巧用移位读写指令实现PLC数据的高效处理
卢日德

[摘 要] 在当代,自动化系统的智能程度越来越高,PLC作为自动化系统的核心部件,所处理的数据也从简单的位信号升级到字信号。中职学校的教学也要紧贴时代的发展和要求,让学生掌握PLC数据处理的方法。基于YL-235A,探讨巧用移位读写指令实现PLC数据的高效处理。
[关 键 词] 移位读写指令;FX2N;YL-235A;数据处理
[中图分类号] TP274 [文献标志码] A [文章编号] 2096-0603(2018)04-0218-02
在当代,自动化系统的智能程度越来越高,PLC以其可靠性高、灵活性强、易于扩展、通用性强等优点,成为工业自动化现场应用最广的控制设备之一。PLC作为自动化系统的核心部件,所处理的数据也从简单的位信号升级到字信号。
三菱PLC的移位读写指令,分别是移位写入指令SFWR、移位读出指令SFRD。它们有一个直观的名称,叫做“先入先出”指令,字面意思很清楚地表明:先将待处理的数据存入一个连续的数据区,等待处理;要处理时,将数据从数据区读取出来,进行相应的处理。常用来作为仓库库存物品的出入库管理或者连续下料的处理,使程序脱离繁琐的位判断,简化程序,增强程序的可读性,学生较易掌握。
YL-235A型光机电一体化实训考核裝置,综合了PLC技术与气动技术、传感器技术、变频器技术、触摸屏技术等,与工业现场的应用环境比较贴切。主要探讨基于YL-235A,巧用移位读写指令实现PLC数据的高效处理。
一、数据处理任务的提出
在工业生产中,传送带上基本上都是连续的工件,分拣机构根据客户要求进行分拣。
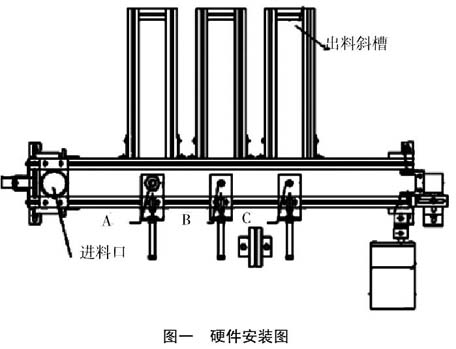
根据上图,若有金属(3Kg)、白色(2Kg)、黑色(1Kg)三种工件,连续且随机的从进料口进入传送带,传送带运行。A位置出料斜槽要求推出金、白、金、黑这四个顺序工件;B位置出料斜槽要求推出10Kg的工件;C位置出料斜槽推出不合格工件。优先级为A槽最高,B槽其次,C槽最低。所有物料推完,传送带停止。
二、任务分析及解决方案
(一)硬件安装
如图一把硬件安装好,并把B和C位置的光纤传感器的灵敏度调节为可检测黑色工件,用于准确定位工件的位置。
(二)I/O分配表的确立
如表一所示。
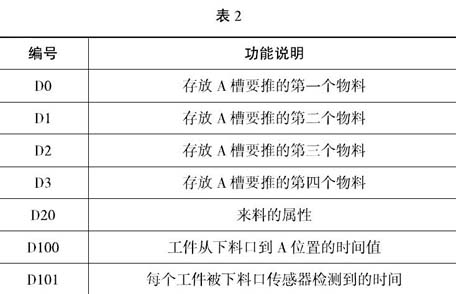
(三)所用到的数据寄存器相关编号及功能说明如表2,按题目要求,若寄存器的值为3则是代表金属工件,2代表白色工件,1代表黑色工件。
(四)工件辨识
这个步骤相当的重要,只有把每一个工件都辨识清楚,才能在后续的处理中正确无误地完成分拣任务。方法如下:(1)用落料口的光电传感器将工件区分为黑色工件和非黑色工件。(2)再利用位置A的电感式传感器将工件区分为金属工件或是白色工件。
(五)A位置出料斜槽的数据处理
1.用M8002驱动MOV指令,将A位置出料斜槽要求推出金、白、金、黑这四个顺序工件的数值创建一个数据区,D0-D3。
2.在处理来料时,将来料与A槽的原有数值进行对比,若相等则在A槽推出,若不相等则通过移位写入指令,将不适合A槽处理的数据写入D25-D29的数据区,待有需要时才调用。
(六)B位置出料斜槽的数据处理
先用移位读出指令将数据读出,并进行加法运算,若数值小于等于10,说明符合要求,则在B槽推出;若不符合要求,则要进行一次减法运算,并让工件继续往C处运,留待C槽处理。
(七)C位置出料斜槽的数据处理
因为来料走到这一步,都是不合格的物料,当检测到物料就直接推入C槽。
三、结束语
随着社会的不断发展,对中职学校学生的技能水平要求越来越高,假如我们还停留在用PLC控制电机的启停等基础知识上,那毕业生很难适应用人单位的要求。在中国智能制造2025的大背景下,PLC作为控制层级的设备,要求更多参与数据的采集、分析等相关的工作。如何高效地处理数据,提高自动化程度,也是学生要掌握的一门技术。本文利用移位读写指令高效地处理系统连续下料,同时也将学生从复杂的逻辑比较中解放出来,提高了程序的准确性,提高了分拣系统的稳定性。
参考文献:
[1]李金城.三菱FX2NPLC功能指令应用详解[M].北京:电子工业出版社,2011.
[2]杨少光.机电一体化设备组装与调试赛题集[M].北京:机械工业出版社,2012.
[3]薛国兵.基于YL_235A实训设备物料分拣的几种方法[J].企业技术开发,2011(12).
