,进行一次脱硫醇后再进气分进行分离后,混合C4硫含量无明显变化。
2.3 2#双脱装置调整
2#双脱装置在3月17日抽提汽油循环量由30t/h提高到35t/h,硫含量没有下降;3月18日9:00降低D-301、D-302界位,碱液循环量由14.5t/h提至15.5t/h,3月18日16:00混合C4硫含量达到峰值;3月18日17:00更换碱液后混合C4硫含量下降明显。
3原因分析
(1)2#气分在3月18日切除2#双脱液化气进料后硫含量明显下降,而3#气分混合C4硫含量在3月18日16:00达到峰值194.2mg/m3,由此可以判断1#催化液化气以及脱硫、脱硫醇、2#气分均在正常工况下运行,而在3月19日2#双脱液化气经过2#气分脱硫醇处理后再进2#气分进行分离的混合C4硫含量无明显变化,这也印证混合C4硫含量高的原因在于2#双脱液化气硫含量高。
(2)3#催化液化气经过2#双脱脱硫后硫化氢含量一直为5mg/m3,可以判断2#双脱脱无机硫在正常工况下运行。
(3)硫醇与NaOH的反应是可逆反应,当碱液中的硫醇钠浓度过高时会抑制硫醇与NaOH的反应。
(4)2#双脱溶剂再生原理为溶解催化剂的碱液与液化气中的硫醇反应生成硫醇钠,通风氧化将硫醇钠氧化成二硫化物,再利用反抽提汽油抽提的方法将碱液中的二硫化物分离,实现碱液再生。再生过程中由于部分二硫化物在碱液中发生乳化不能彻底分离而产生两个问题:一方面使碱液中硫含量造成累积,导致碱液失效[3];另一方面碱液中较高含量的二硫化物被反萃取到液化气中,造成液化气中总硫含量超高[4]。装置原来15天更换一次碱液,为了降低碱渣产量,在2月5日至3月17日期间没有更换碱液,液化气中硫含量逐渐升高;2#双脱装置 3月18日更换碱液后液化气中硫含量逐渐降低至20mg/m3以下合格,判断碱液中的硫化物积累造成了混合C4硫含量高。
4结论
在脱硫脱硫醇装置生产中,由于再生工艺氧化生成的RSSR与抽提碱液分离不彻底,含有RSSR的碱液与液化气在抽提塔内再次接触时,RSSR会被“反抽提”回液化气中。当碱液中RSSR累计达到一定水平后就会导致催化剂碱液失效,引起液化气总硫浓度超标,进而引起气分装置混合C4总硫含量高,装置通过更换碱液的方法可以降低混合C4中的硫含量。
参考文献:
[1]张旭日.液化气精制装置的改造 [J].炼油与化工,2004,4 (1O):15—18.
[2] 聂庆彬,郑宪法 . 液化气脫硫醇碱渣减排技术工业化应用 [J]. 内蒙:古石油化工,2014,(19):112-115.
[3]朱亚东.液化石油气脱硫醇装置抽提碱液失效原因及工艺改进 [J].炼油技术与工程,2008,38(1O):20—24.
- 小麦栽培技术及病虫害防治措施分析
- 渭北旱塬春播玉米品种高产栽培对比分析
- 黑木耳栽培技术要点与管理措施分析
- 谈大豆种植及病虫害防治技术
- 水稻优质高产绿色栽培管理技术
- 云杉育苗造林技术分析
- 水稻稻瘟病菌侵染机理及综合防治技术
- 无公害防治技术在林业病虫害防治中的应用
- 油松侧柏容器育苗及造林技术刍议
- 关于桑树春叶增产措施的分析
- 杨树栽培种植及管理技术要点
- 玉米新品种“先玉30T60”种植表现及高产栽培技术
- 森林病虫害防治在林业生态环境建设中的重要性
- 现代林业育苗栽培管理技术要点分析
- 紫云马尾树群落结构特征与保护研究
- 林业中有害生物的防治技术
- 浅析桉树幼林抚育管理的重要性及解决措施
- 试析经济林种植技术
- 我国南方森林生态系统功能问题及对策研究
- 国有林场森林资源培育及其保护
- 基于植树造林技术与森林经营管护措施分析
- 东北国有林区森林可持续经营的研究思考
- 护林防火技术在森林资源管理及保护中的应用
- 浅析林业种植在环境改善中的应用
- 杨树造林技术及病虫害防治措施
- woolliest
- wool-like
- woollike
- woollily
- woolliness
- woollinesses
- woolling
- woolly
- woollyish
- wools
- woolsey
- wooly
- woos
- woozier
- wooziest
- woozily
- wooziness
- woozinesses
- woozy
- word
- worded
- worder
- word for word
- wordier
- wordiest
- r2022090420006152
- r2022090420006153
- r2022090420006155
- r2022090420006156
- r2022090420006158
- r2022090420006160
- r2022090420006161
- r2022090420006162
- r2022090420006163
- r2022090420006165
- r2022090420006166
- r2022090420006167
- r2022090420006168
- r2022090420006170
- r2022090420006171
- r2022090420006172
- r2022090420006174
- r2022090420006176
- r2022090420006178
- r2022090420006179
- r2022090420006180
- r2022090420006181
- r2022090420006182
- r2022090420006183
- r2022090420006184