DF100A短波发射机自动化系统控制原理及故障分析
杨勇
摘要:文章主要介绍了发射机自动化的结构及控制原理,把自动化分块处理,详细介绍了自动化各控制回路及实际连线图,分析了自动化系统故障的判断处理方法,总结了处理故障时的一些思路,对减少停播事故发生、确保三满播出起到重要作用。
关键词:短波发射机;自动化;控制原理;故障分析处理
0 引言
DF100A短波发射机自动化系统是在原来手动操作的基础上,实现了自动开机、自动倒频、自动调谐、自动巡检等各项操作功能。并且手动和自动相互独立,有效减少了人为事件的发生,减轻了值班人员的劳动强度,有效提高了安全播出质量和实验效果。为发射机房实现有人留守,无人值班垫定了基础。但是由于发射机自动化运行时间长,经常会出现问题,直接影响到安全播音,笔者在实际工作中总结了一些处理故障时的思路,希望对读者有所帮助。本文是笔者多年维护经验的总结,来源于实践。
1 自动化系统结构
DF100A发射机自动化系统主要是下位机实现自动控制,而上位机只有本地和远程监测及下发运行图功能,上位机有问题不影响正常播出。所以本文着重介绍下位机控制原理(硬件)。自动化系统硬件包括2大部分,工业控制计算机及内部板卡部分和外围设备和接口控制板卡部分。该系统主要实现表值取样、信号控制、调谐控制、开关机、倒频等功能。其中频率控制单元采用工业控制串口标准即RS485协议,通过PCL-745B串口卡进行频率控制和监测;开关量控制单元即(发射机面板所有指示、以及控制量)共36路通过接口转换板、ISO-P32C32数字量输入输出卡进行光电隔离,防止对开关量干扰,实现对发射机实际控制和监测功能;自动调谐控制单元通过将发射机八路马达位置和所以表值取样送到信号调理板,经过PCL813卡进行A/D模数转换,送回到工控机,最后通过PCL-3008D/A数模转换控制马达缓冲板实现倒频功能。
2 自动化系统控制及故障判断
2.1 自动化自动手动控制
DF100A短波发射机自动化工作时豆开关在自动状态,当自动出现故障可手动切换,甩开自动控制;自动时ZD/SD-A有24VDC电压红灯亮;手动时zD/SD有24V绿灯亮。自动状态时实现两路控制,一路控制马达缓冲板,使马达缓冲板八个继电器得电,为调谐做好准备;另一路控制频率预制板,为倒频做准备。具体接线如下所示:
手动时接线:UPS→电源3→6TB3-2→ZD/SD→J209-1;自动时接线:ZD/SD-A→6TB3-21→J209-2,一路通过J209-6.7给马达缓冲板自动控制信号;一路通过J209-7.8给频率预制板自动控制信号,自动、手动电路简单,出现故障时只要按上述接线方法便可快速判断。
2.2 自动化电源控制
自动化系统独立使用了3个开关电源,开关电源1、2将±24V送到KT-MDMB00l马达母板TBll端子上,给马达电源板供电,电源板输出±15V给马达板调谐、随动电位器以及马达缓冲板供电。正常工作时马达电源板有±24V、±15V输入、输出电源指示,处理故障时我们可以参考指示灯来判断:如果没有±24V可以直接检查开关电源1、2或是电源板损坏。±15V不可能同时没有,当只有其中之一时,可以断定为随动、调谐电位器或电源板有问题。开关电源3给扩展接口板J001供电,给自动手动、电流传感器提供24V电源。开关电源3主要给自动、手动供电,自动时在扩展接口板109指示灯会亮,可以通过此指示灯来判断故障:当109指示灯亮时,可以断定为指示灯后面即扩展接口板有问题;当109指示灯不亮或闪烁时可断定为自动、手动供电回路到J209 2之间有问题。
2.3 自动化马达控制及其连接
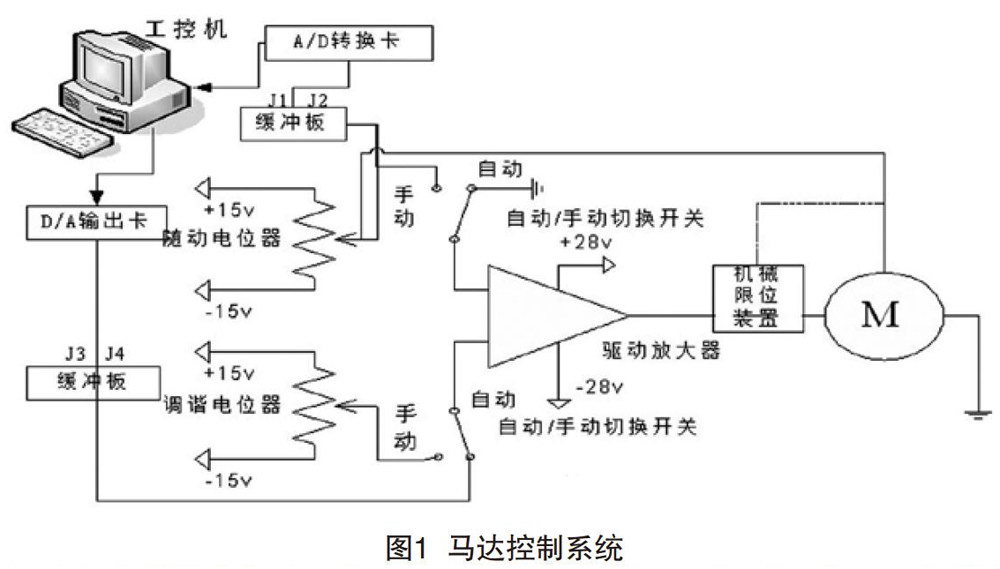
马达控制系统的好坏直接影响到自动调谐时的成败,马达控制系统由随动电位器、调谐电位器、马达驱动放大器、机械限位装置组成,原理简图如图1所示,手动时,自动控制电路是不工作的。这里主要介绍自动时的工作过程:自动时马达随动电位器接地,马达实际位置通过缓冲板送到A/D转换卡,最后送入工控机,此时电脑显示的是当前值;工控机根据电脑保存的理论值与当前实际A/D值比较并驱动到位,当它们之间没有点位差时停止转动。
马达的控制主要靠软件(工控机)来完成,在实际的控制过程并不是那么简单,为了实现快速高精度的控制设计了2种马达驱动方法:快速驱动和脉冲驱动。快速驱动是计算机通过D/A卡输出一个的固定电平,经马达驱动板放大后驱动马快速达到预定范围。一般用于长距离驱动且驱动精度要求不高的时候,例如倒频时会先用快速驱动到预定位置附近;脉冲驱动是利用脉冲电平使马达精确驱动到预定位的控制方法,它能够控制马达匀速前进,从而精确地驱动到达预定位置。一般用于短距离且驱动精度要求较高的情况下,例如在自动倒频操作时,马达经过快速驱动到达预置位置后,用脉冲驱动使马达驱动到更加精确的位置,最后根据表值进行精确调谐。
自动化最关键的是能够快速完成调谐,这也是自动化故障率最多的地方。当出现脉冲调谐超时时:应该检查马达驱动放大板的零点和调谐参数,自动化表值也是关键,只要比对发射机实际表值和自动化表值即可轻松判断;当出现脉冲驱动超时时,分成2路:一路是读不到马达实际值,应该是自动化系统中马达位置信号处理电路的问题,即随动电位器中心抽头电压到工控机ISO-813A/D转换数据采集卡的通路有故障;一路是能读取马达位置,直接检查3008D/At到接口卡到马达缓冲板的通路有故障。
2.4 自动化频率控制连接
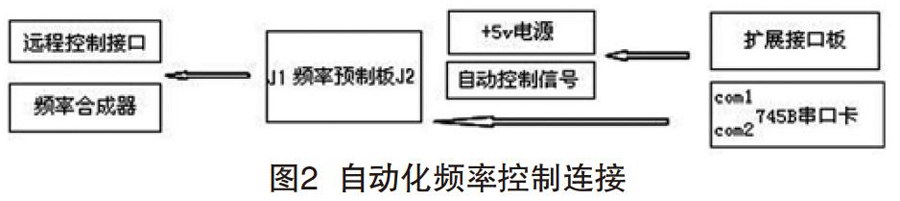
在自动工作时,发射机会按运行图进行倒频操作,工控机通过745串口卡RS485接口控制频率预制板,使频率合成器输出载波频率(此时接口板必须送来的自动控制信号)。在自动正常时频率预制板显示AU,表明控制信号送到了频率预制板;当不能切频率时如图2所示,直接检查频率预制板、745B串口卡和RS485接口,故障即可排除。
2.5 自动化状态检测及音频封锁控制
KT-SD001状态检测板具有检测调制器母板的48个模块状态、2个帘栅状态、以及外接24路弧光状态的功能。这里着重介绍一下自动化音频封锁电路,状态监测板通过将母板的±24V.音频封锁通过RS485串口送至本机控制单元完成监测。当自动调谐要封锁音周时,通过控制扩展接口板上音频封锁继电器,将24V送回到状态监测板,控制插在马达母板上9A4板实现自动封锁,
3 自动化故障处理思路
当安装有自动化的电脑出现问题时,首先判断是机器本身问题还是自动化系统有问题,直接将豆开关搬到手动即可,如果机器正常即自动化有问题。处理自动化故障时首先察看工控机电脑表值是否与机器实际表值一致,不能偏差太太,否则会调谐超时;平时维护时一定要保证高前阴流、高末栅流、高末屏流、帘栅流、高压表、入射、反射功率表这七个表值得准确。其次还要注意表值取样到A/D813卡之间的连线,要定期对马达板0点测量调整。
自动马达驱动控制是最易发生故障的,当出现故障时,要察看工控机电脑调谐时的理论值和实际值,理论值是正常时保存的值,实际值时随动点位器通过813卡取回地实际值,正常时2个值信号条都有指示,当2值相等时驱动到位。故障时会有一个信号条没有或马达超一个方向跑,其判断方法参考2.3马达控制回路,下面故障分析中也会详细介绍。此外自动化经常重启后会出现自动化程序A/D卡或D/A初始化失败,只要我们察看我的电脑硬件属性即可轻松判断是驱动问题还是板卡问题。自动化界面中有板卡测试功能,我们可以通过它输入一电平,在缓冲板测试出此电压,可以轻松判断出工控机到D/At到缓冲板的通路是否有问题。
4 结语
本文详细阐述了DF100A自动化系统控制原理,提出了分块判断处理故障的方法,总结了自动化故障的处理思路,希望在以后工作中对大家能够有所帮助。本自动化系统工作稳定,既减轻了值班人员的工作强度,又减少了停播事故的发生。只要大家做好维护工作,就能确保三满播出。
