李琳

摘要:本文主要通过对壳体类零件的产品结构、装配关系、实验分析等研究,形成最终的打标位置研究成果并应用。
关键词:壳体;打标;位置;新产品;追溯码
引言
伴随着我公司发展速度越来越快,对接国际市场,对产品的质量要求越来越高,同时市场上的产品鱼龙混杂,出现很多假冒伪劣产品;则,壳体类零件需实现二维码打标追溯系统。
为了实现产品追溯,产品打标需要实现全流程追溯,装箱出厂之后需要打标信息继续保留在零件上;而壳体表面在装箱喷漆完成之后遮盖打标表面无法识别;如对打标位置进行喷漆防护,则无法预防生锈。需制定新的打标位置,保证喷漆之后依然保留在零件上;针对毛坯面上打标状态差异,可以调整到加工面上进行统一打标;针对产品系列零件品种多,最好寻找共有的打标位置。
一、新产品打标位置的确定
新产品的结构复杂多变,没有共同的结构位置;材料既有铸铁,也有铝合金。新产品的打标位置没有统一的评价标准。
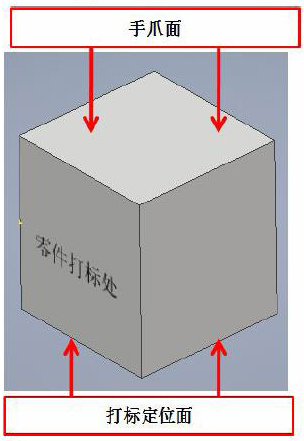
(一)毛坯铸造位置:同一系列尽量统一,位置最好与产品打标位置为对面关系(毛坯打标面可以为上图示意的4个非用面):
(二)加工打标位置:
(1) 毛坯面打标的评判流程:
a、当铝合金壳体的毛坯面粗糙度状态与S12档的毛坯面粗糙度状态进行对比,当前者优于等于后者时,可以打印在毛坯面;
b、如果装配后喷漆,需对打标位置进行防护,同時做好防锈的防护措施,否则,不能在毛坯面打标;如果装配后喷漆,可以打印在毛坯面;
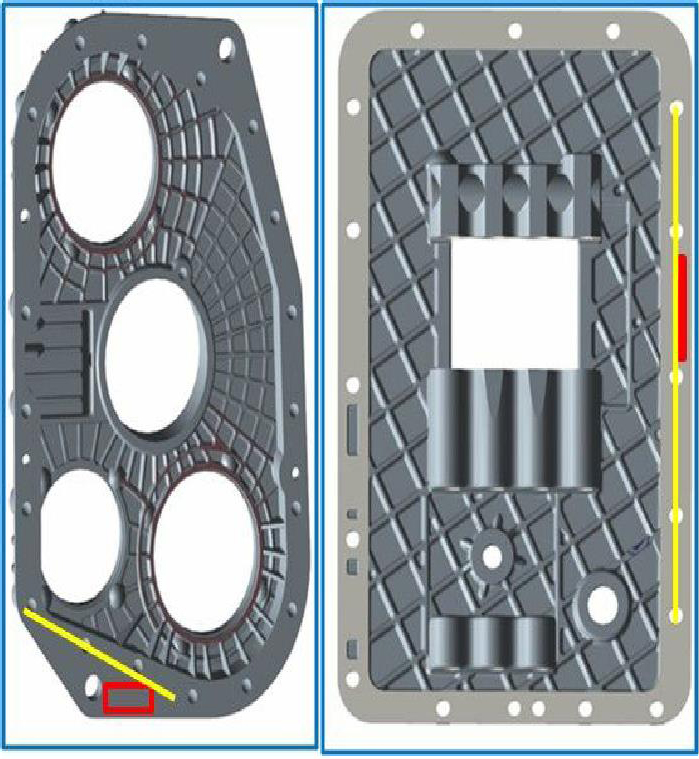
(2) 加工面/结合面打标的评判流程:
a、衬垫接触不到的位置:可以参考壳体的新打标位置;
b、衬垫接触到的位置:过孔或螺纹孔的连线外面的位置,可以下图的打标位置;
c、打标位置的大小:40*12//30*30//(12*12+30*12);
(三)设计制定打标位置(一般在加工面):整个系列统一位置,需要考虑装夹方便,方便打标机打标;
二、打标内容:
(一)壳体表面的打印内容:
明码:零件号(小总成号)+追溯码(“黑体”字体字高6.0mm)二维码:追溯码(12x12扫底,10x10的二维码居中显示)
备注:追溯码为系统生成的10位代码,例如:LC12KFLT0;
(二)S自动线小MES通过追溯码系统接口,将追溯码作为二维码打刻,每个零件采用唯一码;具体方案如下:
(1) 集成方案:
S离变壳自动线小MES向追溯码系统发请求(物料号、批次号等),追溯码系统向小MES返回追溯码等信息,具体集成方式及调用参数见附件
《追溯码接口生成接口调用文档》。
(2) 一物一码的实施方案:
追溯码系统生成的追溯码为批次码,即同一个零件号,同一个批次号生成同样的追溯码;实现一物一码时,需向追溯码系统发请求时给每个零件(即使是相同的零件号)附一个唯一的批次号,即一个零件为一个批次,则追溯码系统生成的码为唯一码。
(三)将S离变壳自动线为一物一码、小MES,先上线打二维码,通过激光打标机和扫码枪等硬件,将整个生产信息包含在追溯码里面。
- 浅谈学科建模
- 实习前外科基本技能强化训练对临床实习的影响
- 高职院校技能大赛与专业教学协同融合的研究
- 高职院校计算机类专业基础知识图谱构建初探
- “雨课堂”智能助教《数字电子技术基础》课程教学改革与探索
- 对话句法视域下的相声语言研究
- 大数据环境下图书馆服务的新发展
- 基于学情视角的初中写作教学实证研究
- 机械CAD课程多元考核体系构建研究
- 高等专科院校装饰设计课程教学改革研究
- 《管理学》课堂互动问题及模式选择策略
- READER高中英语美文品读课堂教学模式初探
- 高中语文作文教学存在的问题及优化策略初探
- 农村小学语文教学中如何提高学生的写作水平
- 浅谈小学生经典诵读进校园的有效策略
- 巧用网络资源,活化初中英语阅读教学
- 农村小学生口语现状及对策分析
- 听障高中生班级管理要做到“三心”
- 中学语文学生课外自主阅读能力培养的策略
- 有关提高高中语文阅读教学有效性的思考
- 提高中学生的语文课外阅读能力的方法研究
- “学困生”阅读能力低下原因分析及对策研究初探
- 提高小学生写作兴趣和写作能力的策略
- 浅谈小学英语口语交际能力
- 培养幼儿阅读兴趣的有效策略
- supervictoriousnesses
- supervictory
- supervigilant
- supervigilantly
- supervigorous
- supervigorously
- supervigorousness
- supervigorousnesses
- supervirile
- supervirtuoso
- supervirtuosos
- precontemplated
- precontemplates
- precontemplating
- precontemplation
- precontemplations
- precontend
- precontended
- precontending
- precontends
- precontention
- precontentions
- precontentment
- precontentments
- precontest
- 有效需求
- 有效验的方法
- 有敌寇侵犯则城门晚开的警报
- 有敌无我,有你无我
- 有敏捷才思和才能的人
- 有救
- 有救了
- 有教无类
- 有数
- 有数儿
- 有数的几个
- 有数的几点儿
- 有文事,必有武备
- 有文便不斗口
- 有文化修养
- 有文化知识
- 有文化,知礼法
- 有文字的碑石
- 有文字记录,有根据
- 有文学天才、以文章著称的读书人
- 有文学才华的男子和美貌的女子
- 有文彩的旗
- 有文才
- 有文才、有学问的人
- 有文才但品行不端