废加氢催化剂中金属钼回收技术研究
祁兴维 林爽

摘 ?????要: 为了减小废加氢催化剂对环境的影响,同时提高废加氢催化剂的价值,采用Na2CO3焙烧-浸取法技术回收废加氢催化剂中的金属钼。考察了预处理温度、时间对废加氢催化剂烧残的影响,考察了Na2CO3焙烧温度和时间,以及Na2CO3含量等工艺参数对金属钼浸出率的影响,确定合适的工艺条件。
关 ?键 ?词:废加氢催化剂;Na2CO3焙烧-浸取技术;浸出率;金属钼回收
中图分类号:TQ426.95 ??????文献标识码: A ??????文章编号: 1671-0460(2019)04-0775-04
Abstract: Mo metal was recycled from waste hydrogenation catalysts using Na2CO3 calcination–leaching technology in order to decrease the effect of waste catalyst on environment and increase the value of waste catalyst. The effect of pre-treatment temperature and time on catalyst residual was investigated. The effect of calcination temperature, calcination time and NaCO3 content on metal molybdenum leaching rate was also investigated, and the appropriate process conditions were determined.
Key words: Waste hydrogenation catalyst; Na2CO3 calcination –leaching technology; Leaching rate; Recycling Mo
加氢技术是炼油企业的关键性技术,发挥着其他炼油技术不可替代的作用,因此,炼油企业广泛应用加氢催化剂,催化剂的用量在逐年增加。加氢催化剂长周期运转之后活性会下降[1,2],最终失活,全球的废弃加氢催化剂总含量也在逐年增加。失活原因有以下3个方面[3]:
(1)碳结焦,主要是由于在较高的反应温度下,碳氢有机化合物发生裂解、缩合反应生成积碳,积碳堆积会导致催化剂活性中心位的减小,降低催化剂的活性,甚至导致催化剂的活性完全丧失;
(2)烧结,在较高的反应温度和复杂的反应条件下,催化剂会发生烧结,催化剂的表面积降低,反应活性位减少,使催化剂活性下降;
(3)中毒,主要是由于原料中含有有害的金属如Na、Fe、As等引起催化剂的永久性失活。
国内外废加氢催化剂的回收和利用技术主要包括废弃填埋、用作生产水泥的原料和金属回收利用[4, 5]。填埋处理方法简单、操作方便,但会对环境造成污染。随着环保法越来越严格,填埋处理废加氢催化剂已经是不可行的[6]。由于废加氢催化剂中含有大量的氧化铝,可以将废加氢催化剂处理后用作水泥原料,但此方法废加氢催化剂的利用价值低[7]。另一种方法是金属回收,此方法可以将废加氢催化剂充分利用,同时降低废加氢催化剂对环境的影响。
废加氢催化剂的金属钼的回收方法主要有焙烧-浸出法,浸出-萃取法、浸出-离子交换法、加压碱浸法、酸浸法、氨浸法、生物浸出法等方法[8-10],本文采用的是焙烧-浸出法回收废加氢催化剂中的金属钼。
1 ?實验部分
本文的废加氢催化剂是某炼厂加氢装置卸载的废加氢催化剂。采用焙烧的处理方法对废加氢催化剂进行预处理,去除废催化剂表面油脂和沉积物(积炭)。
1.1 ?Na2CO3焙烧-浸取法回收技术
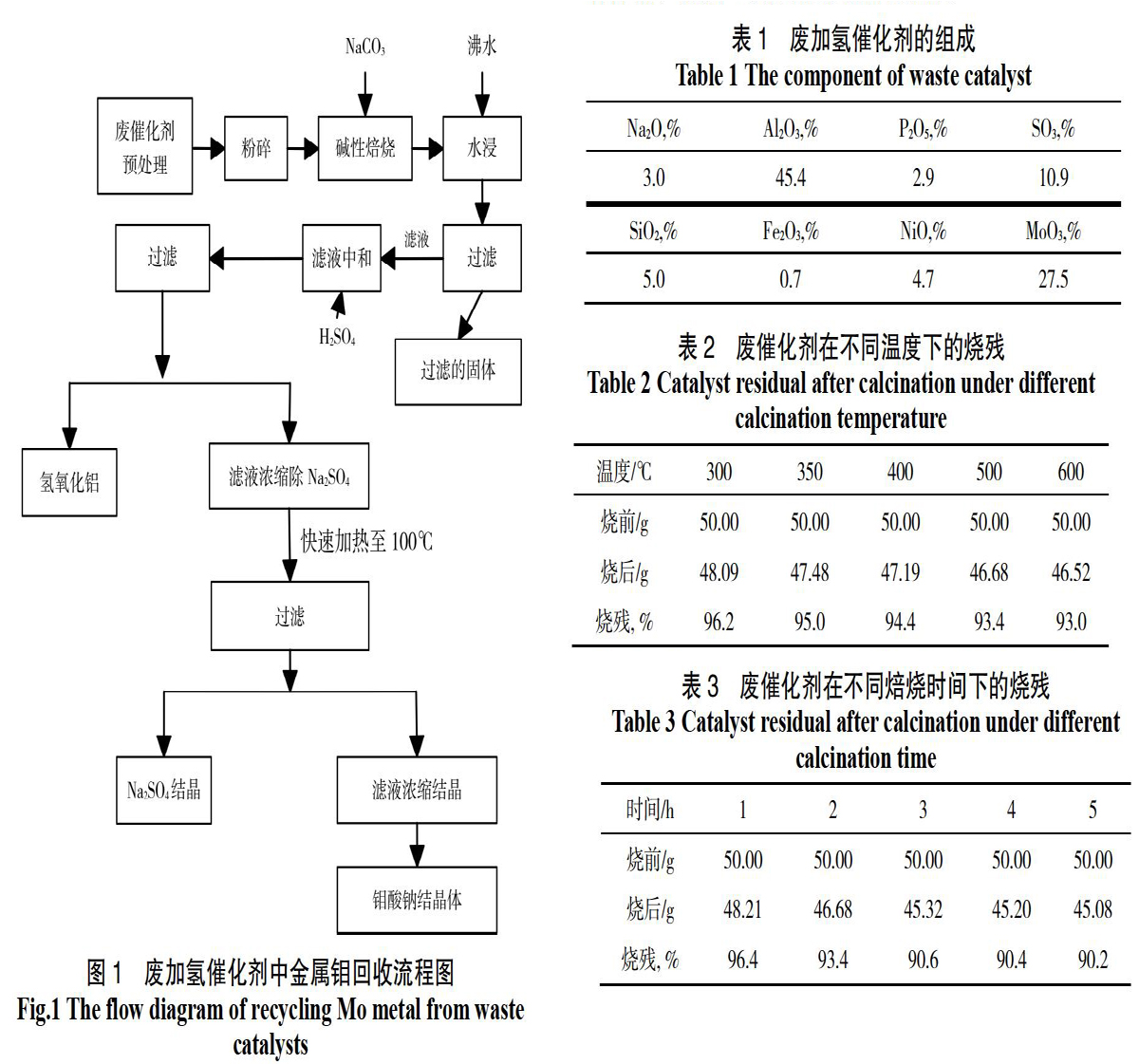
废加氢催化剂采用Na2CO3焙烧- 浸取法回收技术回收其中的金属钼,具体流程见图1。
废加氢处理催化剂预处理之后,进行粉碎处理过80~100分样筛,然后准确称量一定量的废催化剂与碳酸钠均勾混合,置于在马弗炉内,进行碱性焙烧,碱性焙烧主要反应如下:碱性焙烧后,直接加入到一定量一定温度的去离子水中进行浸出反应,然后进行过滤,滤饼在120℃下干燥6 h,计算金属Mo的浸出率,浸出率a计算公式见(1);滤液采用H2SO4进行中和,pH值为9~10,然后再进行过滤分离出氢氧化铝,将剩余的滤液进行蒸发结晶,分离出NaSO4和钼酸钠。
1.2 ?表征方法
废催化剂中各组成分析采用XRF分析,X射线荧光光谱(XRF)表征采用日本Rigaku公司的ZSX荧光光谱分析仪,输出电压20~60 kV,输出电流2~150 mA。
浸出渣中的Mo含量和参与浸出反应的总的Mo含量采用比色法进行分析。分析原理:以硫酸溶液介质,以三价铁、二价铜为催化剂,硫脲为还原剂,还原钼为+5价,使其与硫氰酸根反应生产琥琥珀色络合物,然后釆用比色法进行分析。
2 ?结果与讨论
2.1 ?废加氢催化剂预处理
废加氢催化剂在500 ℃焙烧2 h后,进行XRF分析表征,查看废催化剂中的主要组成成分。结果见表1。从表1结果见看,废加氢催化剂中含有大量的Mo,MoO3含量高达27.5%。
2.1.1 ?预处理焙烧温度
废加氢催化剂首先进行高温焙烧预处理,以脱除表面油脂和积炭。废催化剂分别在300、350、400、500、600 ℃下焙烧2 h,考察焙烧温度的影响,结果见表2。由表2可见,废催化剂的烧残随着焙烧温度的升高而减低,焙烧温度为500 ℃时,再升高温度,烧残变化不明显,因此选择500 ℃为废催化剂预处理温度。
2.1.2 ?预处理焙烧时间
在500 ℃焙烧1、2、3、4、5 h,考察了焙烧时间的影响,结果见表3。从表3可见,随着焙烧时间的增加,废催化剂的烧残逐渐减低,当焙烧时间为3 h时,再增加焙烧时间,烧残变化不明显,因此选择500 ℃,3 h为废催化剂预处理条件。
2.2 ?Na2CO3焙烧-浸取法回收金属钼
2.2.1 ?焙烧温度对钼浸出率的影响
碳酸钠与废催化剂重量比0.28,混合均匀,在空气气氛,不同温度下焙烧2 h,浸出温度为90 ℃,浸出4 h,焙烧物料在液固比为5:1,考察焙烧温度对钼浸出率的影响,结果见图2。从图2可见,废催化剂中Mo的浸出率随着焙烧温度的升高而增大,当焙烧温度为700 ℃时,浸出率最佳,继续提高焙烧温度,浸出率不再有明显的提高,因此,优选焙烧温度为700 ℃。
2.2.2 ?焙烧时间对钼浸出率的影响
碳酸钠与废催化剂重量比0.28,混合均匀,在空气气氛,在700 ℃焙烧不同时间,焙烧物料在液固比为5:1,温度为90 ℃,浸出4 h,考察焙烧时间对钼浸出率的影响,结果见图3。从图3可见,废催化剂中Mo的浸出率逐渐随着焙烧时间的增加而增大,当焙烧时间为1.5 h时,浸出率较高,再继续增加焙烧时间,浸出率不再有显著的提高,优选焙烧时间1.5 h。
2.2.3 ?Na2CO3含量对钼浸出率的影响
碳酸钠与废催化剂重量比不同,混合均匀,在空气气氛,在700 ℃焙烧1.5 h,焙烧物料在液固比为5:1,温度为90 ℃,浸出4 h,考察碳酸钠与废催化剂重量比对钼浸出率的影响,结果见图4。从图4可见,废催化剂中Mo的浸出率随着碳酸钠与废催化剂重量比的增加而增大,优选碳酸钠与废催化剂重量比为1.4:5。
2.2.4 ?浸出液固比对钼浸出率的影响
碳酸钠与废催化剂重量比为0.28,混合均匀,在空气气氛,在700 ℃焙烧1.5 h,焙烧物料在液固比不同,温度为90 ℃,浸出4 h,考察浸出液固比对钼浸出率的影响,结果见图5。从图5可见,废催化剂中Mo的浸出率随着浸出液固比的提高而提高,当液固比为5:1浸出率较高,再继续增加液固比时,浸出率不再有显著的提高,因此,优选液固比为5:1。
2.2.5 ?浸出温度对钼浸出率的影响
碳酸钠与废催化剂重量比为0.28,混合均匀,在空气气氛,在700 ℃焙烧1.5 h,焙烧物料在液固比5:1,温度为90 ℃,浸出4 h,考察浸出温度对钼浸出率的影响,结果见图6。从图6可见,Mo的浸出率随着浸出温度的提高而提高,当浸出温度为90 ℃时,再继续提高浸出温度时,浸出率不再有显著的提高,因此优选浸出温度为90 ℃。
3 ?结 论
采用Na2CO3焙烧- 浸取法技术回收废加氢催化剂中金属Mo,在500 ℃焙烧3 h对废加氢催化剂进行预处理;然后在碳酸钠与废催化剂重量比为0.28,混合均匀,在空气气分,在700 ℃焙烧1.5 h,焙烧物料在液固比5:1,温度为90 ℃,浸出4 h,金属Mo的浸出率达到97.8%。废加氢催化剂中金属钼得到有效的回收。
参考文献:
[1]朱洪法,刘丽芝.石油化工废催化剂基础知识[M]. 北京:中国石化出版社,2010.
[2]孙晓雪,刘仲能,杨为民. 废弃负载型加氢处理催化剂金属回收技术进展[J]. 化工进展,2016,35(6):1894-1904 .
[3]刘健,邱兆富,杨骥,等. 我国石油化工废催化剂的综合利用[J]. 2015,33(6):38-42.
[4]陈光,赵华灵,黄毅,等. 废催化剂的处理與利用的探讨[J]. 当代化工,2013,42(2):184-186 .
[5]王德义,于江龙,谭业花. 工业废催化剂的回收利用与环境保护[J]. 再生资源研究,2006,(4):27-30.
[6]刘焕群. 国外废催化剂回收利用[J]. 中国资源综合利用,2000,12:35-37 .
[7] 邢秋力. 催化裂化废剂的处置和再利用[J]. 化学工程师,2007,7:32-34 .
[8]马成兵,王淑芳,袁应斌. 含钼、镍、铋、钴废催化剂综合回收的实验研究[J]. 中国钼业,2007,31(5):23-25.
[9]王仁祺,戴铁军. 从废催化剂中回收钼的研究进展[J]. 金属矿山,2012,(4):163-167.
[10]张智,高严,刘玉珍. 含钼加氢精制废催化剂中金属钼的回收工艺研究[J]. 辽宁化工,1998,27(4):234-236 .
