付波波
摘 要: 本文结合笔者专业技术实践工作经验阐述了烟囱钢内筒钛钢复合板材料在焊前清理、对口形式以及焊接材料准备等各个重要环节的操作工艺技术要点、主要工艺技术参数,以期为焊工培训工作和钛钢复合板焊接施工作业提供参考。
关键词:烟囱;钛钢复合板;焊接
1. 概况
目前,钛钢复合板(TA2/Q235B)因耐腐蚀性高、强度大、物理特性非常好等优势特点在火电厂行业被作为烟囱内筒得到了广泛的应用。文中钛钢复合板材料通过爆炸-轧制而成,其基板为Q235B,δ12mm。复板为TA2,δ1.2mm。选用钛贴条为TA2, δ1.6mm。下文将对钛钢复合板焊接工艺进行更深的研究和探讨。
2.焊前准备工作
2.1材料要求
(1)所选材料必须符合火力发电厂建设设计图纸中烟囱的施工技术要求以及《钛制焊接容器》(JB/T4745-2002)规定,且均有材料质量保证书。
(2)各种钛钢材料在其使用之前必须进行酸洗的准备工作。清水冲净烘干或风干。若暂不用应妥善保管,避免二次污染。
2.2 焊工
进行施工作业的焊工必須是持有国家权威机构认可的相关专业技术考试合格证才可以上岗工作。
2.3 焊口处理
(1)焊口的坡口面必须要用机械的处理方法进行加工,并且要确保坡口与基板的错口值不能够超过钛钢板壁厚的10%同时要保证不大于1mm。
(2)焊工开始工作之前,要将钛钢坡口表面的所有污染物彻底清洗干净,保证所有焊件无污染。对于钛材料焊件在使用物理方法清洗干净以后,还要用非常清洁的白布蘸上化学物质丙酮进行进一步擦洗。清洗基层钢要使用纯手工工艺,清洗范围要确保大约在50mm。
党所有的焊件组彻底清洗干净立即施焊。如果焊件的制作周期比较长,可以使用在焊接坡口
贴免水胶带等方法来保证其清洁干净。
3.钛钢复合板焊接工艺技术及其控制要点
3.1焊接工艺参数
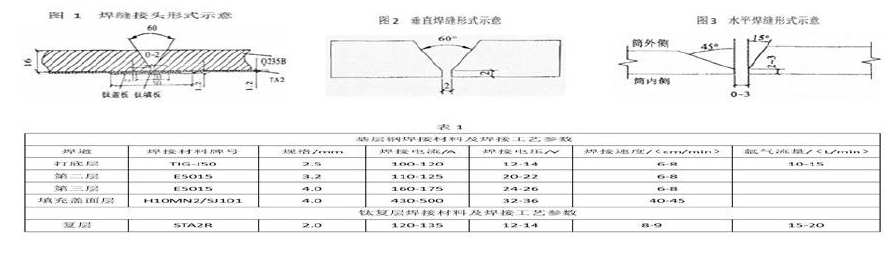
(1)钛钢板的主要生产方式是爆炸-轧制法,由于钛和钢两种金属材料在冶金工艺方面是不相容的,所以二者需要单独进行焊接。钛复层复合钢板接头形式如图1,钢焊缝保证了街头强度,盖板的作用主要是防腐蚀。
(2)为了不让铁离子受到外界污染,针对基层钢采用手工电焊、埋弧焊以及氩弧焊等方式,针对钛复层采用的是氩弧焊,工艺参数见表1。焊缝形式如图2,环焊焊缝坡口形式如图3。
3.2焊接控制要点
3.2.1基层钢焊接
基层钢点焊长≈40mm,焊缝错边≤1mm。在纵缝开始进行焊接的一端使用引弧板,焊缝要确保没有气孔、裂缝、均匀等不足之处。在整个环节的过程当中要确保温度不可以高于400度。以免钛板氧化。
3.2.2钛复层焊接
(1)钛材料的焊接环境必须要抱枕清洁。工作人员必须穿戴专业、干净的工作服和佩带干净的专业手套。并且不能够用手去触摸坡口及其它区域,严禁使用硬物敲打。
(2)钛焊件组的焊缝定位焊间距要保持在80-100mm,每段定位焊缝长度要保持在5mm并相互错开。
(3)当出现风速≥1.5m/s; 相对湿度>80%;焊件温度低与5℃;无防雪雨措施室外作业(在有雨、雪时),无有效防止措施时禁止施焊:
(4)进行焊接之前要使用专用工具切除掉已经被氧化的部分。切忌不要使用从钛板母材当中裁取焊丝。
(5)焊接过程中要特别注意焊缝背面要用氩气进行保护。同时要保持焊丝加热一端放置在空气当中。必须保证氩气纯度在99.99%以上,氧含量少于0.002%、氮含量少于0.005%、氢含量<0.002%、水分<0.001mg/L。气瓶压力≥0.5MPa。
3.2.3焊接顺序
(1)焊接的先后顺序是先纵后环、先外后内,先竖后平。
(2)焊接工作需要两名工作人员相互配合进行,焊接的过程中要确保焊材位置的对称性,使用分段跳焊的方法进行。同时要保证每一段的长度在400mm。两名工作人员需要配合默契、步调一致。纵(环)焊缝要使用正面焊接且背面清根的方法。如果中间以为停止,那么每一条要进行至少两层以上的焊接。
(3)施焊过程当中更换焊条的时候必须要迅速,并且要提前将需要的更换的焊条的前端进行打磨干净才能够使用,纵向的焊肉要和环向的焊缝中心位置对齐进行焊接。在采用段焊接方法的过程中,每一层的衔接头要进行错开,并将错头打磨干净且成缓坡状以后再进行施焊作业。
4. ?质量检验与标准
(1)焊接接头既要满足着色要求,又要符合外观检查要求。要保证焊缝的表面呈现出比较美观的鱼鳞状。其余高不得超过0.5mm。
(2)钢金属材料焊缝咬边的深度不能够比板厚超过5%或0.5mm,且其连续长度不得超过100毫米,单条金属钢材料焊缝的咬边总长不能够不超过该焊缝长度10%。钛材料的焊缝表面不得出现其深度超过了0.5毫米的划伤。
(3)要确保基层钢焊缝符合二级质量标准,水平焊缝符合一级质量标准。焊缝应当首先进行内部检验,其检验方法为UT检测方法。钛钢板要采用液体渗透探伤的检测方法对其表面进行全方位100%检验,另外,钛盖板角焊缝要运用着色和氨渗透法同时进行。
(4)焊缝表面不允许出现紫色、蓝色、灰色、金黄色。
5. 焊缝返修
完成焊接作业以后要将焊接过程当中所产生的金属飞沫和焊接弧坑等清理干净,对于产生比较明显的变形状况的工件要及时进行调整。如果发现比较深的缺憾要及时进行修磨补焊,修磨内斜度要保持在1:3。焊缝同一部位的返修不超过2次。返修后的焊缝需重新进行检验。
6. 结束语
通过对焊接人员先期培训,加强钛板焊接练习,严格焊接过程控制,以上焊接工艺是行之有效的。
参考文献:
[1]GB8547-2006,钛-钢复合板[S].
[2]GB/T13149-2009,钛及钛合金复合钢板焊接技术条件[S].
[3]GB/T3620.1-2007,钛及钛合金牌号和化学分析[S].
(国家能源集团国华电力徐州发电有限公司 ?江苏 ?徐州 ?221166)
- 浅谈现代绿色建筑节能设计的发展及运用
- 住宅小区给排水设计思路及要点初探
- 柯布西耶的“光明城市”与俞孔坚“反规划”理论对比分析
- 浅析建筑工程设计中的节能建筑设计
- 高RAP掺量玄武岩纤维再生沥青混合料配合比设计
- 甘泉铁路建设技术浅析
- SMA路面抗滑性能优化设计与施工控制要点分析
- 重型车辆冬季安全驾驶应把握的几个问题
- 提升铁路客运调度指挥能力的途径分析
- 加强企业思想政治工作策略研究
- 浅析高校图书馆阅读推广服务的创新途径
- 城市精细化管理目标体系特征及其内涵分析
- 建筑施工造价管理控制现存问题及对策研究
- 浅谈高校基建项目成本控制与管理策略
- 浅谈BIM对工程造价的影响
- 优化水利水电工程管理的措施分析
- 浅谈BIM技术在建筑工程项目管理中的应用
- 浅析高速公路下穿桥梁施工期间高速路面交通安全组织及交通安全设施布控的施工方案
- 试论房屋建筑施工及工程节能技术的管理
- 加强水利水电工程管理的途径研究
- 水利工程监理安全管理风险分析与应对措施
- 引黄河泥沙充填煤矿采空区研究
- 市政道路工程沥青路面接缝的施工技术
- 隧道围岩冷冻法加固施工全面控制探究
- 外窗台增设披水板的防渗水施工工法
- pseudoarticulate
- pseudoarticulately
- pseudoartistic
- pseudoartistically
- pseudoascetic
- pseudoascetical
- pseudoascetically
- pseudoassertive
- pseudoassertively
- pseudoassociational
- pseudobankrupt
- pseudobaptismal
- pseudo-baptist
- pseudo-baptists
- pseudobedding
- pseudobenevolent
- pseudobenevolently
- pseudobiological
- pseudobiologically
- pseudo-bohemian
- pseudo-bohemians
- pseudobreccia
- pseudobrotherly
- pseudo-brotherly
- pseudo-buddhist
- 刻符
- 刻绘文采的屋梁
- 刻绘花纹的弓
- 刻绥
- 刻羽引商
- 刻翠裁红
- 刻肌入骨
- 刻肌刻骨
- 刻肾镂心镌脾琢肾
- 刻脂镂冰
- 刻舟
- 刻舟以求
- 刻舟求剑
- 刻舟痕
- 刻舟访剑
- 刻船求剑
- 刻苦
- 刻苦俭约
- 刻苦修行
- 刻苦写作
- 刻苦力学
- 刻苦努力,不断进步
- 刻苦勤勉
- 刻苦勤奋
- 刻苦地学习,不停地背诵