国内三价铬电镀专利综述
赵焕 乔永莲 董宇
摘 ?????要: 六价铬电镀技术因对人和环境具有严重的危害而被越来越多的国家限制使用,三价铬电镀技术作为最有希望替代六价铬电镀的技术之一备受各国研究者关注。中国作为电镀大国,环保化是发展的必然趋势,三价铬电镀技术也成为国内科技工作者研究的热点。对我国三价铬电镀技术的专利申请情况进行检索,从镀液组成、阳极材料、镀层性能等方面对三价铬电镀技术现状和发展方向进行了综述分析。
关 ?键 ?词:三价铬电镀;专利综述;阳极材料;镀液组成;镀层性能
中图分类号:TQ 153.11 ??????文献标识码: A ??????文章编号: 1671-0460(2019)02-0399-04
Abstract: Hexavalent Chromium electroplating technology is restricted by more and more countries because there is much harm to people and environment. Trivalent chromium electroplating process, which is one of the most promising alternatives to hexavalent chromium electroplating process, has attracted much attention. Much research has been done on trivalent chromium electroplating in China. In this paper, the patent application situation of trivalent chromium electroplating technology in China was investigated, and the current status and development trend of trivalent chromium electroplating technology were analyzed from the aspects of plating solution, anode material and coating performance.
Key words: Trivalent chromium electroplating; Patent overview; Anode materials; Composition of plating bath; ??????????Coating properties
鉻镀层具有硬度高、耐磨、耐腐蚀、光亮美观等优点,在汽车、石油化工、机械电子、航空航天等领域得到了广泛应用。但是六价铬离子毒性大,严重危害人体健康和环境安全,各国政府已经纷纷出台政策限制或禁止六价铬的应用,如美国环境保护署(EPA)规定2010年前在美国全面禁止六价铬电镀生产。欧盟的RoHS指令规定,从2006年7月1日起投放于欧盟市场的新电子电气设备中六价铬含量不得超过0.1%。我国在国家信息产业部发布的《电子信息产品污染控制管理办法》中规定,自2006年7月1日起,列入电子信息产品污染重点防治目录中的电子信息产品中不得含有铅、汞、镉、六价铬等有害物质。国家环保总局在《电镀行业污染物排放标准》中,将六价铬废水排放标准规定为:现有企业的最高限值为0.3 mg/L,新建企业为0.1 mg/L。
三价铬电镀技术因为工艺环保、镀层性能与六价铬镀层相似作为最有希望替代六价铬电镀的技术之一,在最近30年内得到了长足的发展。本文对我国三价铬电镀技术的专利申请情况进行检索,综述分析了国内三价铬电镀技术的发展情况。
1 ?专利申请概况
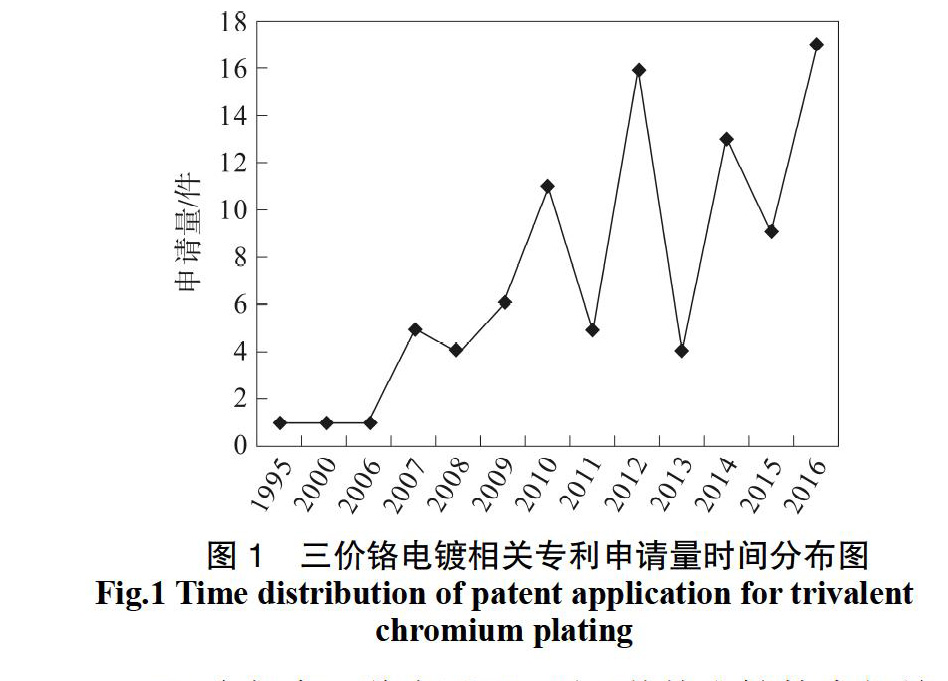
国内第一个关于三价铬电镀技术的专利是北京科技大学在1995年申请的《一种镀三价铬镀液》[1],1995年到2006年十余年间仅有3篇专利申请,从2007年开始,三价铬电镀专利申请量开始增多,并总体呈增长趋势。2010年以后,专利申请量有了更多的增长,平均每年申请十余项。说明随着国家和社会对环境保护的重视,对环保化的电镀铬技术需求日益迫切,因此三价铬电镀技术发展较快,各单位的研究也逐渐形成技术成果大量产出(图1)。
图1 ?三价铬电镀相关专利申请量时间分布图
Fig.1 Time distribution of patent application for trivalent chromium plating
20多年来,共有近30项三价铬电镀技术相关专利得到授权,除了三价铬镀液及工艺方法方向外,还有镀铬用阳极、溶液中离子的测试方法等方向。从专利申请人开看,公司与企业占70%,高校及科研院所占30%。另有近三十项专利处在实审公开阶段,其中公司与企业申请的占60%,高校和科研院所申请的占16%,个人申请的占24%。
1.1 ?镀液专利
三价铬电镀液成分比较复杂,主要包含主盐、配位剂、导电剂、缓冲剂和其他添加剂,每种组分都对电镀过程和镀层质量起着不可或缺的作用。
1.1.1 ?主盐
主盐提供进行沉积的铬,原则上可在溶液中生成Cr3+或其配离子的盐都可以作为主盐,其中以氯化铬和硫酸铬应用最多。氯化铬溶液导电性好,溶解度大,可有效提高电流效率和沉积速率,并且使用石墨作为阳极,降低了一次性投资成本。但是氯化铬镀液在电镀生产过程中产生氯气,对人体、设备、环境都造成危害。相对而言,硫酸铬溶液因在电镀生产过程中没有氯气生成,而更加符合环保的要求,且所得镀层白亮度高,但是硫酸铬溶解度低,镀液中主盐浓度难以提高,不适合电镀厚铬。
蔡再华[2]综合优化了硫酸盐和氯化物两个工艺体系的优点,采用高浓度硫酸铬作为主盐,氯化盐作为导电盐,制备了一种新型三价铬镀液,不仅得到了白亮度高的镀层,而且具有电流效率高沉积速度快的优点,以氟化铵作为主络合剂,提高了镀液中Cr3+络离子的浓度,提高了镀液的稳定性。
除传统的水系和有机体系电镀液外,亦可从离子液体中电沉积金属。离子液体具有更宽的电化学窗口,在室温下即可得到许多在水溶液沉积中无法得到的轻金属、难熔金属、合金及半导体材料。杜荣斌[3]制备了一种可用于三价镀铬的离子液体电镀液,使用火法粗铬为阳极进行三价铬电镀,电流效率可高达90%左右,得到的电镀层细致光亮、结合力牢固、孔隙率较低。离子液体电镀为三价铬电镀研究提供了新方向,但是成本较高,难以实现工业化应用。
1.1.2 ?添加剂
添加剂是一类加入量少,却可以显著改变镀液镀层质量的物质,通常为有机类物质,可起到增加镀层光亮度,减少镀层表面针孔缺陷,增加镀层厚度,增加光亮区电流密度等作用。陈大弟[4]在硫酸盐体系镀液中加入脂肪酸聚氧乙烯脂肪酸酯、脂肪酸聚氧乙烯醚类物质作为光亮剂,获得了超过5 μm厚的光亮三价铬镀层。殷恒波等[5]在硫酸盐体系镀液中加入聚氧乙烯辛烷基酚醚和丙三醇作为润湿剂获得了厚度10 μm的镀层,与使用十二烷类润湿剂相比,镀层结合力更好且厚度均匀。李爱华[6]将邻苯甲酰磺酰亚胺、水溶性磺基丁二酸盐等有机添加剂中加入到镀液中,使允许的最高电流密度从39 A/dm2提高至55 A/dm2,克服了现有全硫酸盐型三价铬电镀液镀层光亮区电流密度范围小的缺点。
1.1.3 ?金属离子
三价铬镀液中,种类不同的金属离子对镀液和镀层性能有着显著的影响。当镀液中存在一定含量的铜、锌、镍、铁、铅等金属离子时,镀层颜色偏黑,色泽不均匀,同时镀液的覆盖能力显著下降,甚至不能获得镀层。三价铬镀液对不同金属杂质的容忍度不同,普遍认为,Cr6+>10 ppm,Cu2+>10 ppm,Zn6+>20 ppm,Pb6+>10 ppm,Fe3+>200 ppm,Ni2+>100 ppm,会对镀层质量造成不利影响,当镀液中含有一种以上上述金属杂质时,金属离子的协同作用使得镀液对金属杂质的容忍度显著降低[7]。金属杂质主要来源于挂具、工件掉进槽中溶解和前段工序带入污染,在生产过程中需要格外注意防止。可采用加入除杂剂、电解、或离子交换树脂吸附等方法去除金屬杂质。古晓雁[8]在三价铬镀槽前依次连接镍电镀槽、多级逆流漂洗槽和超声波清洗槽,减少了电镀过程中杂质金属离子的带入,同时可以在不影响生产的情况下对槽液进行净化处理,保证了槽液的净化度和产品质量的稳定性。
铁离子作为镀液中的一种杂质,当含量超过200 ppm时,中电流密度区会出现暗纹,低电流密度区会出现铁的沉积。铁离子含量在30~100 ppm时可有效改善镀液的覆盖能力并能将锌杂质的影响减到最低。彭波[9]在氯化物体系镀液中加入氯化铁和氯化锰,使得阴极光亮区走位能力从8.2 cm增至9.8 cm,有效提高了镀液的覆盖能力,并使镀层颜色从浅黑色到深黑色可调。陈蔡喜[10]在硫酸盐镀液中加入硫酸铁和硫酸钴,将阴极光亮区走位能力从8.0 cm增至9.5 cm,耐中性盐雾时间从24 h提高至36 h。
1.1.4 ?镀液分析维护
三价铬电镀中用于沉积的金属源自于溶液,因此必须定期对镀液成分进行分析和补加,以维持镀液的稳定。总铬的测定方法常用的是二苯碳酰二肼分光光度法,其他较为常见的还有原子吸收法 、硫酸亚铁铵滴定法、电感耦合等离子体发射光谱法[11]。目前三价铬镀液中Cr3+的分析大多采用硫代硫酸钠滴定法[12],该方法因速度慢、氧化剂消耗量大、加热时间长等缺点,最终将被其它方法而取代。郭崇武[13]等人利用EDTA与Cr3+在酸性和加热条件下生成稳定的紫色络合物的特性,采用分光光度法测定了硫酸盐三价铬镀液中Cr3+,解决了现有方法测定三价铬速度慢和准确度不高的问题。张洪卫[14]采用压力溶弹处理样品,避免了易挥发元素硼的损失,使得镀液中硼酸含量测定更加准确。
1.2 ?阳极材料专利
阳极材料选择困难是制约三价铬电镀发展的技术难题之一。目前,三价铬氯化物体系镀液中大多使用石墨阳极,其优点是导电性好,电流效率高,成本较低。缺点是石墨会溶解成粉状颗粒进入镀液污染镀液,并且石墨阳极不能抑制Cr6+的生成,从而影响镀液的稳定性[15]。硫酸盐体系镀液中由于阳极析氧剧烈,会使石墨严重损坏[16],因此多使用DSA涂层钛阳极。DSA阳极耐蚀性好,不易脱落,使用寿命长,析氧过电位低,可抑制Cr6+的生成,有利于镀液的稳定,但存在成本高、导电性差的问题[17]。此外,因为价格低廉,铅及铅合金[18],不锈钢阳极[19]等也被应用于三价铬电镀研究中,但是由于阳极材料容易溶解污染镀液,不能得到较好质量镀层而未得到普遍应用。
目前三价铬镀铬阳极的研究仍主要集中在石墨阳极与DSA阳极的制备与改性上。王志根[20,21]将钛板经酸蚀处理后作为基体,改性树脂作为导电胶提供结合力和屏蔽层,涂覆铱、铟、锆和锡的混合氯化物作为导电组分,制备了一种涂层阳极板,该阳极在电镀过程中无Cr6+产生,能使电镀液长期稳定运行,并可有效地提高镀液覆盖率。陈蔡喜[22]以石墨为阳极芯,表面覆盖钌、铱、钛金属制备镀铬用阳极,克服了现有三价铬氯化物体系石墨阳极容易断裂,不易加工成形状复杂阳极的缺点。余强[23]等人采用热分解结合电沉积技术制备了具有锡锑锰氧化物中间层的掺杂纳米氧化锆的铅包铜基惰性复合材料,应用于三价铬电镀液中,有效降低了槽电压,抑制Cr6+的生成。吉林大学林海波[24]采用热分级法制备了钛基钌钛锡三元氧化物涂层阳极,应用于氯化物三价铬电镀液中,增加了阳极的使用寿命,降低了阳极成本。
1.3 ?镀层性能专利
铬镀层按用途和厚度分成装饰铬和硬铬两种,装饰铬要求镀层光亮,镀液覆盖能力好,镀层厚度通常在0.25~0.5 μm之间,国内多用0.3 μm。镀硬铬的目的主要是利用铬镀层的高硬度、耐磨性及抗腐蚀性,以提高机械零件的耐磨性和修复被磨损零件的尺寸等,厚度一般为2~50 μm,特殊耐磨镀铬为50~300 μm,修复磨损零件往往需镀800~1 000 μm[25]。
目前,三价铬装饰铬电镀工艺已经日趋成熟,安美特、麦德美、国内的广州二轻所、广州超邦等公司均已经形成商品在售。而三价铬硬铬电镀技术目前还没有形成商品。
从国内的专利申请来看,只有两家科研院所拥有三价铬硬铬电镀技术专利,一个是广州市二轻工业科学技术研究所[26]公开的《一种全硫酸盐三价铬镀厚铬溶液及电镀方法》。采用流动式电镀法,维持阴极附近pH值保持稳定,实现了镀层的持续沉积,得到厚度30~50 μm的镀层。另外一个是武汉材料保护研究所[27]公开的《一种硬铬电镀方法》,采用DSA阳极和硫酸盐体系三价铬溶液,通过电镀过程中控制电流和槽压变化的软启动工艺和维持酸度在指定的范围内(pH=0.9~2.1),获得了80 μm以上厚度的三价铬镀层,得到的镀层具有较好的结合力和耐腐蚀性。
硬度是厚铬镀层的重要力学性能之一,影响镀件的耐磨性能、强度和使用寿命。热处理可以有效提高镀层硬度,广州二轻所制备的厚铬镀层经热处理后镀层硬度可达1 401 HV[26]。张新[1]在普通镀液中加入混合稀土氯化物使镀铬层厚度增厚至80~100 μm,对镀层进行热处理后得到了硬度1 400~1 600 HV的厚铬镀层。不同种类金属离子进行共沉积制备合金镀层也是改善镀层性能的一种方法。由于各金属的析出电位不同,可与铬共沉积的金属种类不多,目前被报道的主要有镍、铁、铅等[28]。杜登学[29]在含有氯化铬、硫酸镍和氯化镍的基础电镀液中,添加柠檬酸钠、甲酸钠和尿素作为配位剂,得到了厚度30~210 μm的镍铬合金镀层,镀层显微硬度可达1 000~1 450 HV,耐腐蚀性能较好。
不论是装饰铬还是硬铬都少不了对镀层耐蚀性能的要求。向镀液中加入铬的氧化物,如氧化铬、铬酸钠等,可将镀层的铜加速酸性盐雾试验(CASS)试验从24 h提高至48 h[30]。在镀液中引入纳米二氧化硅、氧化铝复配物作为添加剂,也可以提高三价铬镀层的耐蚀性,并可使工件的整体耐磨性能得以提升[31]。
郭崇武[32]從镀层结构设计的角度出发提出了一种改善镀层耐蚀性的方法。该镀层结构包括预镀铜层、中间镀铜层、光亮镀铜层、半光亮镀镍层、光亮镀镍层、高耐蚀性三价铬镀铬层,将各层依次逐层电镀于金属基体表面上,得到的镀层不需保护处理即可满足目前汽车行业铜加速乙酸盐雾试验48 h的测试要求。还提供了一种高耐腐蚀性三价铬电镀黑铬的复合镀层结构[33],通过在三价铬黑铬镀层下面增加一层高耐蚀性三价铬白铬镀层,有效解决了三价铬黑铬镀层耐蚀性较低的问题,耐盐雾性能比目前的三价铬黑铬镀层高一倍。
2 ?结 论
我国的三价铬电镀技术在最近十多年间有了较快的发展,并获得了一部分具有自主知识产权的专利技术。但从总体上看,我们国家的三价铬电镀研究水平仍远远落后于国外发达国家,很多三价铬电镀核心问题没有得到彻底解决。在环保和技术要求较高的出口产品的加工上,还须高价从Atotech、Metfin等国外公司进口三价铬电镀工艺,国内大部分电镀铬产品仍然采用六价铬电镀工艺。加快三价铬电镀技术的研发及工业化进程,对环境的可持续发展,应对机电等出口产品的技术壁垒方面具有重大的意义。
参考文献:
[1]北京科技大学. 一种镀三价铬镀液:CN,94105903.0[P]. 1995-12-27.
[2]黄石振华化工有限公司. 一种高浓度硫酸铬—氟化铵三价铬电镀液及制备方法:CN, 201110401221.6[P]. 2012-05-09.
[3]安庆师范学院. 一种离子液体中三价铬电镀工艺及其镀液: CN,201410131990.2[P]. 2014-07-02.
[4]南京大地冷冻食品有限公司. 一种高沉积速度的三价铬镀液: CN,201210420094.9[P]. 2013-02-13.
[5]江苏大学. 三价铬电镀液及其制备以及应用其电镀不锈钢工件的方法:CN, 200810155051.6[P]. 2009-04-01.
[6]比亚迪股份有限公司.一种全硫酸盐型三价铬电镀液和使用该电镀液的电镀方法:CN, 200710086887.0[P]. 2008-10-08.
[7]冯绍彬. 电镀清洁生产工艺[M]. 北京, 化学工业出版社, 2005.
[8]佛山市昭信金属制品有限公司. 一种硫酸型三价铬镀液防治金属离子杂质污染装置:CN, 200820044086.8[P]. 2008-12-31.
[9]比亚迪股份有限公司. 一种用于三价铬电镀的镀液和使用该镀液的电镀方法:CN, 200610086433.9[P]. 2007-12-26.
[10]广东达志环保科技股份有限公司. 一种环保三价铬电镀液及其电镀方法:CN, 201110352605.3[P]. 2012-03-21.
[11]刘煦. 硝酸-过氧化氢消解测定废水中的总铬[J]. 当代化工, 2017,46(12):2525-2527,2531.
[12]P.W.Wild著.杨家昌,曾华梁译. 电镀溶液的现代分析[M]. 北京:轻工业出版社,1980.
[13]广州超邦化工有限公司. 测定硫酸盐三价铬镀铬液中三价铬的新方法:CN, 201510372744.0[P]. 2015-09-09.
[14]重庆富地宝科技有限责任公司. 一种三价铬镀液中硼酸测定方法: CN,201410609032.1[P]. 2015-04-29.
[15]李远会,陈阵,陈步明,等. 三价铬电镀阳极材料的应用与研究进展[J]. 电镀与环保,2011,31(3):1-3.
[16]管勇. 环保型三价铬电镀工艺研究[D]. 武汉:武汉材料保护研究所,2007.
[17]张招贤,赵国鹏,胡耀红. 应用电极学[M]. 北京:冶金工业出版社,2005.
[18]杜荣斌. 氟化物体系三价铬镀铬工艺的研究[J]. 化学研究,2005,16(3):44-46.
[19]沈继洲,吴慧敏. 三价铬电镀铬的不锈钢阳极初步研究[J]. 广东化工, 2016,43(319):62,49.
[20]顿力集团有限公司. 三价铬镀铬涂层阳极板:CN,200820004452.7[P]. 2009-04-01.
[21]顿力集团有限公司. 三价铬镀铬涂层阳极的制备方法: CN,200810006677.0[P]. 2008-10-08.
[22]广东达志环保科技股份有限公司. 一种三价铬氯化物体系镀铬阳极:CN, 201110353290.4[P]. 2012-04-04.
[23]昆明理工大學. 三价铬镀铬用铅包铜基惰性复合阳极材料的制备方法:CA, 201610145813.9[P]. 2016-07-27.
[24]吉林大学. 钦基钉钦锡三元氧化物涂层电极在三价铬电镀中的应用:CN,201110366718.9[P]. 2012-05-09.
[25]张允诚,胡如南,向荣. 电镀手册[M]. 北京, 国防工业出版社, 2011.
[26]广州市二轻工业科学技术研究所. 一种全硫酸盐三价铬镀厚铬溶液及电镀方法:CN, 200910042266.1[P]. 2010-02-10.
[27]武汉材料保护研究所. 三价铬硬铬电镀方法: CN,201210210952.7[P]. 2014-01-15.
[28]张伟,吴承伟. 三价铬电镀的研究进展[J]. 材料保护,2013,46(9):38-43.
[29]山东轻工业学院. 一种在环保型三价铬镀液中制备镍铬合金复合镀层的方法:CN, 201110004910.3[P]. 2011-01-12.
[30]惠州大亚湾达志精细化工有限公司. 一种三价铬镀液及在三价铬镀液中电沉积铬镀层的方法:CN,201410053746.9[P]. 2014-06-11.
[31]广东达志环保科技股份有限公司. 一种高耐蚀环保三价铬电镀液及其电镀方法:CN,201110352626.5[P]. 2012-03-21.
[32]广州超邦化工有限公司. 一种高耐腐蚀性的三价铬镀铬层结构:CN,201520829650.7[P]. 2016-03-30.
[33]广州超邦化工有限公司. 一种高耐腐蚀性三价铬电镀黑铬的复合镀层结构:CN, 201620125497.4[P]. 2016-09-07.
