刘东衍 张国华 梁瑞汀 袁广成 谈毅
摘 要:针对传统火焰切割机存在的问题,本文设计了一款结构简单、容易拆卸、携带便捷、操作简单、精度较高、运行速度平稳、走行稳固准确及切割粗糙度低(切割线光滑)的手自一体化火焰切割机。
关键词:火焰切割机;数控;手自一体
中图分类号:TG48文献标识码:A文章编号:1003-5168(2020)01-0032-03
Abstract: In view of the problems existing in the traditional flame cutting machine, this paper designed a kind of manual self integrated flame cutting machine with simple structure, easy disassembly, convenient carrying, simple operation, high accuracy, stable running speed, stable and accurate running and low cutting roughness (smooth cutting line).
Keywords: flame cutting machine;numerical control;hand-in-one
对特殊板材(5~20 mm)的加工和对精度要较高的加工作业,通常需要数控技术对操作加以辅助。传统的数控火焰切割机体积较大,移动时会对切割精度造成影响。由此,本文设计了一款手自一体化火焰切割机。该手自一体化火焰切割机具有以下优点:第一,结构简单,实现了重要部件的模块化设计,易于拆卸与组装,且进行维护时便于更换部件与耗材;第二,走行部运行速度稳定,走行精度高,不易倾覆,且火焰切割质量高;第三,能在不同角度的平面上实现切割作业,且能实现不同工况条件下的作业[1-3]。
1 手自一体化火焰切割机的总体结构设计
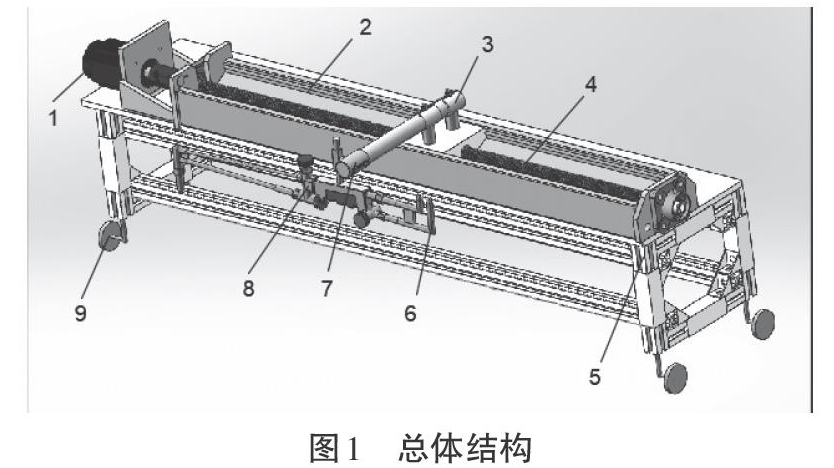
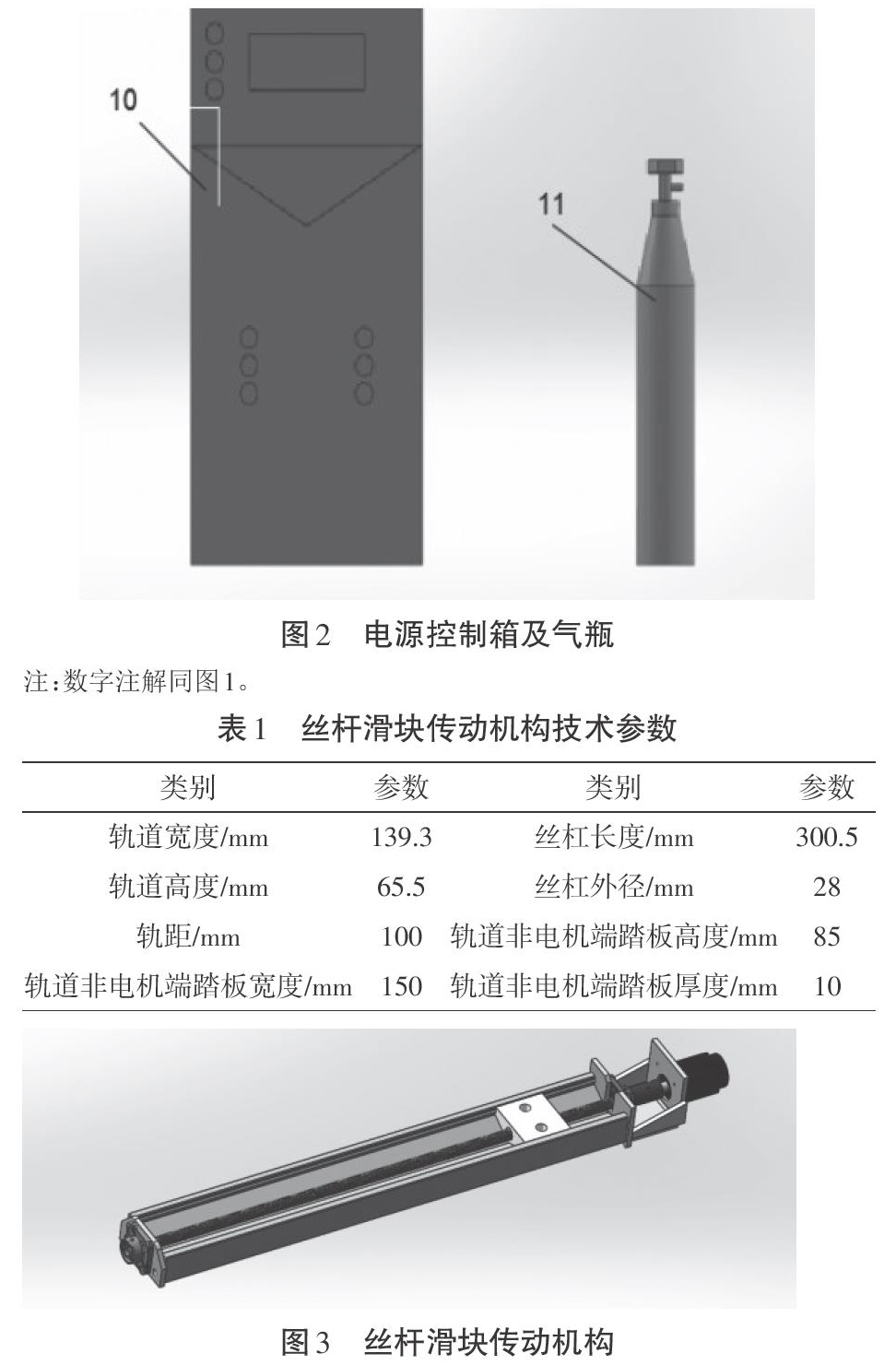
本文设计的手自一体化火焰切割机(见图1)主要由基座、夹具机构、丝杆滑块传动机构、割炬、数控系统及外部供电供气装置组成。其中,基座为可移动和调节高度的平台,其底部安装有万向轮以实现移动,支撑框架可通过调整旋钮松紧来调节基座高度。夹具机构由臂梁、可调节连接件及割炬连接件组成,其固定放置于导轨移动平台板上,可通过更换连接件与不同型号割炬搭配使用。使用T7钢材料的臂梁可定制不同规格,通过模块化设计来进行更换以满足不同切割工作需求,材料选材可靠,长时间使用不易变形,布置在臂梁末端连接夹持部分的旋转轴可由电机驱动,对夹持部分进行旋转,以切割出不同的图案。丝杆滑块传动机构由导轨台架、传动轴(丝杠)、伺服电机、轴承、联轴器及传动平台板组成,由电机传动提供走行动力。通过定制不同规格导轨台架及传动轴(丝杠)可实现不同距离的走行,从而调整切割范围。割炬可选用既有型号火焰割炬,由外部气瓶(见图2)通过管路对割炬进行供气。整个手自一体化火焰切割机由外部电源控制箱(见图2)供电,根据使用需求可输入AC380V或AC220V电力。
2 丝杆滑块传动机构的设计
2.1 丝杆滑块传动机构总体设计
手自一体火焰切割机丝杆滑块传动机构主要由导轨台架、传动轴(丝杠)、伺服电机、轴承、联轴器及传动平台板装置组成。导轨台架采用模块化设计,易于携带、拼装。根据作业所需移动距离,灵活组装导轨台架,以实现不同长度移动距离。该导轨选择采用非传统的轮轨式。根据理论计算与实际观察,轮轨式导轨在高精度切割作业条件下对电机要求较高,同时可能发生空转,导致切割无法达到所要求的精度。因此,本手自一體火焰切割机在走行部分利用螺纹杆旋转实现移动。该移动方式的优点在于避免了空转等导致移动不精准、切割不精准的精度问题,同时更加有利于切割平台在倾斜平面的加工,避免了轮轨式可能发生设备倾覆的情况,进一步提高了设备可靠性及其精度。丝杆滑块传动机构的制造型号为p24,轨道宽度为139.3 mm,轨道高度为65.5 mm,轨道非电机端踏板宽度为150 mm,轨道非电机端厚度为10 mm,轨道非电机端高度为85 mm,轨距为100 mm,丝杠长度为300.5 mm,丝杠外径为28 mm,技术参数具体如表1所示。丝杆滑块传动机构如图3所示。
2.2 丝杆滑块传动机构传动平台板部分
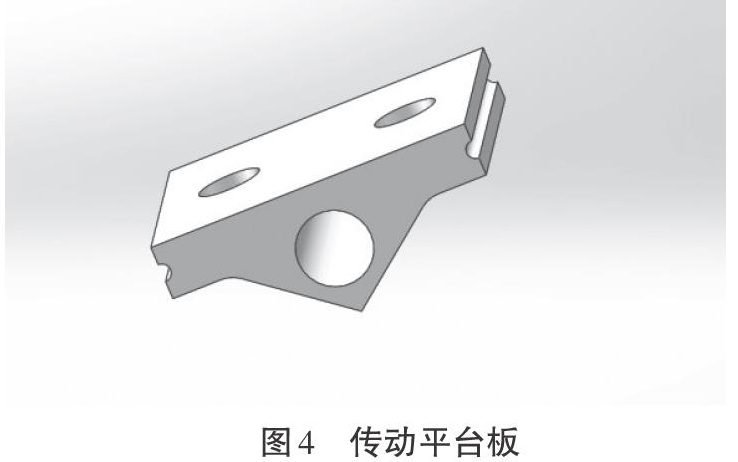
为了支撑夹具机构的重量,在传动平台上设计两个螺纹孔,可在螺纹孔上安装对应的夹具,以实现导轨工作时的平稳性。传动平台板的形状如图4所示,长为139 mm、宽为135 mm。其主要适合用于割炬教学实验课上,方便教师教学。
2.3 电机的选择
手自一体火焰切割机的传动电机采用印制绕组直流伺服电机。其具有转动惯量小、低速运行性能好的优点,为丝杆滑块传动机构提供牵引力。滑块上所承受的力来自滑块自身、夹具机构和割炬。为了保持较好的稳定性和操控性,采用的电机型号为128SN12SB(见图5)。
3 夹具机构设计
夹具机构将导轨与割炬连接,具有臂梁的作用;材料使用T7钢,使得夹具架构稳固不易变形,能长时间使用而不影响精度。此款夹具能将割炬的安装、连接导轨形成半自动化切割,又能将割据拆卸下来进行人工切割,操作简单。同时,夹具本身也实现了模块化设计,可根据实际作业需求,结合该手自一体化火焰切割机稳固的导轨设计,换装不同长度的丝杆,满足不同作业情况的需求,同时不会因过长的丝杆导致器材倾覆。夹具机构如图6所示。夹具的技术参数如表2所示。
4 基座结构设计
该基座具有可伸缩性,连接处采用螺栓连接,将铝管连接在一起形成可调节支撑架。该支撑架具有支撑的作用且方便调节,同时具有稳定、轻便的特点。在支撑架四个底角安装四个万向轮,可随时调整割炬切割的方向,方便教学使用。在其他工况条件下,可根据实际工况,在作业场地采用其他平面用于放置切割器材。具体结构如图7所示。基座主要技术参数如表3所示。
5 主要控制流程
图8为手自一体化火焰气割机的控制流程图。系统初始化后,按下开关按钮,系统判断滑块是否在原点位置,若不在原点位置,滑块复位回到原点;滑块回到原点后,按下启动开关,电机正转,滑块前移,滑块进入工作区域的初始位置(即限位1)后,电机停止,滑块停止在工作区域的初始位置1 s后喷枪枪头喷火,再1 s后,电机继续正转,滑块前移,直到工作区域的结束位置(即限位2),电机停止,喷枪熄火;工作结束后,电机反转,滑块快退至原点,等待第二次工作。
6 结论
本文设计的手自一体化火焰切割机加工精度高,切割尺寸统一,操作简单,携带方便,能切割出各种图形,切割粗糙度低,剩余余料少,材料利用率高,加工过程平稳,方便平移,为业界提供了一种新的数控手自一体化火焰切割机发展思路。
参考文献:
[1]廖学勇.超厚板数控火焰切割[J].金属加工(热加工),2015(6):64-66.
[2]王洪光,赵冰岩,洪伟.气焊与气割[M].北京:化学工业出版社,2010.
[3]宇永福.焊接结构制造[M].北京:机械工程出版社,1995.
- 博约教育:育大情怀的少年——莆田学院附属实验小学“博约教育”实践探索
- 道德银行积分机制构建与学生德育教育——以厦门市同安区西塘小学为例
- 注重培养体系构建 提升品德教育质量——基于“互联网+”的品德教育实践策略
- 价值导向的校本课程建设——以“兰质教育”校本课程为例
- 《桃花源记》与一文多选现象、多种文体特征及多重主旨解读(中)——基于清末民国教科书的考察(1922-1937)
- 让“示范性”名副其实——创建省示范性县级教师进修学校的思考与实践
- 生涯规划教育教师培训初探——以福建省同安第一中学课题实践为例
- 中学生涯教育体系建设中生涯适应力与社会支持的关系研究——以厦门第一中学为例
- 厚德载物 博学多才 自强不息 臻于至善——霞浦八中精神
- 变化观念与守恒思想视域下的物质转化习题教学研究——基于初中化学课堂教学转型视角
- 融入情境 落实新课标 凸显地理实践力——以骑行青藏为例
- 基于综合思维素养的地理课程案例分析——以蒙内铁路建设为例
- 基于深度教学的高中地理“综合思维”培养策略探析——以产业转移为例
- 促进学生区域认知素养发展的策略研究——以人教版必修三南水北调为例
- 叙事与分析:学生历史解释素养培养路径——以麦哲伦及其船队环球航行为例
- 基于历史判断三个层次的批判性思维教学——以《新文化运动》一课为例
- 浅谈教学数据的应用及其教学改进路径——以《经济生活》第二单元复习教学为例
- 培育素养 从容备考——高考视野下政治复习中学科核心素养的渗透
- 文本解读视域下高中英语说明文阅读SELF策略例析
- 指向核心素养培育的高中英语深度教学实践——以高考阅读“七选五”专题复习课为例
- “问题驱动”下高三概念的深度教学——以“函数的零点问题”教学为例
- 整本书阅读在高考语文中的试题命制探究——以2016-2018年为例
- 试论文学美育中的审美评价能力——兼论“多元解读”和“多元有界”
- 基于学习任务群的小说阅读教学——以《祝福》教学为例
- 《桃花源记》与一文多选现象、多种文体特征及多重主旨解读(上)——基于清末民国教科书的考察(1908-1921)
- misdecide
- misdecision
- misdeclare
- misdeclared
- misdeclares
- misdeclaring
- misdeeds
- misdeemed
- misdeeming
- misdeems
- misdefine
- misdefined
- misdefines
- misdefining
- misdeliver
- misdelivered
- misdeliveries
- misdelivering
- misdelivers
- misdelivery
- misdemeanor
- misdemeanour
- misdemeanours
- misderive
- misdescribed
- 宰杀
- 宰杀、腌制
- 宰杀烹煮
- 宰杀牲畜
- 宰杀牲畜时敲击刀使发声
- 宰杀用的刀
- 宰杀过的牲口
- 宰柄
- 宰树
- 宰根子
- 宰治
- 宰炸了
- 宰熟
- 宰牛
- 宰牛的刀
- 宰牲节
- 宰狗的剥驴——越玩越大
- 宰猪的吩咐上席的——管得可倒宽
- 宰猪的弄一身血——成红人了
- 宰相
- 宰相之位
- 宰相之杰
- 宰相位贵
- 宰相回乡拜四邻
- 宰相处理政务