汪以歆 余光辉 徐镪 范洪辉

摘? ? 要:为了提高产品外包装印刷缺陷检测的效率、稳定性和灵活性,提出了一种基于机器视觉的产品外包装印刷缺陷检测技术。引入基于机器视觉的比对检测算法,改进传统的产品外包装印刷缺陷检测方法。试验表明,基于机器视觉的产品外包装印刷缺陷检测技术在不同的试验条件下都能稳定应用,可以快速精确地检测出印刷缺陷。该技术有效地解决了人工抽样检测结果误差大、主观性强、检测速度慢等问题,具有更快的效率、更好的稳定性和处理的灵活性。
关键词:机器视觉;产品包装;印刷缺陷;缺陷检测
中图分类号:TP181? ? ? ? ? ? ? ? 文献标识码:A? ? ? ? ? ? 文章编号:2095-7394(2019)04-0007-08
近年来,包装印刷工艺在不断地进步和发展,过去常用的对产品外包装印刷缺陷检测的方法已经无法达到实际生产要求的检测标准。通过质检员对产品外包装印刷缺陷进行检测是最原始的检测方法,但这种方法存在很多弊端,不但受个人的主观意志影响较大,而且会导致生产效率低下,且漏检率高。此外,该检测方法需要较高的人力成本,相应地提高了生产成本。为了提高检测质量,检测人员也开始使用色差仪、密度计、偏光应力仪等仪器对产品外包装印刷缺陷进行检测。但缺陷种类繁多,情况复杂,比如,颜色失真、错位漏印、针孔黑点、文字模糊、套印不准、油墨溅污等[1],都是印刷过程中经常出现的缺陷。借助手持仪器的方法无法满足实际生产中大批量、快速性、智能化、可现场性、重复性等需求。
机器视觉检测可以克服传统检测方法所存在的弊端。[2]当检测装置投入生产线运行后,能够长期执行标准化自动检测流水线工作,从而极大地减少人力成本,降低企业的生产成本。机器视觉检测还是一种全表面的检测方法,能够将检测过程中存在漏检的可能性降到最低。除了上述优点外,机器视觉检测还可以针对外包装上的条码无法识别、偏位、重码、错码等问题进行检测,能够全面、高效地完成产品外包装印刷的缺陷检测,具有传统检测方法无法比拟的优越性[3]。
1? ? 机器视觉检测原理
机器视觉检测通俗来讲就是用电子元器件代替人的眼睛[4],拍摄產品外包装的全表面,用电脑代替人脑,对印刷存在的缺陷进行客观的分析。数字图像处理技术是机器视觉检测技术的基础,在此基础上,结合光学、机械自动化等技术,构成一个完整的自动化检测系统。机器视觉检测具有诸多特点:第一,具有通用性和可移植性,可以适用到生产生活的各个方面,使用范围广,使用对象没有局限性;第二,具有稳定性,可以对生产线的生产质量进行长期地实时检测分析,检测稳定在较高的精度和速度;第三,具有实用性[5],可以在各种条件下进行检测,如高辐射、高腐蚀、高风险等环境下,代替人工进行作业。
通常情况下,一个完整的机器视觉检测系统[6]由光源、成像系统、CCD相机、图像采集卡、图像处理软件、图像处理硬件、反馈执行装置、传动装置等部分组成,如图1所示。
首先待检测产品由传动装置传送到固定的检测位置,然后由成像系统通过CCD相机获取待检测产品外包装表面的图像[7],之后图像采集卡将图像处理后的电信号发送到计算机端,接着计算机端通过图像处理软件对全表面图像作出分析,给出缺陷检测结果至反馈执行装置。缺陷检测结果的精度与速度受诸多因素的影响:第一,光源的选择、CCD相机的配置和成像系统的设计关乎图像采集的质量;第二,图像处理软件及图像处理算法关乎缺陷检测的质量[8];第三,硬件的选择和配置影响检测速度。
2? ? 印刷缺陷检测系统设计
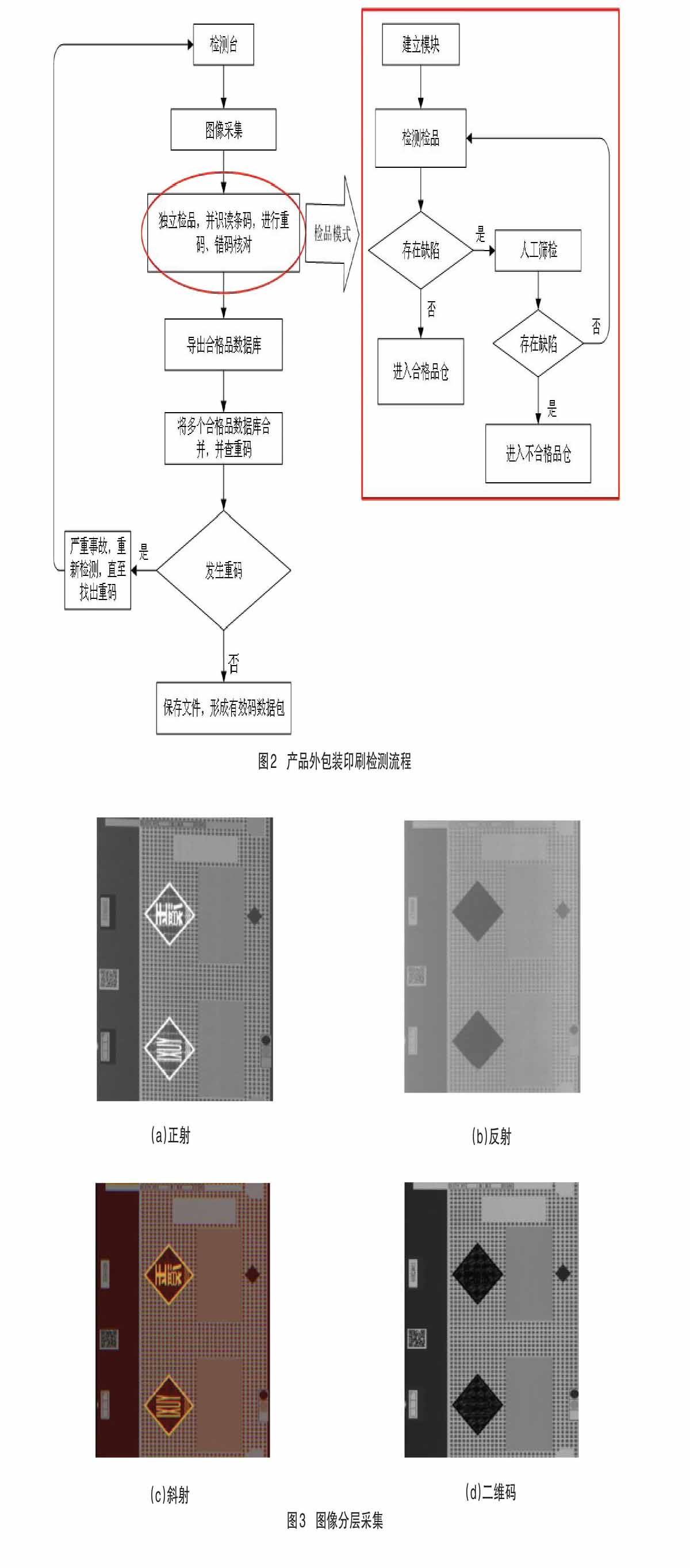
基于机器视觉的产品外包装印刷缺陷系统的检测流程如图2所示,包括检测平台、图像采集、检品模式、数据库查重码等模块。
2.1? ?图像采集
基于机器视觉对产品外包装印刷进行缺陷检测时,首先就是要对外包装的表面图像进行采集。因为外包装印刷包含多种印刷工艺,所以针对不同的印刷工艺,如烫印、凹版、丝印、激光、镀膜等,需要采用不同的光源照射角度和不同的CCD相机拍摄角度进行分层采集。如图3(a)针对大范围彩印检测,采用正射正拍[9];图3(b)针对镀膜检测,采用反射正拍;图3(c)针对烫印检测,采用斜射正拍;图3(d)针对二维码检测,采用二维码正拍,以便获取有效的待检产品外包装图像。
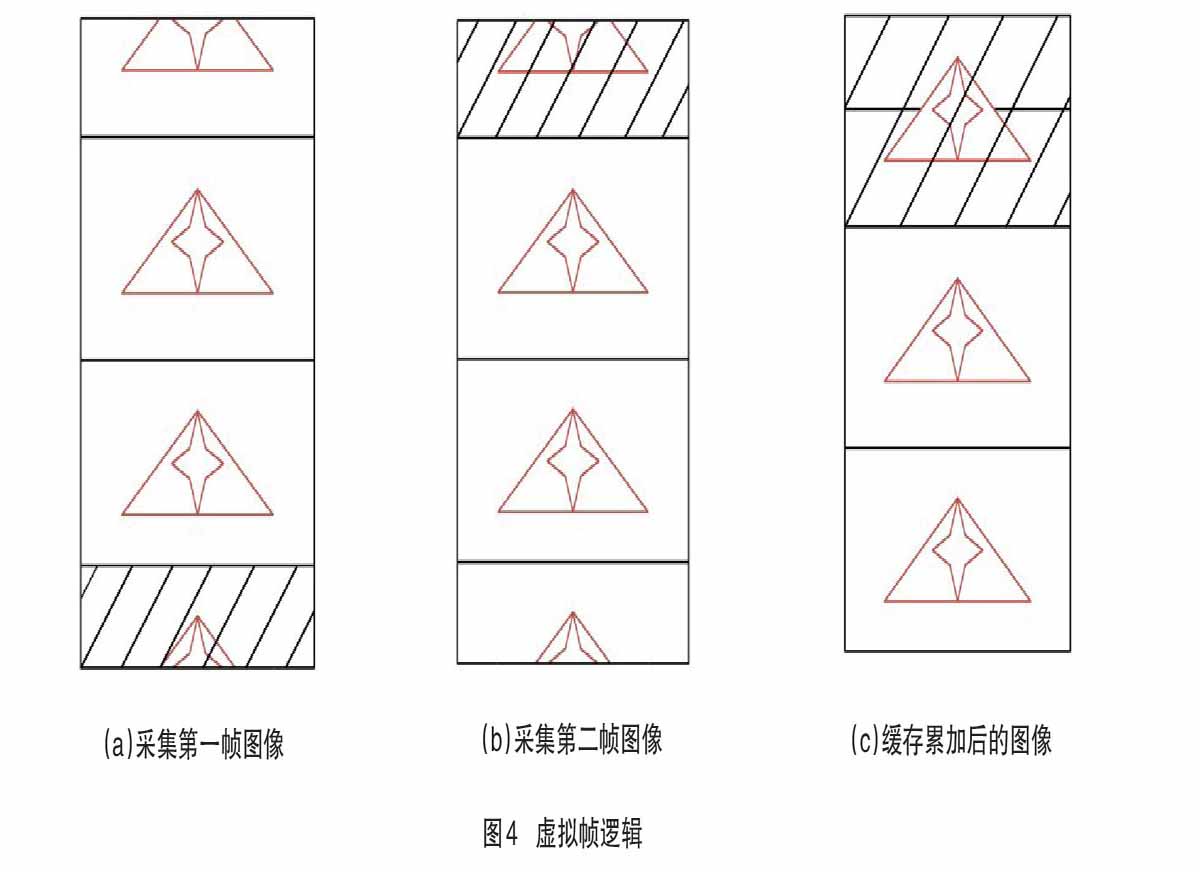
由于传动装置处于高速运转模式,因此,每次每台相机所采集的一幅图片中包含多个待检产品外包装图像。例如,采集的第一帧图像如图4(a)所示,能够定位到中间两个完整的检测对象表面图像,以及上下两个不完整的图像。此时,需要删除上方不完整的图像,并将图4(a)中阴影部分所示不完整的图像缓存。从采集的第二帧图像即图4(b)开始,将图4(a)中阴影部分加到图4(b)中阴影部分的上端得到图4(c),图4(c)中的阴影部分即是将不完整图像缓存累加后得到的完整图像[11]。根据累加后的总高度除以每个完整图像的高度,可以计算出当前采集图像的个数。
2.2? ?建模学习
基于机器视觉对外包装印刷进行缺陷分析检测时,要先人工选择合格品作为样本图像,然后把采集到的待检测产品外包装图像与样本图像的灰度值进行比对分析[12],判定是否存在缺陷。由于印刷工艺、机器精度以及环境变化等诸多因素的影响,无法要求待检产品与标准模板之间不存在误差,因此,对于待检测产品外包装的印刷缺陷应当有一定的容忍度。但是,一般不通过修改高低放松值的大小来扩展合格品区间,因为这样的参数往往是主观设定的,设置过大容易造成误检。因此,需要引进建模学习的概念来确定可接受范围,减少误检。
首先,随机挑选检品,经人工判断确定好品,如图5(a)所示,作为标准图像。其次,将待检测产品通过机器采集图像后,电脑比对学习产品与标准品的差异,从而将该位置可接受合格标准的范围放大。通常学习的产品不能包含最亮如图5(b)和最暗如图5(c)的两张好品,但是可以通过自定义扩展参数来增大合格标准的容许区域,如图6所示。
2.3? ?标码检测
随着科技的发展,产品外包装上印制条码十分普遍,并且具有重要的功能,它是监管产品的一种重要方法。常见的条码有条形码和二维码,它们的显要区别如图7所示:条形码包含一个方向上的信息,二维码包含水平和垂直两个方向上的信息。由此可见,二维码相对于条形码而言具有诸多优势,如数据容量更大,超出了字母、数字方面的制约,尺寸小,具有抗损毁能力等。二维码包含的信息如图8所示。
针对二维码的印刷缺陷检测有以下6点要求:(1)二维码大小和位置是否绘制在检测的区域。(2)使用识读设备,能识读出二维码的内容。(3)待检测产品外包装表面二维码与二维码数据文件是否一致。(4)同一产品上的二维码与验证码是否相互对应。(5)二维码边界不能超出白色底框,且二维码在框内居中对齐。(6)二维码边界与白色底框的边界单边距离默认值为1.5 mm。二维码尺寸小于10 mm时,允许位置误差范围为±0.2 mm;尺寸大于10 mm时,允许位置误差范围为±0.5 mm。
3? ? 算法设计与缺陷检测
将采集图片与样本图片进行匹配对比时,引入基于灰度值的比对算法[13],由于采集的图片通常过大,因此需要结合动态阈值分割的方法进行检测。动态阈值分割算法适用于检测目标与背景具有较大区别的情况[14],阈值分割后的图像[y(a,b)]与采集图像[x(a,b)]的关系如式(1)所示:
式(1)中,[H]表示设置的阈值大小,1表示检测目标,0表示图像背景。动态阈值分割算法检测效果的好坏由阈值[H]的取值是否合适决定,阈值[H]的取值能够通过如下迭代算法得到。
(1)依据采集图像的直方图,将两峰的中间值作为一个预估阈值[H]。
(2)依据式(1)把采集图像分割成检测目标与图像背景两个区域,检测目标[Q1]由全部大于阈值[H]的区域构成,图像背景[Q2]由全部小于等于阈值[H]的区域构成[15]。
(3)对分割出的检测目标[Q1],求出其平均灰度值[d1]。同时,求出分割后图像背景[Q2]的平均灰度值[d2]。
(4)依据计算出的两个平均灰度值[d1]和[d2],再计算得出新的阈值[H],计算公式如式(2)所示:
(5)重复第(2)到第(4)的步骤,直到计算得出的阈值[H1]与阈值[H2]之间的差值[G]小于等于设置的额定参数[?H],即:
分割后的区域面积与阈值关系到缺陷检测精度。对缺陷检测精度造成的影响变化如表1所示。分割区域面积理想值用S表示,阈值理想值用W表示。当分割区域面积大于1.1S,阈值大于1.1W时,缺陷检测精度较差,容易出现漏检问题;当分割区域面积在S~1.1S,阈值在W~1.1W时,缺陷检测精度良好;当分割区域面积等于S,阈值等于W时,缺陷检测精度最优;当分割区域面积在0.9S~S,阈值在0.9W~W时,缺陷检测精度良好;当分割区域面积小于0.9S,阈值小于0.9W时,缺陷检测精度较差,容易出现过检问题。因此,可以通过调整分割区域面积与阈值来解决漏检、过检的问题。
4? ? 实验结果与分析
运用本检测技术组成的试验平台对500份产品外包装进行了测试。实验中检测的最快速度为73 m/min。检测结果表明本系统能够检测出产品外装中的颜色色差、错位漏印、套印不准、针孔黑点、文字模糊、油墨溅污,以及条码无法识别、偏位、重码、错码等印刷缺陷。
图9(a)证明实验实现了对检测区域的自由绘制。图9(b)证明实验实现了:(1)稳定识读
8 mm×8 mm、版本6以下的二维码;(2)可适应15%、25%等常用纠错率;(3)可以检验二维码位置偏差。图9(c)证明实验实现了:(1)能够识读6磅以上数字(字间距保持0.5 mm);(2)可校验验证码位数。图9(d)证明实验实现了:(1)可导入数据量达到1 000万行;(2)可以将二维码与验证码进行对应;(3)能夠检测二维码/验证码错码(码值/字符不在数据库内,即为错码);(4)能够检测二维码重码(同一二维码第二次识读到即为重码);(5)可以有效防止产生二维码与验证码不对应的状况。图9(e)证明实验实现了:(1)可按检测批次导出成好品数据库;(2)一个批次出错,可以单独删除该批次,不影响其他已检结果。
当系统的阈值设为15,缺陷检测的正确率为97.2%,漏检率为0.8%,误检率为2%,检测结果基本达到当前企业对产品外包装印刷缺陷检测的要求。如果需要进一步优化检测结果,可以通过减少机器震动、稳定传动、减少灰尘、优化模板中参数的设置以及优良的学习图像来实现。
5? ? 结论
引入动态阈值分割和灰度值比对检测算法,可以提高检测的效率、稳定性及处理的灵活性。实验结果表明,该检测方法在不同的实验环境下均有较强的稳定性,能够快速准确地检测出产品外包装存在的印刷缺陷,在产品外包装印刷检测中具有较好的市场前景。但该方法在多台系统之间无法以相同的参数设定值检测,在今后的工作中将对此做进一步的改进,以实现多台系统对产品成像结果的一致性。
参考文献:
[1] 代小红,王光利.基于机器视觉的印刷品缺陷检测与识别[J].半导体光电,2011,32(5):714-718.
[2] YOU F C, ZHANG L F, ZHANG Y B. The research of printings image defect in spection based on machine vision[C] //Proc. Of the 2009 IEEE International Conference on Mechatronics and Automation, 2009: 2404-2408.
[3] 李树杰.中国机器视觉的发展趋势[J].赤峰学院学报(自然版),2010,26(1):161-162.
[4] 阚希.基于机器视觉的印刷品缺陷在线检测系统关键技术研究[D].南京:南京信息工程大学,2013.
[5] KALVIAINEN H. Machine vision based quality control form pulping to papermaking for printing[J]. Pattern Recognition and Image Analysis, 2011,21(3): 486-490.
[6] 郭健.基于機器视觉的印刷质量在线自动检测系统研究[D].广州:华南理工大学,2016.
[7] KUMAR B M, RATNAM M M. Machine vision method for non-contact measurement of surface roughness of a rotating workpiece[J]. Sensor Review,2015,35(1):10-19.
[8] 金灿.基于HALCON的印刷图像质量检测技术研究[D].长沙:中南大学,2013.
[9] 王文举,赵萍.彩色印刷品缺陷快速精确检测方法研究[J].包装工程,2015,36(17):112-118.
[10] 郭守宽.高速印刷品质量图像检测系统研究和开发[D].武汉:华中科技大学,2012.
[11] ZHU H J, FAN H H, YE F Y, et al. A novel method for moving vehicle tracking based on horizon-tal edge identification and local autocorrelation images[J]. DYNA, 2016,91(1):61-67.
[12] 胡方尚,郭慧.基于ROI模板的印刷品图像配准方法[J].东华大学学报,2016,42(4):582-586.
[13] 汪松.基于SIFT算法的图像匹配方法研究[D].西安:西安电子科技大学,2013.
[14] FAN H H, ZHU H J. Separation of Vehicle Detection Area Using Fourier Descriptor Under In-ternet of Things Monitoring[J]. IEEE Access, 2018(6): 47600-47609.
[15] FAN H H, ZHU H J. Preservation of image edge feature based on snowfall model smoothing fil-ter[J]. EURASIP Journal on Image and Video Processing, 2018(1): 67.
Abstract: In order to improve the efficiency, stability and flexibility of the printing defect detection of product packaging, a new technology based on machine vision was proposed in this paper. The traditional method of printing defect detection for external packaging of products was modified, and the comparison detection algorithm based on machine vision was introduced to improve the efficiency,stability and flexibility of the detection. Experimental results show that the machine vision based printing defect detection technology has strong stability in different experimental environments, and can quickly and accurately detect the printing defects. The proposed technology effectively solves the problems of large error of sampling detection results, strong subjectivity of manual detection and slow detection speed, which have faster execution efficiency, better
stability and flexibility of processing compared with traditional detection methods.
Key? words: machine vision; product package; printing defect; defect detection
责任编辑? ? 张志钊
- 逆向设计法在初中英语单元整体设计中的运用
- 简析中学历史教学中学生家国情怀的培育
- 浅谈写话教学中交际语境的创设
- 根据课文特点落实语言实践训练
- 创设多元化情境 培养学生的想象力
- 有效提问 提高效率
- 换一角度知“桃树”
- 布置分层作业
- 小学语文笔记式阅读“八法”
- 高校通识课跨学科合作教学的实施方法与路径
- “四位一体”助力信息技术高效课堂
- 利用朗读提升学生语文素养的新途径
- 高中信息技术学生社团开展的策略
- 情感教育在初中美术课堂教学中的作用
- 推行阳光体育 创新初中体育教学模式
- 在探究中寻找生物的奥妙
- 构建可视化的初中物理课堂
- 初中数学教学提质增效的可行方法
- 中学班级德育工作存在的问题及解决方法
- 初、高中地理教学的衔接问题研究
- 优化课堂提问 强化教学互动
- 运用现代信息技术 打造化学高效课堂
- 初中英语课堂教学有效性策略研究
- 培养语感 提高表达能力
- 对小学道德与法治教学的思考
- colonelcies
- colonelling
- colonels
- colones'
- colonial
- colonialism
- colonialisms
- colonialist
- colonialists
- colonialize
- colonialized
- colonializes
- colonializing
- colonially
- colonialness
- colonialnesses
- colonials
- colonies'
- colonies
- colonisable
- colonise
- colonised
- colonises
- colonising
- colonist
- 宴宴
- 宴宴着
- 宴宾
- 宴寂
- 宴尔
- 宴尔新婚
- 宴居
- 宴席
- 宴席上吵架
- 宴席上或比较丰盛的饭菜
- 宴席上的冷盘——好菜还在后头
- 宴席上相互劝洒劝菜
- 宴席将尽
- 宴席曲
- 宴席结束
- 宴席,宴会
- 宴息
- 宴慰
- 宴戏
- 宴收
- 宴无好宴,会无好会
- 宴朋
- 宴枝有礼
- 宴枝(言之)有礼(理)
- 宴歌